Nötningsanalys och optimeringsdesign av konkrossfoder i hydraulisk konkross
Kon krosshålighet och kon kross liners material är de viktigaste faktorerna som påverkar nötningen av konkav och mantel i den hydrauliska konkrossen. Vi har en kund som driver KP100 hydraulisk konkross för att krossa kullersten. Varje uppsättning konskrossfoder kan krossa 5400 ton och arbeta 600 timmar. Baserat på dess arbetsförhållanden kommer vi att analysera nötning av konskrossfoder och optimeringsdesign.
Konkrossens foder är både viktiga delar och större slitdelar. Ett par väldesignade och välgjorda liners kan inte bara säkerställa krossens produktionseffektivitet utan också spara energi, arbetskraft och råvaror och säkerställa produktkvalitet. Det finns många faktorer som påverkar slitaget på fodret, såsom materialets hårdhet, partikelstorlek, fukt, utbyte och matningsmetod etc., men desto viktigare är hålighetskurvan och materialvalsfaktorer.
Cone Crusher Liner Abrasion Analysis
Baserat på våra kunders KP100 konskrossar arbetsförhållanden:
- 1 uppsättning konkrossfoder
- Krossmaterial: kullersten
- Arbetsliv: 600 timmar
- Krossade totalt 5400 ton
Kurvan för konkrossmanteln och konkav efter slitage av kartan visas i följande bild:
Nötning av konskrossmantel
Nötning av konskross konkav
Slitmängden för varje sektion längs riktningen av konkav och mantel anges i tabellen:
| etikett | Konkrossmantel | Konkross konkav | ||
| Höjd | Nötningsmängd | Höjd | Nötningsmängd | |
| a | 0 | 8 | 0 | 13.5 |
| b | 50 | 29 | 50 | 15 |
| c | 80 | 39 | 83 | 36.5 |
| d | 101 | 33 | 110 | 36.5 |
| e | 149 | 27.8 | 144 | 32.5 |
| f | 190 | 19 | 193 | 20 |
| g | 236 | 14.5 | 247 | 13 |
| h | 307 | 6.3 | 350 | 1 |
| k | 382 | 2.5 | 415 | 1 |
Med tanke på höjden på konkav och mantel som abscissan och slitagemängden för varje sektion som ordinat, görs slitkurvorna för konkav och mantel respektive som visas i figuren.
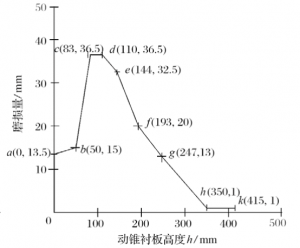
Slitkurva för konkross konkav
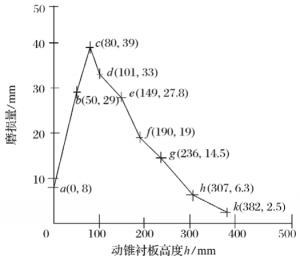
Nötningskurva för krosskrossmantel
Slitanalys av konskrossmantel
Baserat på ovanstående siffror är mängden slitage vid olika positioner i konkrossmanteln olika.
Från punkt k till punkt d finns det en gradvis förslitningssektion, det vill säga förslitningsmängden för konkrossmantelkurvan ökar gradvis från punkt k till d överst. På grund av punkten k runt den övre änden av denna sektion bär konkrossen Den stora slagbelastningen för stor malm gör att den har en god ythålshärdningseffekt (materialet är högt manganstål), så att hårdheten på ytan på foderbrädan kan vara så hög som 500 HBW, så det övre hårdhetsvärdet är det högsta.
Under punkt k till punkt d, eftersom stora malmbitar gradvis bryts i medelstora och till och med små bitar och slutligen bryts in i den erforderliga blockstorleken på produkten, minskas belastningen på ytan av foderplattan gradvis, så graden av ytstötthärdning ökar Dessutom är den nedre volymen i håligheten mindre än den övre volymen och samma mängd material går sönder och den nedre delen har större slitage än den övre delen. Därför ändras slitningskurvan ungefär linjärt från punkt k till punkt d, det vill säga mängden slitage vid punkt k är den minsta och punkt d är den största.
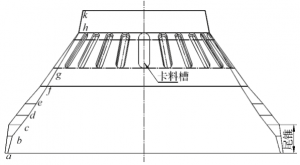
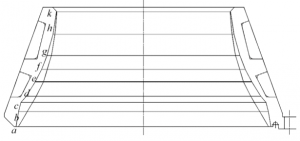
Från punkt d till punkt a är det en parallell sektion av kavitetstyp, och det är också en icke gradvis sliten sektion. I detta avsnitt ökar också klyftan mellan utloppsöppningarna med den gradvisa nötningen av ytan på den rörliga och fixerade konfodringen under produktionsprocessen. Detta gör att den rörliga konens svanskon tränger in i håligheten efter slitaget på den fasta konen och slutligen får delen av svanskonen och slitkurvan på den fasta konen att bilda nya utloppsportar och parallella områden. följande bild:
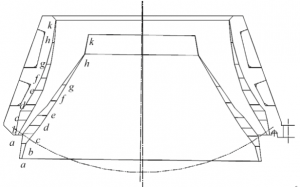
Kammarfigur efter nötning
Slitage analys av kon kross konkav
Baserat på ovanstående siffror är mängden slitage vid olika positioner i konkrossen konkav också olika.
Från k till h är det inloppssektionen. Fodrets kurva i detta avsnitt är ungefär vertikal (de rörliga och fasta konkurvorna är ungefär parallella). Därför, under den uppåtgående justeringen av den rörliga konen (livstid), inloppsstorleken och inloppet. Materialets partikelstorlek är i princip oförändrad, kollisionsbelastningen balanserad och ytans slaghärdningsgrad är i princip densamma, så slitage i detta avsnitt förändras inte mycket.
Avsnittet från punkt h till punkt c är en gradvis förslitningssektion, som är ungefär densamma som ovanstående analys av den fasta konfodringen från punkt k till punkt d. Det vill säga den övre punkten h utsätts för en stor slagbelastning från en stor malm. Det högsta värdet är från punkt h till punkt c. När kollisionsbelastningen gradvis minskar minskar också ytans slaghärdning. Dessutom minskar hålrumsgapet från topp till botten, så slitaget är det minsta vid punkt h. , C-punkten är den största, och i detta avsnitt visar slitagekurvan en ungefär linjär trend.
Avsnittet från punkt c till punkt a (det vill säga svanskonpartiet) är en icke-gradvis förslitningssektion. I detta avsnitt fortsätter avståndet mellan utloppsöppningarna att öka med ytan på rörliga och fasta konfoder. För att säkerställa produktkvaliteten måste den rörliga konen justeras i riktning så att den rörliga konens svanskon gradvis kommer in i den fasta konen. I kaviteten bildar de slitna och fixerade konkurvorna ett nytt krossande kavitetsmönster om och om igen tills svansen på den rörliga konen och den slitna konkurvan bildar en ny parallell zon och utloppsportstorlek.
Den verkliga slitningssituationen för konskross konkav och mantel

Den verkliga slitningssituationen för konkrossmantel (Hel)
Den verkliga slitningssituationen för konkrossmantel (del)

Den verkliga slitningssituationen för konkross konkav (hel)

Den verkliga slitningssituationen för konskross konkav (del)
Resultatet
- Konkrossen konkav och manteln har i princip samma mängd slitage i samma höjd, livslängden är ungefär densamma och utformningen av hålighetskurvan är mer rimlig.
- I den kavitetsformade parallella sektionen är slitaget mycket större än den övre delen. Det allvarligaste slitaget är ingången till den fasta koniska parallella zonen, det vill säga punkten d och under och den rörliga utloppsporten för konfodret och ovanför punkt E.
- Inom gränsen för foderslitage, även om den ursprungliga kurvan inte längre existerar, på grund av konsekvent förslitning av rörliga och fasta konfoder, under produktionsprocessen, med automatisk justering av utloppsportens storlek, den nya typen av krosshålighet är återigen sekundärbildning, vilket säkerställer att fodrets kornform efter slitage i princip är densamma som den nya fodret.
Optimeringsdesign och åtgärder för materialförbättring
Baserat på ovanstående analys kan följande design- och materialförbättringsåtgärder antas:
- Minska tjockleken på konkrossmanteln från k-punkten till g-punkten (11 ~ 16 mm) för att anpassa sig till den slitna foderkurvan. Detta kan minska mängden material och säkerställa hela fodrets livslängd.
- Utforma djupet på den konkava rännan så att den är grundare (10 mm) och djupare (17 mm) så att den matchar den slitna foderkurvan för att förbättra fodret under slitage. Kortmaterialseffekt.
- Genom legering (tillsättning av en viss mängd Cr, Mo och spårmängder av legering (tillsättning av en viss mängd Cr, Mo och spårmängder av legering (tillsättning av en viss mängd Cr, Mo och spårmängder av legering (tillsättning av en viss mängd Cr, Mo och spårlegeringselement såsom V och Ti) förbättrar utmattningsbeständigheten och slitstyrkan hos högt manganstål och förbättrar därmed svagheten vid otillräcklig slitstyrka hos högfoder av gjutstål av mangan.

