Гидравликалық конустық ұнтақтағыштағы конустық ұсақтағыш төсемдерінің тозуын талдау және оңтайландыру дизайны
Конусты ұнтақтағыштың қуысы және конустық ұнтақтағыш төсемдер материал гидравликалық конустық ұсатқыштағы ойыс пен мантияның үйкелуіне әсер ететін ең негізгі факторлар болып табылады. Бізде KP100 гидравликалық конусты ұнтақтағышты еденді ұсақтау үшін басқаратын тапсырыс беруші бар. Конустық ұсақтағыштардың әр жиынтығы 5400 тоннаны басып, 600 сағат жұмыс істей алады. Оның жұмыс жағдайына сүйене отырып, біз конустық ұнтақтағыштың астарының тозуын және астарларды оңтайландыру дизайнын талдаймыз.
Конусты ұнтақтағыштың конустық ұсақтағыш төсемдері маңызды бөлшектер де, тозуға арналған негізгі бөлшектер де болып табылады. Жақсы жобаланған және жақсы жасалған лайнерлер жұбы тек ұсатқыштың өндірістік тиімділігін қамтамасыз етіп қана қоймай, энергияны, жұмыс күшін және шикізатты үнемдеп, өнімнің сапасын қамтамасыз ете алады. Лайнердің тозуына әсер ететін көптеген факторлар бар, мысалы материалдың қаттылығы, бөлшектердің мөлшері, ылғалдылық, өнімділік және беру әдісі және т.б., бірақ маңыздысы қуыстың қисық сызығы және материалды таңдау факторлары.
Конустық ұнтақтағыш төсемінің тозуын талдау
Біздің конустық ұнтақтағыш KP100 жұмыс шарттарының негізінде:
- Конус ұсатқыштың астарының 1 жиынтығы
- Ұсақтау материалы: брусчатка
- Жұмыс уақыты: 600 сағат
- Барлығы 5400 тонна ұнтақталған
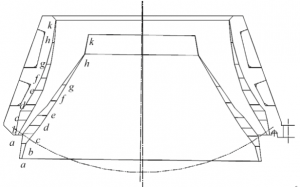
Кескін картаға түсірілгеннен кейін конустық ұнтақтағыш мантия мен ойыс қисығы келесі суретте көрсетілген:
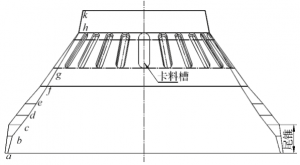
Конустық ұнтақтағыш мантияның тозуы
Конустық ұнтақтағыштың тозуы
Ойыс пен мантия биіктігінің бағыты бойынша әр секцияның тозу мөлшері кестеде келтірілген:
| Табылған | Конустық ұнтақтағыш мантия | Конустық ұнтақтағыштың вогоны | ||
| биіктік | Тозу мөлшері | биіктік | Тозу мөлшері | |
| a | 0 | 8 | 0 | 13.5 |
| b | 50 | 29 | 50 | 15 |
| c | 80 | 39 | 83 | 36.5 |
| d | 101 | 33 | 110 | 36.5 |
| e | 149 | 27.8 | 144 | 32.5 |
| f | 190 | 19 | 193 | 20 |
| g | 236 | 14.5 | 247 | 13 |
| h | 307 | 6.3 | 350 | 1 |
| k | 382 | 2.5 | 415 | 1 |
Ойыс пен мантияның биіктігін абсцисса ретінде, ал әр бөлімнің тозу мөлшерін ордината ретінде қабылдай отырып, ойыс пен мантияның тозу қисықтары сәйкесінше суретте көрсетілгендей орындалады.
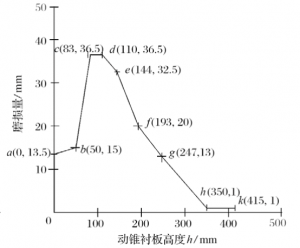
Конустық ұнтақтағыштың абразивтік қисығы
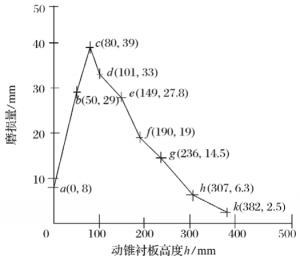
Конусты ұнтақтағыш мантияның тозу қисығы
Конусты ұнтақтағыш мантияның анализін киіңіз
Жоғарыда келтірілген сандарға сүйене отырып, конустық ұсатқыш мантиясының әр түрлі позицияларындағы тозу мөлшері әр түрлі болады.
K нүктесінен d нүктесіне дейін біртіндеп тозу бөлімі жүреді, яғни конус ұсақтағыш мантия қисығының тозу мөлшері біртіндеп k нүктесінен d-ге дейін жоғарылайды. Осы бөлімнің жоғарғы ұшының айналасындағы k нүктесінің арқасында конустық ұнтақтағыш көтереді. Үлкен кеннің үлкен соққылық жүктемесі оны беттік соққыны беріктендіру әсеріне ие етеді (материалы жоғары марганецті болат). төсеу тақтасы 500 HBW-қа дейін жетуі мүмкін, сондықтан жоғарғы деңгейдің қаттылығы ең жоғары болады.
K нүктесінен d нүктесіне дейін, өйткені кеннің ірі бөліктері біртіндеп орташа, тіпті ұсақ бөлшектерге бөлініп, ақырында өнімнің қажетті блоктық өлшемдеріне бөлінеді, сондықтан төсем табақшасының бетіне соққы жүктемесі біртіндеп азаяды, сондықтан беткейлік соққының қатаю дәрежесі жоғарылайды Сонымен қатар, қуыстың төменгі көлемі жоғарғы көлемге қарағанда аз, ал материалдың бірдей мөлшері сынған, ал төменгі бөлігі жоғарғы бөлікке қарағанда үлкен тозуға ие. Демек, тозу қисығы k нүктесінен d нүктесіне дейін сызықтық түрде өзгереді, яғни k нүктесіндегі тозу мөлшері ең кіші, ал d нүктесі ең үлкен болады.
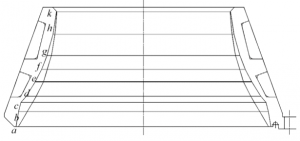
D нүктесінен а нүктесіне дейін, бұл қуыс түріндегі параллель қимасы, сонымен қатар ол біртіндеп тозбайтын бөлім. Бұл бөлімде өндіріс процесі кезінде қозғалатын және қозғалмайтын конус төсемінің беткі қабатының біртіндеп қажалуымен, шығару саңылаулары арасындағы алшақтық та артады. Бұл қозғалатын конустың құйрық конусы бекітілген конустың тозуынан кейін қуысқа енуіне әкеліп соғады және ақыр соңында конустың бөлігі мен бекітілген конустың тозу қисығы жаңа разрядтық порттар мен параллель аймақтарды құрайды. келесі сурет:
Үйкелуден кейінгі камера
Конустық ұнтақтағыштың анализін кию
Жоғарыда келтірілген цифрларға сүйене отырып, конустық ұнтақтағыштың ойпатының әр түрлі позицияларындағы тозу мөлшері де әр түрлі.
K-ден h-ға дейін, бұл кіріс бөлімі. Бұл бөлімдегі сызықтың қисығы шамамен тік (қозғалатын және бекітілген конустық қисықтар шамамен параллель). Демек, қозғалатын конустың (өмір бойы) жоғары реттелуі кезінде кіріс мөлшері мен кірісі Материалдың бөлшектерінің мөлшері негізінен өзгермейді, соққы жүктемесі теңдестірілген, ал беткі қабаттың қатаю дәрежесі негізінен бірдей, сондықтан тозу мөлшері бұл бөлімде көп өзгермейді.
H нүктесінен с нүктесіне дейінгі бөлім біртіндеп тозу бөлімі болып табылады, ол шамамен к нүктесінен d нүктесіне дейін бекітілген конус төсемінің жоғарыда көрсетілген талдауымен бірдей. Яғни h жоғарғы нүктесі үлкен рудадан үлкен соққы жүктемесіне ұшырайды. Ең жоғарғы мән h нүктесінен с нүктесіне дейін. Соққы жүктемесі біртіндеп төмендеген сайын, беттік соққының қатаю дәрежесі де төмендейді. Сонымен қатар, қуыстың саңылауы жоғарыдан төменге қарай төмендейді, сондықтан тозу мөлшері h нүктесінде ең аз болады. , C нүктесі ең үлкен болып табылады және осы бөлімде тозу қисығы шамамен сызықтық тенденцияны көрсетеді.
С нүктесінен а нүктесіне дейінгі бөлім (яғни конустық құйрық бөлімі) біртіндеп тозу бөлімі болып табылады. Бұл бөлімде жылжымалы және бекітілген конустық лайнерлердің беткі қабатының біртіндеп тозуымен, шығару саңылаулары арасындағы алшақтық та ұлғаюда. Өнімнің сапасын қамтамасыз ету үшін қозғалмалы конусты қозғалатын конустың құйрық конусы біртіндеп бекітілген конусқа енетіндей етіп бағыттау керек. Қуыста тозған және бекітілген конустық қисықтар қозғалатын конустың құйрығы мен тозған конустың қисығы жаңа параллель аймақ пен разряд порты көлемін құрғанға дейін қайта-қайта жаңа ұсақтау қуысының өрнегін қалыптастырады.
Конус және мантияның конустық ұнтақтағыштың нақты тозуы

Конустық ұнтақтағыш мантияның нақты тозуы (Бүкіл)
Конусты ұнтақтағыш мантияның нақты тозу жағдайы (бөлігі)

Конустық ұнтақтағыштың нақты тозу жағдайы (толық)

Конустық ұнтақтағыштың нақты тозу жағдайы (бөлігі)
Нәтиже
- Конус ұсақтағыштың ойысы мен мантиясының негізінен бірдей биіктікте тозу мөлшері бірдей, қызмет ету мерзімі шамамен бірдей, ал қуыс қисығының дизайны ақылға қонымды.
- Қуыс тәрізді параллель қимада тозу мөлшері жоғарғы бөлігінен әлдеқайда көп. Ең қатты тозу - бекітілген конустың параллель аймағының кірісі, яғни d нүктесі және одан төмен және қозғалатын конус лайнерінің шығару порты және одан жоғары Е нүктесіне дейін.
- Лайнердің тозу шегінде, бастапқы қисық сызық жоқ болса да, қозғалатын және бекітілген конустық лайнерлердің тұрақты тозуына байланысты, өндіріс процесінде, шығару порты көлемін автоматты түрде реттей отырып, жаңа ұсақтау қуысының түрі бұл қайтадан екінші формация, бұл тозудан кейін астардың түйіршік формасы негізінен жаңа лайнермен бірдей болуын қамтамасыз етеді.
Оңтайландыру Жобалау және материалды жақсарту шаралары
Жоғарыда келтірілген талдау негізінде келесі жобалау және материалды жақсарту шараларын қабылдауға болады:
- Тозған сызықтық қисыққа бейімделу үшін конус ұсатқыш мантиясының қалыңдығын k-нүктесінен g-нүктесіне дейін (11 ~ 16 мм) азайтыңыз. Бұл материалдың мөлшерін азайтуға және бүкіл лайнердің қызмет ету мерзімін қамтамасыз етуге мүмкіндік береді.
- Ойыс шұңқырдың тереңдігін таяз (10 мм) және тереңірек (17 мм) етіп жасаңыз, ол тозу кезінде төсемді жақсарту үшін тозған лайнер қисығына сәйкес келеді. Карталық материалдың әсері.
- Легирлеу арқылы (белгілі бір мөлшерде Cr, Mo және легирленген қоспалардың белгілі бір мөлшерін қосу (Cr, Mo және қоспалаудың іздік мөлшерін қосу (Cr, Mo және қоспалардың белгілі бір мөлшерін қосу (белгілі мөлшерде қосу Cr, Mo және микроэлементтері, мысалы V және Ti) жоғары марганецті болаттың қажуға төзімділігі мен тозуға төзімділігін жақсартады, осылайша жоғары марганец құйылған болат төсемдерінің тозуға төзімділігінің әлсіздігін жақсартады.

