Кенішті индустрияландырудың қарқынды дамуымен ұсақтау станцияларының әр түрлі типтері пайда болды. Ұнтақтағыштар мен конвейерлер сияқты жабдықтардың тиісті жиынтықтары кеңінен қолданылды, сонымен қатар тиісті керек-жарақтар мен қосалқы бөлшектерге сұраныс артты. Ұнтақтағыштың негізгі конвейері ретінде, алжапқышпен қоректендіретін ыдыстың құрамдас бөлігі де біртіндеп артып келеді,
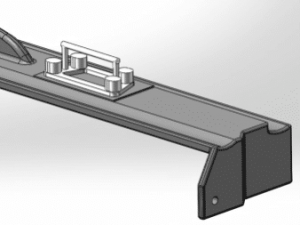
Алайда, өндіріс қиындығына байланысты алжапқыш бергіш табалар ірі кеніштердің барлығы импортталған және бағасы жоғары. Осы жолы жасалған ұнтақтағыш тізбегі Аншан темір және болат тау-кен компаниясының ұнтақтағышының қосымша өнімі болып табылады. Ұнтақтағыш - тау-кен жұмыстарына арналған негізгі жабдық. Үздіксіз және тұрақты жұмыс шахтаның тиімді және қауіпсіз өндірісіне үлкен әсер етеді. Ондағы таптырмас және маңызды компоненттер үлкен жүктемелерге және тозуға төзімді және кең нарық кеңістігіне ие. Алжапқышты тамақтандыруға арналған ыдыстың құрылымы келесі суретте көрсетілген.
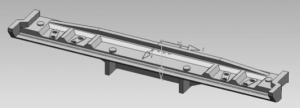
Алжапқышты тамақтандыруға арналған табалар
Бұл алжапқыш қорапшасында өнім туралы мәліметтер бар:
- Салмағы: 527kg
- Материал: ZGMn13Mo
- Өлшем: 2856 * 456 * 291mm
Алжапқыш қорапшаларында келесі техникалық қиындықтар бар:
- Қабырға қалыңдығының көп бөлігі 48 мм құрайды, бұл жұқа пластинаның шарты. Құю және термиялық өңдеу кезінде оның деформациясына назар аударыңыз;
- Доғаның құрастыру орнында және 8 саңылауда өлшемді дәлдігін қамтамасыз ету үшін;
- Қалыптаудан кейін үш сынақ қондырғысының бұрыштық бақылауына кепілдік беру керек.
Құймалардың сапасын және доғалар мен бұрыштардың әсерін қамтамасыз ету үшін тиісті құю процесін қалай анықтауға болады және термиялық өңдеудің тиісті жабдықтарын қалай жобалайды, алжапқыш фидерлер табаларын құю және термиялық өңдеу үшін қиын және маңызды нүктеге айналды.
Алжапқыш қорапшаларын құю процесін жобалау
Кастинг процесі
Балқытылған болаттың қуысқа тез және тегіс ағуын қамтамасыз ету үшін құйманың ішкі қақпасы тегіс және құйманың бір жағына біркелкі бөлінеді. Балқытылған болаттағы қож газының уақытында кетуін және көтергіштен жоғары болуын қамтамасыз ету үшін стоякты тиісті қақпа жағдайына қояды, суретте көрсетілгендей құюды құюды болдырмас үшін ауа желдеткіштері тамырға қойылады. .
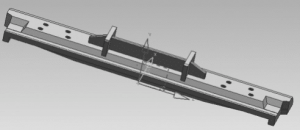
Алжапқыш қораптарын құю процесі
Негізгі параметрлерді таңдау
- Құю шкаласын таңдау. Құюдың құрылымдық сипаттамалары мен жоғары марганецті болат материалының сипаттамаларын біріктіре отырып, құю масштабы 2.7% болып таңдалды. Компанияның нақты өндірістік жағдайына сәйкес шайырлы құмды қалыптау қолданылды. Сонымен бірге, құйманың дәлдігі мен бетінің сапасын қамтамасыз ету үшін, құмның бетіне және бұрыштарына жабысып қалудың алдын алыңыз, құйманың бетіне және бұрыштарына хромит құмын жағып, магнезиялық ұнтақты жабындымен тазалаңыз.
- Құю бұрышы таңдау. Кастинг дайындама ретінде қолданылғандықтан, оның мөлшері салыстырмалы түрде қатаң бақыланады. Үлгілеуден кейін қалып көтерілгенде құм бетіне зақым келтірмеу үшін, ол жоғары сапалы құймаларды алуға қолайлы. Жобаның бұрышы 0 ° -дан + 3 ° дейін таңдалады.
- Құю температурасы. Құю процесінде температура өте жоғары болады, қату қатты қысқарады, ал құю шөгу мен қопсыту, ірі түйіршіктер мен жабысқақ құм сияқты ақауларға ұшырайды. Егер температура тым төмен болса, онда бұл жеткіліксіз құюға, суық оқшаулауға және жұқа қабырғаларға және басқа ақауларға байланысты құюға әкелуі мүмкін. Демек, құюдың тиісті температурасы балқытылған металдың құйма қуысын толтыруын қамтамасыз ету шарты бойынша сәл төмен температураны қолдану болып табылады. Балқытылған болатты беру процесінде жылу шығынын және құйманың өзін ескере отырып, құю температурасы 1 410 ℃ ~ 1 440 be болып таңдалады.
Алжапқыш қорапшалары көгереді
Ағаш пішінді модельдеудің орнына металл қалыптарды (суретте көрсетілгендей) қолдану арқылы алжапқыш қорапшаларын өндірудің қиындықтарын ескере отырып, құйма ұзындығының критикалық өлшемдерінің дәлдігі мен тегістігіне және құйманың деформациясына кепілдік беріледі. модель арқылы деформация проблемасы көзден аулақ болады. Тұтас құю бетінің сапасына кепілдік беріңіз.
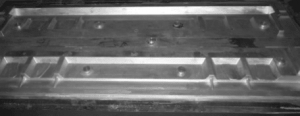
Алжапқыш қорапшасы жоғарғы металды қалыпқа салады

Металл қалыптың астындағы алжапқыш қорапшалары
Алжапқыш қорапшалары термиялық өңдеу құралдарының дизайны
Алжапқыш фидердің құймаларының құрылымдық сипаттамаларын ескере отырып, суды қатайтып өңдеуден кейін деформацияны болдырмау үшін арнайы термиялық өңдеу құралы арнайы жасалған. Суретте көрсетілгендей, екі тізбекті пластинаның құймалары бір-бірімен қиылысып, жұп формаларды құрайды. Толығымен қолдау үшін негізгі науа түрі төменде қолданылады. Құю және бүкіл процесте құйманың тұрақтылығын қамтамасыз ету. Қысқыштар жоғарғы жағында қолданылады. Қысқыштар бекітуге оңай және әлсіз жерлерге қойылады. Ішкі қуыс тиісті қоршаумен бітелген. Бұл құрылымның құрылымы тұтастай құйманың тегістігін қамтамасыз етуге және суды қатайтып тазарту кезінде салқындатқыш су құйманы толығымен салқындатуға мүмкіндік береді. Осы термиялық өңдеу құралы арқылы термиялық өңделген құйманың деформация деңгейі тұтынушылардың талаптарына сәйкес келеді, ал деформация 0.35: 100-ден көп емес.
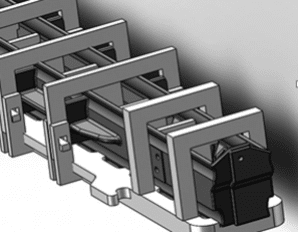
Алжапқыш қорапшалары термиялық өңдеу құралдарының дизайны
Жинау қондырғысы мен бұрыштық арматураның дизайны
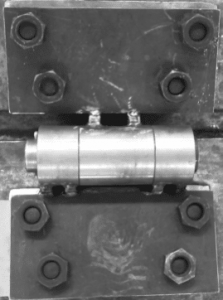
Алжапқыш қорапшаларын нақты пайдалануымен үйлестіре отырып, пайдалану кезінде алжапқыш қорапшаларын төменгі тізбекті буынмен дәл сәйкестендіруді қамтамасыз ету үшін, алынбалы тексеру қондырғысы тізбектің 8 тесік өлшеміне сәйкес жасалған алжапқыш қорапшаларының екі ұшындағы 8 тесіктің орналасуы бірінші рет болуын қамтамасыз етіңіз. Тіркеу сынақ нұсқасын орнату кезінде дәл болады. Арматураның схемасы төменде көрсетілген.
Алжапқыш қорапшалары гейдж сынағының саңылау қашықтығын сынау
Алжапқыш қорапшаларының айналуы тасымалдау процесін аяқтау үшін рельс буындарының арасындағы түйреуіш саңылауын теріп жүргізуші дөңгелегімен аяқталады. Суретте көрсетілгендей, алжапқышпен қоректендіретін табалар айналған кезде жетекші доңғалақтың екі позициясы арасында белгілі бір бұрыш (147 °) түзілуі керек. Айналдыру бұрышының сәйкес болуын қамтамасыз ету үшін суретте көрсетілгендей, бұрышты сынауға арналған қондырғы сайттағы пайдалану шарттарына сәйкес жасалған. Бұрыштық сынау бұрыштық сынау арматурасын қолдану арқылы жүзеге асырылады. Айналу бұрышы сызбаның талаптарына сәйкес келеді және 147 ° жетеді, бұл кейінгі уақытта алжапқыш қоректендіргіш табаларының қалыпты айналуын қамтамасыз етеді.
Алжапқыш қорапшалары бұрышты сынауға арналған қондырғы

Алжапқыш қорапшаларының айналуын тексеру
Алжапқыш фидер табаларын құюдың техникалық сипаттамалары мен қиындықтарын талдау арқылы өндірісте металл қалыптарын қолдану қалыптың деформациясы әсерінен құйылған деформацияны шешеді, сонымен қатар негізгі өлшемдердің дәлдігіне кепілдік береді; термиялық өңдеуге арналған құрал-сайманның дизайны мен қолданылуы пластинаның ұзақ және жұқа жағдайларын жақсы басқаруға мүмкіндік береді Жылулық өңдеу деформациясы мәселелері; тізбекті пластиналардың құймаларының негізгі құрастыру позицияларының дәлдігін қамтамасыз ету үшін құрастыруды тексеру құралдары мен бұрышты сынау құралдарын қолдану. Отандық алжапқыштар салатын табалардың өндірісі сәтті жүзеге асырылып, тапсырыс берушілер үшін білікті өнімдер шығарылды. Клиенттердің кері байланысына сәйкес, бұл жолы жасалған алжапқыш фидердің құймалары қолданыстағы импорттарды толығымен ауыстыра алады. Бұл болашақтағы құю өндірісі үшін өндірістік тәжірибе ұсынады.
