Käftkross används främst vid gruvproduktion. Käftkrossens fasta käke är en nyckelkäke krossreservdelar i denna serie och tillhör vårt nyutvecklade produktserie. Denna produkt är en storskalig gjutning av ståltyp, som huvudsakligen tillverkas av integrerad gjutning. Det finns många serier av fasta käftgjutningar, och gjutningsprocessen är likartad, så här är bara en serie lösningar med fast käftteknologi.
Detta käftkrossmaterial med fast käft: ZG20Mn; Vikt: 5.675t; Max storlek: 2294mm * 1170mm * 700mm; den genomsnittliga tjockleken 40 mm. Produkten är komplex i form, se på följande bild. Dessutom krävs alla inspektioner (magnetiskt pulver och ultraljud) och inspektionsnivån är DIN1690-V3, så det är svårt att tillverka.
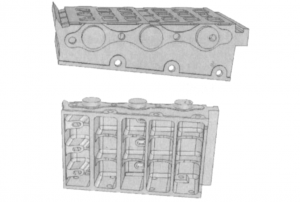
Jaw Crusher Fixed Jaw 3D Solid
Processplan
Efter noggrann analys, överväga användningskraven och de tekniska kraven för gjutgods, följ principen om sekventiell stelning och lägg fram följande processlösningar i kombination med vårt företags tidigare produktionserfarenhet, som visas i figuren.
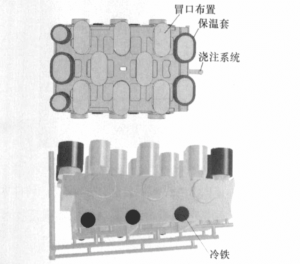
Käkkross Processplan för fast käkkross
- Den konkava-konvexa plattformen är den övre ytan för gjutning.
- Med tanke på att det mesta av den konkava och konvexa plana ytan på gjutningen inte bearbetas, används speciella stigare när du ställer in stigaren för att undvika fenomenet sandinkludering. Samtidigt placeras kallt järn i de tre konvexa positionerna på gjutningens nedre sida.
- Hällsystemet för botteninsprutning används vid produktion, vilket kan minska påverkan på håligheten, göra fyllningen av metallvätskan stabilare och bättre säkerställa gjutningens inre kvalitet.
- Den övergripande formen tas ur själva träformen och den inre håligheten görs till åtta kärnlådor.
- Esterhärdad kromatmalmsand används för utvändig och kärnsand och esterhärdad kvartssand används för mellansand och kalksten används för baksanden.
Datorsimulering
Enligt omfattande överväganden av olika aspekter utförs tredimensionell solid modellering med hänvisning till ovanstående processchema, och därefter utförs numerisk datorsimulering för att simulera stelningsimulering och fyllningssimulering av gjutningen.
Solidifieringssimulering
Efter att datorsimuleringsprocessplanen har bestämts utförs den genom datorsolideringssimulering, som visas nedan:

Solidifieringssimulering
Att döma av resultaten av stelningssimuleringar är den här processlösningen möjlig, det finns ingen stor krympning av gjutkroppen, den interna kvaliteten är bra, den kan uppfylla de tekniska kraven och den kan helt uppfylla kraven för upptäckt av brister efter verklig produktionsverifiering .
Fyllningssimulering
För att ytterligare verifiera hällsystemets rationalitet och stabiliteten hos fyllningen av smält stål , datorsimulering av fyllningssystemet, som visas i figuren nedan:
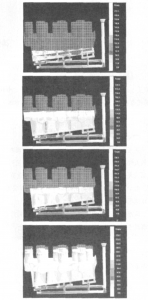
Fyllningssimulering
Från påfyllningssimuleringen kan man se att botteninsprutningssystemet kan minimera påverkan på håligheten, säkerställa hålighetens storlek och form och undvika trakomfel orsakade av spolning av sanden under gjutningsprocessen. Samtidigt hällsystem Det kan också säkerställa att det smälta stålet stiger smidigt, vilket bidrar till slaggen och inneslutningar i den smälta metallen flytande. Antalet injektorer kan helt möta den stigande hastigheten hos det smälta stålet och bättre garantera gjutningens inre kvalitet! Undvik kall isolering.
Produktionsresultat
Baserat på simuleringen och demonstrationen av processplanen är ytkvaliteten på gjutningarna som produceras av ovanstående plan bra, och det finns inga defekter som sandstickning och krympning, och feldetekteringen är kvalificerad en gång efter grovbearbetning, vilket verifierar simuleringsresultatens tillförlitlighet. Den kan nå mer än 75% och är nu i massproduktion.

