Konkrossfoder inkluderar konkrossmantel och konkross konkav. Baserat på olika situationer finns det olika produktionsmetoder för gjutning av dessa konskrossens slitdelar. De viktigaste produktionsmetoderna inkluderar sandgjutning, gjutning av V-metod och gjutning av förlorat skum.
Cone Crusher Liners Sandgjutning
1.Använd vanlig sandlåda för att producera konkrossfoder
Gravskrapans form antas och vattenglasets kvartssand härdas med koldioxid. Processen är enkel och kan endast produceras i små satser. För närvarande produceras den bara i små fabriker och när ett litet antal specialformade bitar behövs.
Vattenglas kvartssand används för koldioxidhärdning. I allmänhet rullas konkrossfodren med bottenlåda, mittlåda, täcklåda och tre lådor. Produktionsprocessen är relativt komplicerad och mängden sand som används är stor. Processoperationen är besvärlig och måttnoggrannheten är dålig. Produktionsprocessen nedan:

Tryck på grinden

Sätt en träform

Ta ut träformen

Konkrossmantelkärna

Stighals i sandform

Mögel som ska lyftas

Pressad sandkärna

Täcklåda med rullad krossmantel

konkrossmantel efter gjutning

konkrossmantel i uppackning
Denna produktionsmetod kan garantera kvaliteten på gjutgods, men produktionsprocessen är komplicerad, mängden sand som används är stor, processen är besvärlig, dimensioneringsnoggrannheten är dålig och produktionseffektiviteten är låg.
2.Använd en speciell sandlåda för att producera konkrossfoder
Enligt formen på konskrossmanteln och konkrossen konkav tillverkas en lämplig formningssandlåda och vattenglaskvartssand används för koldioxidhärdning eller hartssand.

Vattenglas övre sandlåda-1

Vattenglas övre sandlåda-2

Vattenglas ner sandlåda-1

Vattenglas ner sandlåda-2

Hartsand övre sandlåda

Harts sand ner sandlåda
Konkrossfodren som använder formningssandlådan har en enkel produktionsprocess, mindre sandförbrukning, bekväm drift och hög produktionseffektivitet. Det är bara tidskrävande och arbetskrävande att tillverka formkolven och processutrustningen.
3. produktion av kon kross foder med hjälp av metall järn mögel sand täckning processen
Tillverkning av konkrossfoder genom att använda metalljärnprofil för sandtäckning. produktionsprocessen som följande bilder:

Konkross konkav ner sandlåda

Konkross konkav ner sandlådakärna

Konkross konkav övre sandlåda

Gating-system

Stängd lådform

Konkross konkav efter gjutning

Konkrossmantel efter gjutning
Produktionen av konskrossfoder genom att använda sandtäckning av järnform av metall är säker och pålitlig och mängden sand som används är liten. Bekväm drift och hög produktionseffektivitet, särskilt för att få den gjutna metallen att svalna snabbt, förfina kornen, förbättra de omfattande egenskaperna som hårdhet och seghet och förbättra slitstyrka och livslängd för gjutgods.
Konkrossfoder V-gjutning
Principen för gjutning av V-metoden är att använda en plastfilm för att täta sandlådan och använda en vakuumpump för att extrahera luften inuti formen och bilda en tryckdifferens mellan insidan och utsidan av formen. En fysisk modelleringsmetod för att komprimera torr sand för att bilda önskat hålrum. Inget bindemedel, vatten och tillsatser läggs till formningssanden, vilket minskar sandbearbetningsarbetet, och arbetet med formning och gjutning av sand rengörs kraftigt; återanvändningsgraden för begagnad sand kan nå mer än 95%, vilket ger energibesparande och utsläppsminskande grön gjutning.
Till exempel:
Gjutningsvikten 2100 kg och har en total dimension på 2300 mm. Nyckeln till gjutningsprocessen för V-metoden är att placera cirka 30 bitar kallt järn i den inre ringen på gjutväggens kjol, som visas i figuren. För att öka densiteten på den inre ringens arbetsyta kan kornstorleken på den inre ringen nå 4 eller mer.
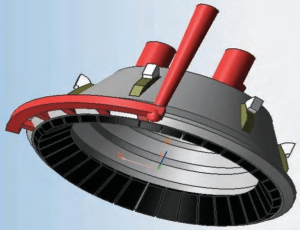
Kalljärn process ritning
Gjutningssolideringssimulering av konkrossfoder med CAE-numerisk simuleringsteknik, som visas i figuren nedan.
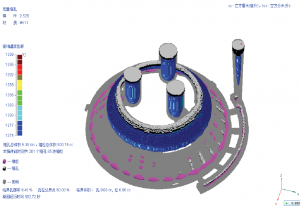
Solidifiering simulering ritningar
Dess produktionsprocess enligt figuren nedan:

Baka plastfilm för laminering

Spray V-beläggning

Vakuumlåda

Slipning och slipning

Testa sandformens hårdhet efter dammsugning
V-gjutningsteknik har följande fördelar:
(1) Gjutningens yta är slät och ren, konturen är tydlig, måttnoggrannheten är hög, dimensionstoleransen kan nå CT6-CT9 och ytjämnheten kan nå Ra = 6.3 µm.
Gjutningens ytkvalitet är bra.
(2) Inga bindemedel och tillsatser, ingen sandblandningsutrustning, minskade drifts- och underhållskostnader, minskad miljöförorening och grön gjutning.
(3) Återanvändning av begagnad sand kan nå mer än 95%, vilket löser problemet med avfallssandbehandling.
(4) V-metoden gjuten metall har god fluiditet, stark fyllningsförmåga, hög metallanvändningshastighet, högt processutbyte och liten bearbetningsmarginal.
(5) Formen och kolven har lång livslängd, eftersom formen är skyddad av en tunn film, dragkraften är liten och formen är i princip inte skadad.
(6) Gjutningssandform av V-metod har hög kompakthet, kan gjutas vid låg temperatur, fina korn av slitstarka gjutgods och bra slitstyrka.
Konkrossfoder förlorade gjutning av skum
Den förlorade gjutningsprocessen är:
(1) Använd skumformar för att producera skummönster och hällsystem.
(2) Binda mönstret till grindsystemet till formbalkmodulen.
(3) Doppa färgen på balkmodulen.
(4) Torka färgen.
(5) Lägg modulen i sandlådan och fyll den med torr sand.
(6) Vibrationsmodellering gör att torr sand fyller det inre hålrummet och är kompakt.
(7) Hällning gör att skummönstret försvinner och bildar en gjutning.
(8) Ta bort och rengör gjutgodset efter kylning och använd torr sand för återvinning.

konkrossfoder förlorat gjutmönster
Funktioner i Lost Foam Production:
(1) Kort produktionscykel och hög effektivitet. Eftersom det förlorade mönstret inte kräver avskiljning, nedre kärna, sandblandning etc., utelämnas en serie operationer som modellering och kärntillverkning och den fallande sandrengöringen minskas kraftigt och det är särskilt lämpligt för att hälla en låda med flera delar. Därför förkortas produktionscykeln kraftigt och effektiviteten kan ökas med 3 till 5 gånger jämfört med vanlig sandgjutning.
(2) Gjutgodset har god kvalitet och hög precision. På grund av torr sand, övergripande utseende, vakuumgjutning finns det inga porer, slagghål och grader. utan gjutning, mögel och låda kan gjutningens dimensionella noggrannhet nå CT12 ~ 10, och ytan på skumgjutningen är grov. Graden kan nå Ra25 ~ 12.5. Därför kan gjutningen bearbetas med liten eller ingen bearbetning. Icke-bearbetning kan hålla gjutningens ursprungliga yta, vilket sparar metall- och bearbetningskostnader, förbättrar slitstyrkan och förlänger gjutningens livslängd.
(3) Öppnade ett nytt sätt för design och tillverkning av komplexa gjutgods. Komplexa gjutgods som är svåra att producera med vanlig gjutning. Ursprungligen kan gjutstycken gjorda av en sammansättning av flera delar eller flera kärnor och levande block, såsom kulkvarnbeläggningsplattor, fackplattor etc., gjutas av skumplastplåtar efter att ha fästs med hjälp av förlorat skum för att tillverka.
(4) Processen är flexibel och används i stor utsträckning. Komplexa delar, provdelar, reparationsdelar, brådskande delar eller ett litet antal gjutgods (1 till 3 stycken) kan bearbetas och monteras med skumskivor; satser på mer än 500 stycken kan bildas genom skumning och kombinerad gjutning; oavsett storlek på gjutning eller stål, olika legeringar av järn kan tillverkas genom förlorat skumgjutning.
(5) Mindre investeringar, snabba resultat, bra arbetsförhållanden och hög produktionseffektivitet. Eftersom den borttappade skumgjutningsprocessen är enkel, behöver inte torr sand använda sandblandningsutrustning och träbearbetningsmaskiner, och den speciella sandlådan minskas kraftigt. återanvändningshastigheten för begagnad sand är så hög som 95%, och mängden fallande sandrengöring och arbetsintensiteten minskas med hälften.
Det är lätt för formare och stylister att bemästra produktionstekniken. Avvisningshastigheten är cirka 1% och processutbytet är mer än 75%. Det kräver mindre personal, upptar mindre mark och har betydande ekonomiska fördelar.
(6) Bristerna i det försvinnande mönstret är att det är lätt att öka mängden kol och att det stora planet är lätt att deformera.
Qiming Machinery's Cone Crusher Liners Produktionsmetoder
Qiming-maskiner har alla tre typer av produktionsmetoder:
- Vi använder förlorat skumgjutning för att gjuta små delar och spårorder.
- Vi använder gjutning av V-metoden för att gjuta standarddelar och OEM-delar.
- Vi använder hartssandgjutning för att gjuta de flesta av våra konkrossfoder.
Välj vilken produktionsmetod som baseras på den verkliga situationen.
