An autogenous mill is a new type of grinding equipment with both crushing and grinding functions. It uses the grinding material itself as the medium, through the mutual impact and grinding effect to achieve comminution. The semi-autogenous mill is to add a small number of steel balls into the autogenous mill, its processing capacity can be increased by 10% – 30%, the energy consumption per unit product can be reduced by 10% – 20%, but the liner wear is relatively increased by 15%, and the product fineness is coarser. As a key part of the semi-autogenous mill, the shell liners of the cylinder body are damaged seriously due to the impact of the steel ball lifted by the liner lifting beam on the liner at the other end during the operation of the SAG mill.
In 2009, two new semi-autogenous mills with a diameter of 7.53 × 4.27 were built in Panzhihua Iron and Steel Co., Ltd., with an annual design capacity of 2 million tons/set. In 2011, a new semi-autogenous mill with a diameter of 9.15 × 5.03 was built in the Baima concentrator of Panzhihua Iron and Steel Co., Ltd., with an annual design capacity of 5 million tons. Since the trial operation of the semi-autogenous mill with a diameter of 9.15 × 5.03, the shell liners and grid plate of the mill often break, and the operation rate is only 55%, which seriously affects the production and efficiency.
The 9.15 m semi-autogenous mill in Baima mine of Panzhihua Iron and Steel Group has used the cylinder liner produced by many manufacturers. The longest service life is less than 3 months, and the shortest life is only one week, which leads to the low efficiency of the semi-autogenous mill and the greatly increased production cost. Nanjing Qiming Machinery Co.; Ltd went deep into the site of a 9.15 m semi autogenous mill for continuous investigation and test. Through the optimization of casting material, casting process, and heat treatment process, the service life of the shell liners produced in the Baima mine has exceeded 4 months, and the effect is obvious.
Cause analysis of short life of SAG mill shell liners
The parameters and structure of φ 9.15 × 5.03 semi-autogenous mill in Baima concentrator. Table 1 is the parameter table:
| Item | Data | Item | Data | Item | Data |
| Cylinder diameter (mm) | 9150 | Effective volume (M3) | 322 | Material size | ≤300 |
| Cylinder length (mm) | 5030 | Diameter of steel ball (mm) | <150 | Design capacity | 5 million tons / year |
| Motor power (KW) | 2*4200 | Ball filling rate | 8% ~ 12% | Handling materials | V-Ti Magnetite |
| Speed (R / min) | 10.6 | Material filling rate | 45%~55% | Mill Liners Material | Alloy Steel |
Failure analysis of the old SAG mill shell liners
Since the commissioning of φ 9.15 × 5.03 semi-autogenous mill in Baima concentrator, the operation rate is only about 55% due to the irregular damage and replacement of mill liners, which seriously affects the economic benefits. The main failure mode of the shell liner is shown in Fig. 1 (a). According to the on-site investigation, the SAG mill shell liners and lattice plate are the main failure parts, which are consistent with the situation in Fig. 2 (b). We exclude other factors, only from the liner itself analysis, the main problems are as follows:
1. Due to the improper material selection, the liner plate of the cylinder deforms in the process of use, which results in the mutual extrusion of the liner plate, resulting in fracture and scrap;
2. As the key part of the cylinder liner, due to the lack of wear resistance, when the liner thickness is about 30 mm, the overall strength of the casting decreases, and the steel ball impact can not be resisted, resulting in fracture and scrapping;
3. Casting quality defects, such as impurities in molten steel, high gas content, and non-compact structure, reduce the strength and toughness of castings.

Fig. 1 main failure modes of shell liners
New material design of SAG mill shell liners
The principle of chemical composition selection is to make the mechanical properties of the shell liner and grid plate meet the following requirements:
1) High wear resistance. The wear of shell liner and grid plate is the main factor that leads to the decrease of the service life of shell liner, and the wear resistance represents the service life of shell liner and grid plate.
2) High impact toughness. Impact toughness is a characteristic that can recover the original state after bearing certain external force instantly. So that the shell liner and grid plate will not crack during the impact of steel ball.
Chemical Composition
1) The content of carbon and C is controlled between 0.4% and 0.6% under different wear conditions, especially the impact load;
2) The results show that the content of Si and Si strengthens ferrite, increase the yield ratio, reduce the toughness and plasticity, and have the tendency of increasing temper brittleness, and the content is controlled between 0.2-0.45%;
3) Mn content, Mn element mainly plays the role of solution strengthening, improving strength, hardness and wear resistance, increasing temper brittleness and coarsening structure, and the content is controlled between 0.8-2.0%;
4) Chromium content, Cr element, an important element of wear-resistant steel, has a great strengthening effect on the steel and can improve the strength, hardness and wear resistance of the steel, and the content is controlled between 1.4-3.0%;
5) Mo content, Mo element is one of the main elements of wear-resistant steel, strengthening ferrite, refining grain, reducing or eliminating temper brittleness, improving the strength and hardness of steel, the content is controlled between 0.4-1.0%;
6) The content of Ni is controlled within 0.9-2.0%,
7) When the content of vanadium is small, the grain size is refined and the toughness is improved. The content of vanadium can be controlled within 0.03-0.08%;
8) The results show that the deoxidation and grain refinement effect of titanium are obvious, and the content is controlled between 0.03% and 0.08%;
9) Re can purify molten steel, refine microstructure, reduce gas content, and other harmful elements in steel. The strength, plasticity and fatigue resistance of high steel can be controlled within 0.04-0.08%;
10) The content of P and s should be controlled below 0.03%.
So the chemical composition of the new design SAG mill shell liners are:
| The Chemical Composition Of New Design SAG Mill Shell Liners | |||||||||||
| Element | C | Si | Mn | P | S | Cr | Ni | Mo | V | Ti | Re |
| Content (%) | 0.4-0.6 | 0.2-0.45 | 0.8-2.0 | ≤0. 03 | ≤0. 03 | 1.4-3.0 | 0.9-2.0 | 0.4-1.0 | trace | trace | trace |
Casting Technology
Key points of casting technology
- Carbon dioxide sodium silicate self-hardening sand is used to strictly control the moisture content of molding sand;
- Alcohol-based pure zircon powder coating shall be used, and expired products shall not be used;
- Using foam to make the whole solid sample, each casting fillet must be brought out on the body, requiring the precise size and reasonable structure;
- In the molding process, the deformation should be strictly controlled, and the operator should put sand evenly, and the sand mold should be compact enough and even, and at the same time, the deformation of the real sample should be avoided;
- In the process of mold modification, the size should be strictly checked to ensure the dimensional accuracy of sand mold;
- The sand mold must be dried before closing the box;
- Check the size of each core to avoid uneven wall thickness.
Gating system and riser
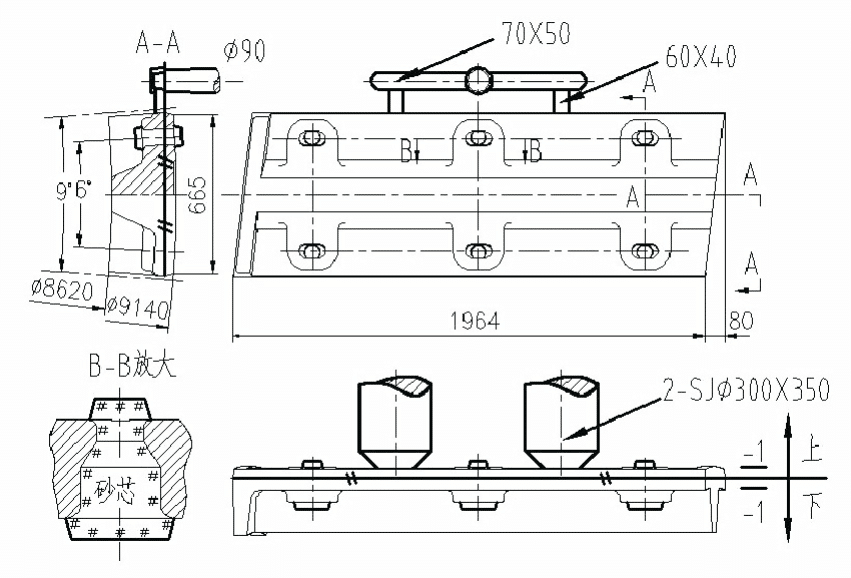
Fig. 2 casting process diagram of shell liners
Casting process
Pouring temperature is the main factor affecting the internal structure of castings. If the pouring temperature is too high, the overheated heat of molten steel is large, the casting is easy to produce shrinkage porosity and coarse structure; if the pouring temperature is too low, the overheated heat of liquid steel is small, and the pouring is not sufficient. The pouring temperature is controlled between 1510 ℃ and 1520 ℃, which can ensure good microstructure and complete filling. Proper pouring speed is the key to the compact structure and no shrinkage cavity in the riser. When pouring speed is close to the position of cooling water pipe, the principle of “slow first, then fast, and then slow” shall be followed. That is to start pouring slowly. When the molten steel enters the casting body, the pouring speed is increased to make the molten steel rise to the riser rapidly, and then the pouring is slow. When the molten steel enters 2 / 3 of the riser height, the riser is used to make up the pouring until the end of the pouring.
Heat treatment
Proper alloying of medium and low carbon structural steels can significantly delay the pearlite transformation and highlight the bainite transformation so that the bainite dominated structure can be obtained in a large range of continuous cooling rate after austenitizing, which is called bainitic steel. Bainitic steel can obtain higher comprehensive properties with a lower cooling rate, thus simplifying the heat treatment process and reducing deformation.
Isothermal treatment
It is a great achievement in the field of iron and steel metallurgy to obtain bainite steel materials by isothermal treatment, which is one of the directions of developing super steel and nano steel materials. However, austempering process and equipment are complex, energy consumption is large, product cost is high, quenching medium pollution environment, long production cycle and so on
Air cooling treatment
In order to overcome the shortcomings of isothermal treatment, a kind of bainitic steel was prepared by air cooling after casting. However, in order to obtain more bainite, copper, molybdenum, nickel and other precious alloys must be added, which not only has a high cost but also has poor toughness.
Controlled cooling treatment
Controlled cooling was originally a concept in the process of steel controlled rolling. In recent years, it has developed into an efficient and energy-saving heat treatment method. During heat treatment, the designed microstructure can be obtained and the properties of steel can be improved by controlled cooling. The research on controlled rolling and cooling of steel shows that controlled cooling can promote the formation of strong and tough low carbon bainite when the chemical composition of steel is suitable. The commonly used methods of controlled cooling include pressure jet cooling, laminar cooling, water curtain cooling, atomization cooling, spray cooling, plate turbulent cooling, water-air spray cooling, and direct quenching, etc. 8 kinds of control cooling methods are commonly used.
Heat treatment processing method
According to the company’s equipment status and actual conditions, we adopt a continuous cooling heat treatment method. The specific process is to increase the heating temperature by AC3 + (50~100) centigrade according to a certain heating rate and accelerate the cooling by using the water-air spray cooling device developed by our company so that the material is air-cooled and self hardened. It can get complete and homogeneous bainite structure, achieve excellent performance, obviously superior to the same products, and eliminate second types of temper brittleness.
The Results
- Metallographic structure: 6.5 grade Grain size
- HRC 45-50
- The shell liner of the large semi-autogenous mill produced by our company has been used for nearly 3.5 years on the Φ 9.15 m semi-autogenous mill in Baima mine of Panzhihua Iron and Steel Group Co., Ltd. the service life is more than 4 months, and the longest service life is 7 months. With the increase of service life, the unit grinding cost is greatly reduced, the frequency of replacing the lining plate is greatly reduced, the production efficiency is significantly improved and the benefit is obvious.
- The material selection is the key to improve the service life of the mill liners of the large semi-autogenous mill, and the alloying of steel grades is an effective way to improve the wear resistance.
- The bainite structure with high strength and high toughness is the guarantee to improve the service life of the shell liner of the semi-autogenous mill.
- The casting process and heat treatment process are perfect to ensure that the casting structure is dense, which can effectively improve the service life of the semi-autogenous mill shell liner.


