There is a 60-89 gyratory crusher in our customer (Qidashan Iron Mine). The service life of the original manganese gyratory crusher liners is short and the replacement times are more than two months per year, which seriously affects the operation rate of the crushing system and restricts the subsequent beneficiation Increase of industrial system output.
In order to effectively improve the wear liner life of the crusher, shorten the liner replacement time, so as to improve the crusher operation rate and achieve the actual effect of less investment and more output, Qidashan Iron Mine asked us to optimize the wear liners cavity type of the rotary crusher, further improved the lining life without affecting the equipment working condition, and upgraded the lining material, aiming at the high grinding of some mines.
Our foundry is based on the 60-89 gyratory crusher working conditions to design alloy steel gyratory crusher liners to suit. The alloy liner developed by the working conditions of erosive ore has a long service life. It reduces the times of lining board replacement, effectively shortens the time of lining board replacement, greatly reduces the consumption of auxiliary materials and energy, reduces the work intensity of equipment operation and maintenance personnel, thus significantly improves the operation rate of the equipment, increases the output of the coarse crushing system, and has obvious economic, safety and social benefits
Working Conditions
The key factor of crusher performance is the design of liner cavity. The liner cavity of each 60-89 gyratory crusher is designed according to the discharge port of production application. In the early stage of beneficiation process design, according to different process layout and operation parameters to set the crusher discharge port, and then according to the design of the liners cavity. After the design of the liner cavity is completed, the discharge port in actual production needs to be kept at the set value, so as to ensure the stress balance of all running parts of the crusher and the uniform wear of liner. If the equipment discharge port needs to be changed in production practice, it is necessary to redesign the liner cavity.
At present, the manganese steel liner used in the 60-89 coarse crushing cycle crusher in the mining area of Qidashan Iron Mine has the following problems: short service life, frequent replacement, long installation time, complex maintenance work, low equipment operation rate, etc.
-
- The service life of the original manganese gyratory crusher liners is short, of which the service life of the gyratory crusher concave segments is about 45 days, and that of gyratory crusher mantles is around 20 days. It is necessary to stop the machine frequently to replace the lining plate, resulting in the low operation rate of crusher.
- There are many pieces of gyratory crusher concave segments and the installation procedure is complex. Each installation takes about 5-7 days. Because the manganese steel lining plate will extend under the crushing force, it is necessary to reserve a gap between the lining plates during the installation. The gap should not be too narrow or too wide, otherwise, the normal operation of the lining plate will be affected. Therefore, it takes more time to install the lining plate. It takes more than two months to replace the liner of the coarse crushing gyratory crusher every year, which seriously restricts the space for improving the system output.
- The gap between the manganese steel liner plates will be eliminated when the manganese steel is used for the extension of the manganese steel material during production. At this time, the extended part needs to be planed off in time to maintain the gap. If the clearance is eliminated, the extended stress of the rear lining plate is transmitted to the frame, which may cause damage to the frame and the maintenance cost is high. The maintenance work is complicated and needs to be stopped, which reduces the operation rate of the equipment.
Material Selection And Cavity Improvement
Based on the working conditions, our engineer starts to design new material liners and a new type of liner cavity has been developed. The improved liner cavity combined with the optimized alloy material can significantly prolong the service life of the liner and reduce the replacement time of each liner.
The optimized liner has the following improvements.
- The crushing area is optimized and balanced so that the stress of each crushing zone is uniform and the wear is balanced.
- The design of the crushing chamber is improved, the wear residual weight of mantle and concave is less and more consistent, and the matching and utilization ratio of the mantle and concave are improved to the greatest extent. The design of the crushing chamber is improved, the wear residual weight of fixed cone and moving cone liner is less and more consistent, and the matching and utilization ratio of the mantle and concave are improved to the greatest extent.
- Different alloy materials are selected to meet the different requirements of different stress and wear conditions on the lining plate of each part of the crushing chamber. The first layer to the fourth layer of the gyratory crusher concave segment is made of high chromium cast iron alloy. Through strict casting and heat treatment process, the initial hardness can reach 600hbn, which can meet the requirements of high wear resistance of lining plate in the middle and low parts of crushing chamber The fifth layer is made of high manganese cast steel to meet the requirements of impact resistance and wear resistance of lining plate at the top of crushing chamber.
- The standard and thickened gyratory crusher mantles are developed to match with the gyratory crusher mantles under different wear degrees, so as to prolong the service life of the gyratory crusher mantles and avoid replacing the gyratory crusher mantles in advance due to the failure to maintain the discharge port of the crusher at the set value. The gyratory crusher concave segment adopts a three-layer design, and different parts can be replaced according to different wear conditions The utility rate of the gyratory crusher mantles is increased, and the cost of the wearing parts of the equipment is reduced.
- The installation method of the gyratory crusher concave segment is improved, and the working efficiency is improved. Due to the high chromium alloy material selected from the first layer to the fourth layer, as shown in Fig. 3, it will not extend under the effect of crushing external force, so it is not necessary to reserve and adjust the gap between lining plates during installation. Direct contact installation can be adopted to speed up the installation progress and reduce the consumption time of lining plate installation. See Figure 4 for taper pin type fixation between the fifth layer of fixed taper lining plates, which does not take a lot of time to adjust like the original installation of key lining plates.
- The gyratory crusher mantles material choose Mn18Cr2NiMoV alloy steel. Under this new material, the mantle span life can increase by 20%.
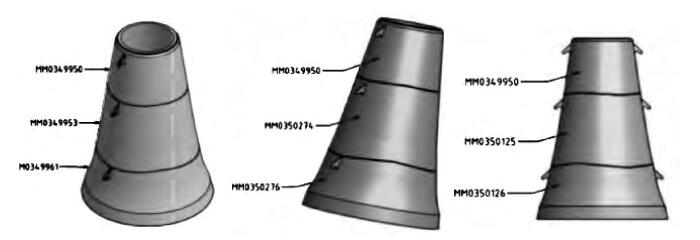
3 Pieces Design Mantle
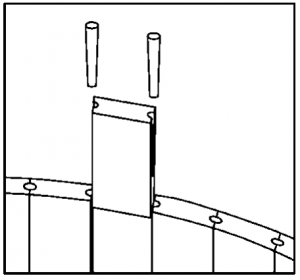
Fig. 3 Installation of gyratory crusher concave segments from the first layer to the fourth layer
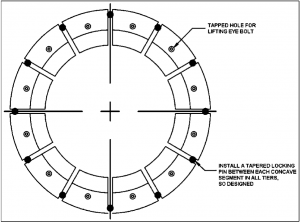
Fig.4. Installation of the fifth layer gyratory crusher concave segments
The Results
- After choosing our engineer designs, a whole set of new design mantle and concave can work 186 days, which is 3 times span life than old liners.
- A set of wear liner capacity increase 26 million tons to 55 million tons.
- Decrease the exchange time from 2 months per year to 20 days per year.

