Abstract
Based on the aggravation of jaw crusher plates wear of compound pendulum jaw crusher in Xinkaiyuan mine,wear failure modes of jaw plates were analyzed, the key reasons for serious wear of jaw crusher plates were revealed,this paper further analyzed the wear laws jaw plates of the jaw crusher by simulating crushing ores of jaw plates of jaw crusher with discrete element software EDEM,and to explore the Influence of the crusher nip angle, filling rate and moisture content of the ore on jaw plate wear.
Analysis results of surface morphology of the waste jaw plates using optical microscope show that wear mechanism of jaw crusher plates are chisel cutting wear, fatigue wear, and corrosion wear coexistence. Jaw crusher plates are impacted and extruded strongly by ores, the surface of jaw plates is chiseled and cut greatly. Jaw plates show serious plastic deformation including very deep scratch, compact grooves, and large area pits. The chisel cutting wear is the main wear mode of jaw plates. Jaw plates are impacted and extruded repeatedly in the long term, causing contact fatigue, appearing fatigue crack and crack propagation, resulting in brittle fracture, fatigue wear is one mode of jaw plate wear modes. In addition, the water on ores for on-site suppression dust sprinkler contacts with the jaw plates, presenting complex chemical reactions in the air, causing oxidation corrosion,resulting in jaw surface material turned up and rubbed off, the new metal surface corrosion continuing, exacerbating the wear of jaw plates.
Using the OBLF-1000-ⅡX-ray spectrometer to detect the chemical composition the moving jaw plates and fixed jaw plates,the alloy elements Mn content is greater than 10%, which means the jaw plates are high manganese steel. The hardness test of wear parts of jaw plates at different depths by HV-1000 microhardness tester shows that jaw plates have a high hardness on the surface and evident hardening gradient in depth,which means that jaw plates have good work hardening effect and high wear resistance.
According to GB / T 17412.1-1998 and GB / T23561.7-2009, this paper detected mineralogical composition and compressive strength of ores from two mines,which are before and after the mining site changed in Xinkaiyuan mine. Combined with the life of jaw plates, ores which contain more hard phase have the greater compressive strength, being harder broken, causing jaw plate wear faster and live shorter, revealing the main reason for serious wear of jaw plates in Xinkaiyuan is the changes of composition and nature of the feed ores.
Establishing crusher geometry model and ore model By discrete element method and EDEM software, according to the PE900 × 1200 compound pendulum jaw crusher and properties of ores from Xinkaiyuan, simulating jaw crusher to break ores, it obtained normal force distribution and tangential force distribution of the moving jaw plate at 1s, 1.5s, 2s, 2.5s in simulation time. Based on the force characteristics in different districts of the moving jaw plate surface the jaw plate is divided into four regions as H, M, ML, and L: H is the contacting zone of ores feeding, which is primarily impacted by ores with a certain initial velocity. M and ML is the area in which ores are crushed, the ore is broken mainly in this area, being squeezed and cutting together. L is the discharge zone, this area is not only extruded but also exists sliding friction.
Simulation results show the maximum normal force in different regions on the moving jaw plate: H 1.53 × 104N, M 6.21 × 106N, ML 6.65 × 106N, L 6.33 × 106N, the maximum tangential force: H9.2 × 102N, M 4.53 × 106N, ML 5.78 × 106N, L 5.98 × 106N. Comparing the maximum normal force and he maximum tangential force, combined with the analysis of surface morphology of jaw plate wear parts, the H is subjected to a large normal force, which indicates that this region is normally impacted by ore in long term, it is easy to form fatigue crack and appear fatigue wear. M, ML, and L are the main crushing region on the moving jaw plate, ores are crushed by both compressive stress and shear stress from jaw plates. This regional normal force is greater than the tangential force, indicating jaw crusher is mainly based on the compression to crush ores, and grinding as a subsidiary role. The main wear mode of jaw plates is chisel cutting wear.
Simulation the influence of crusher nip angle, filling rate, moisture content of ores on the force of moving jaw plate, H is subjected to greater tangential force with the nip angle becoming smaller, existing significantly cutting action, while M and ML are subjected to the greater normal force, existing the more serious chipping wear. With the filling rate increasing, ML and L of moving jaw plates are subjected to greater tangential force, existing serious cutting wear. The moisture content of the ore hardly influences the force of the moving jaw plate. But the corrosion wear caused by water is an important factor in promoting wear of jaw plates development.
Through the above analysis programs proposed to enhance the wear resistance of the jaw plates: developing modular jaw plate, combined with H plate, M plate, ML plate, and L plate four plates, each plate was determined by the law of the force characteristics in different regions such as different wear-resistant material. It can improve the chisel cutting wear of jaw plates by decreasing the nip angle,which reduces the tangential force of jaw plates. The nip angle in the jaw crusher is changed by adjusting the width of the discharge. In order to reduce the nip angle, it should increase the width of the discharge on the premise of meeting the requirement of particle size. Selecting the filling rate of the jaw crusher should decrease the value on the premise of crusher subjected to reasonable shock and vibration. For improving the corrosion wear of jaw plates, it is necessary to decrease water consumption in production. At burning point and crushing ores point by the impact hammer again, it should take mist in replacement of spraying water directly to suppress dust, which is on the premise of effective removal dust minimizing water consumption. It is recommended that the dust suppression point is set on blanking to ensure dry-crushing in the jaw crusher.
1.0 Introduction
1.1 Research Background and Significance
With the continuous expansion of China’s economic development scale, the rapid development of water conservancy, transportation, real estate, and other industries, promote the construction of sand and stone industry to achieve leapfrog development, sand and stone production in short supply. The consumption of sand and stone for construction in China was less than 500 million tons in 1981 and 18.3 billion tons in 2014. It is estimated that the consumption will continue to grow at a rate of more than 20% per year in the future.
Construction sand and stone include natural sand and machine-made sand and stone, and the proportion of machine-made sand and stone reached 60% in 2013. With the depletion of natural sand and stone resources and the increasingly serious ecological environment crisis, it is an inevitable trend for the development of sand and stone industry to replace natural sand and stone by mechanism sand and stone. In the future, its share will exceed 80%, and in some areas, it will exceed 90%. The rapid growth of machine-made sand and stone consumption promotes the rapid increase of crushing equipment output, which leads to the increasing inquiry of crusher wear parts. It is estimated that in 2014, the liner wear-resistant materials consumed by crushers in China’s quarrying industry are more than 800000 tons, and the jaw crusher plates alone are about 150000 T / A, resulting in a direct economic loss of 1 billion yuan. Taking Xinkaiyuan Mine as an example, the mine has an annual output of more than 4 million tons of sand and gravel. The raw materials mined by blasting are initially broken by impact hammer, then coarse broken by jaw crusher, and medium and fine broken by cone crusher. After three-stage crushing, the products are graded into building aggregate and machine-made sand with different particle sizes.
| Table1-1 Situation of abrasion of jaw crusher plates | ||||
| Plant No | Part Name | Types | Service life/day | Output / 10000 tons |
| 2-E-1 | Fixed jaw plate | Before the transfer of working face | 150 | 75 |
| After the transfer of working face | 63 | 42 | ||
| 2-E-1 | Movable jaw plate | Before the transfer of working face | 180 | 97 |
| After the transfer of working face | 150 | 87 | ||

Figure 1-2 Distribution of mining area in Xinkaiyuan Mine
At the beginning of 2014, the resources of Xinkaiyuan old mine were exhausted, and the mining faces were transferred to adjacent mines. As shown in Figure 1-2, the east mining area is an old mine, and the west mining area is a new mine. The statistical data show that the jaw plate loss of jaw crusher is significantly increased after the working face is transferred (see Table 1-1), which has a negative impact on the production and management of the enterprise. It is embodied in the following aspects:
- The wear of the jaw crusher plates is aggravated, the service life of the jaw crusher plates is reduced, and the production cost is increased. After the transfer of the working face, under the condition of stable production equipment, process and operation management, the amount of ore broken by fixed jaw plate decreased from 750,000 t to 420,000 t, and the service life was reduced from 150 days to 63 days; the amount of ore broken by movable jaw plate decreased from 970,000 t to 870,000 T, and the service life was reduced from 180 days to 150 days. The market price of set jaw crusher plates is about 40000 yuan. As the service life of the jaw crusher plates is reduced, the direct economic loss to the enterprise is 160000 yuan every year, and the cost of jaw plate per unit output is increased by 40%.
- The wear of the crusher jaw plates increases, which leads to the increase of discharge particle size and affects the product quality and subsequent operation. The jaw crusher plates is constantly worn and consumed in the process of use, and the width of the discharge port is gradually enlarged, which leads to the ore discharged from the crusher before crushing to the qualified particle size, changes the subsequent operation conditions, reduces the product quality and affects the product price.
- The wear of the jaw crusher plates increases, the frequency of jaw plate replacement increases, and the production safety is affected. Xinkaiyuan’s jaw crusher has a self-weight of 50 tons, a length width height dimension of 3500 × 2900 × 3000, and a jaw crusher plates weight of nearly 1 ton. Disassembly and assembly of jaw plates require the close cooperation of large-scale mechanical equipment and staff, and there is a major potential safety hazard, which can easily lead to equipment accidents or personal accidents.
Jaw crusher plates wear not only consumes energy, wastes materials, increases production cost but also affects product quality and causes a potential safety hazard. Therefore, to study the law of jaw plate wear of jaw crusher and explore the scheme of improving jaw plate wear resistance can reduce material consumption, improve energy utilization rate, strictly control product quality of crusher, reduce the production cost, reduce potential safety hazard and improve the economic benefit of the enterprise. On the other hand, it can enrich the wear theory and provide theoretical support for the study of anti-wear materials and the guidance of mechanical design.
1.2 Subject Support
The crushing of ore in jaw crusher is a complex physical process, and the wear characteristics of the jaw crusher plates are affected by feed properties, lining materials, crusher structural parameters, production process parameters, operating conditions, and other factors.
In this paper, the PE 900 × 1200 compound pendulum jaw crusher used in Xinkaiyuan Mine is selected as an example to analyze the macro and micromorphology of the worn surface of the failure jaw plate, to study the main mode of the jaw plate wear failure; to analyze the surface hardening degree of the jaw plate, to study the anti-wear performance of the jaw plate; to analyze the influence of different minerals on the jaw plate wear, and to explore the ore characteristics On this basis, the technical scheme to enhance the wear resistance of jaw plate is put forward.
2.0 Study on wear theory of jaw crusher plates
Wear is a physical phenomenon of material loss caused by friction of relative moving objects. Wear not only makes the surface of the material continuously consumed, causes the change of material size, but also affects the service life of equipment components. As an important branch of tribology, wear research has covered metallurgy, mining, building materials, chemical industry, and other industries. According to the wear mechanism, it can be divided into adhesive wear, abrasive wear, fatigue wear, and corrosion wear. The research on jaw plate wear resistance of jaw crusher is the premise and foundation for analyzing the failure mode of jaw plate wear and improving the wear resistance of the jaw crusher plates.
2.1 Theoretical Research of Wear
2.1.1 Basic wear theory
The research on wear was carried out in the 1950s. On the basis of Holm’s research in 1953, J.F. Archard of the United States put forward the Archard adhesive wear theory. The theory holds that when the surface of the friction pair is relatively sliding, the adhesion point will be sheared and broken due to the adhesion effect, resulting in many micro-volume shedding on the material. Mr. Arcard assumes that the wear particles are hemispherical, and its radius is the radius of the contact point. The calculation formula of wear loss, Archard formula, is obtained, as shown in formula 2-1. Although the Archard wear model is used to analyze the adhesive wear mechanism, other wear models are based on the Archard model.
Archard formula(2-1)
Notices: In the Archard formula, V-wear volume, L-wear distance, K-wear coefficient, P-load, H-material hardness.
In 1957, Krajewski of the former Soviet Union put forward the theory of solid fatigue. According to the theory, the actual contact surface is rough and discontinuous, and the sum of the contact points constitutes the actual contact area; Under the action of normal force, local stress and local deformation will occur on the actual contact point; the friction caused by relative sliding of friction surface changes the surface material properties of the contact area, at the same time, the fixed volume of surface material is affected by the friction force The repeated action of alternating stress leads to damage and accumulation, which leads to a fatigue crack in micro-volume, and the crack continues to expand and finally forms wear debris and falls off. This theory is not only suitable for fatigue wear, but also can be used to analyze abrasive wear and adhesive wear. It can be used not only for metal materials but also for some non-metallic materials (such as graphite, rubber, etc.).
In 1973, N.P.Suh of the United States put forward the theory of wear and delamination. It is believed that the accumulation of shear deformation in the process of friction is the accumulation of dislocations at a certain depth below the surface, which leads to cracks or holes. Due to the normal stress structure on the parallel surface, the cracks extend along the direction of the parallel surface at a certain depth, resulting in the formation of flake debris. Moore in the UK and MIT in the United States put forward the peeling theory from material fatigue and migration, dislocation accumulation, and hole formation mechanism respectively, and emphasized the importance of material toughness to wear resistance. Moore and Iwasaki also proposed the effects of subsurface crack formation and inclusions on crack initiation, as well as on delamination and material fracture.
In the 1970s, G. Fleisher first proposed the theory of energy wear. He thinks that energy conversion is the main cause of wear. For metal materials, the main part of work done by friction is consumed in plastic deformation and dissipated in the form of heat. A small part of the friction work (about 9 ~ 16% of the total friction work) is accumulated in the form of potential internal energy in the form of crystalline dislocations. In order to separate the debris from the matrix material, enough internal energy must be accumulated in a certain volume of the material. When the energy reaches the critical value, plastic flow or crack will occur in the material in the volume, and the internal energy will decrease. After several times of such critical cycles, when the accumulated energy exceeds the energy of the bonding bond, the surface of the material will be destroyed, and wear debris will be generated and fall off. The energy absorbed in the process of debris formation is called fracture energy. In fact, the fracture energy does not exceed 10% of the total absorbed energy.
Our engineers believe that wear is not inherent to the material, but to the system. The relative loss of relative surface material is caused by the relative movement of two objects and the three intermediates. The surface layer, the surface film and the intermediate medium change, and finally destroy. It also thinks that there are many factors that affect the wear characteristics, and they influence and depend on each other, and the wear characteristics are the comprehensive result of the interaction of these factors. Therefore, any small change of any factor can cause the change of wear characteristics (wear amount, even wear form).
The typical curve of material wear with time is shown in Figure 2-1, which can be divided into three stages: running in stage (OA), stable stage (AB), and severe wear stage (BC). In the running-in stage, the material surface is ground flat, the actual contact area is increasing, the surface strain hardening and the wear rate is reduced; in the stable stage, the wear tends to be stable, and the wear rate is a constant value, which is an important stage to characterize the wear resistance of materials; in the severe wear stage, the material loss is intensified, the surface quality deteriorates, and the material rapidly fails.
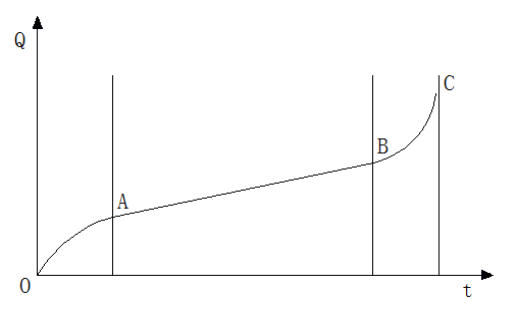
Figure 2-1 Materials wear curve
See the following for the failure mode and basic characteristics of material surface wear. According to the different wear mechanisms, material wear is mainly divided into adhesive wear, abrasive wear, fatigue wear, in addition to peeling wear, corrosion wear, and so on. Adhesive wear is usually caused by adhesive wear. The main failure mode of abrasive wear is chiseling wear. Delamination wear is mainly caused by fretting wear. Fatigue wear is caused by pitting.
- Fretting wear. There are adhesion marks on the worn surface, and the iron metal debris is oxidized into reddish-brown oxide, which is usually used as abrasive to intensify the wear.
- Delamination. The failure first occurs in the subsurface layer, where dislocations pile up, cracks nucleate and propagate to the surface. Finally, the material falls off in sheet form and forms flake debris.
- Gluing. Under high speed and heavy load, a large amount of friction heat makes the surface welded, and leaves a sheet adhesion pit after tearing off.
- Seizure. Due to the sticking pit, the material migration is serious, a large number of friction pairs are welded, and the wear increases rapidly, and the relative movement of friction pairs is hindered or stopped.
- Corrosive pitting. There are many lenticular pits on the surface of the material.
- Grind. The macro surface is smooth, and fine abrasive scratch can be observed at high magnification.
- Scratch. Scratches can be observed with the naked eye or at low magnification, caused by abrasive cutting or plowing.
- Chiseling. There are pressure pits and occasionally rough and short scratches, which are caused by abrasive impact.
