Тас ұсақтайтын машиналар кеніштер, балқыту, құрылыс материалдары, автомобиль жолдары, теміржол, су қорғау, химия өнеркәсібі сияқты көптеген бөлімдерде кеңінен қолданылады. Әлемдік экономиканың дамуымен, тау-кен өнеркәсібінің және басқа да негізгі салалардың жандануымен, ұсатқыштардың сұранысы мен өсуі, тапсырыс берушілердің өнім сапасы мен өнімділігіне қойылатын талаптары жоғарылайды. Тау-кен техникасында маңызды ауқымды құю ретінде негізгі қаңқасы күрделі құрылымға ие, қабырға қалыңдығы жоғарғы және кронштейнмен салыстырғанда кішігірім және біркелкі. Құрылымдық сипаттамаларына байланысты құймаларды бірізділікпен тұйықтауды жүзеге асыру қиын. Өндіріс кезінде деформация ақаулары, кішірею кеуектілігі және жиырылу қуысы салыстырмалы түрде айқын көрінеді. Магниттік бөлшектерді тексергеннен кейін магниттік белгілер стандарттан тыс оның өнімнің сапасына әсер етіп, өзіндік құнын жоғарылатып қана қоймай, жеткізу мерзіміне де әсер ететіндігін көрсетеді. Бұл жұмыста қату процесінің сандық имитациялық технологиясы құю процесін оңтайландыру үшін, құймалардың дәйекті қатаюын және балқытылған болаттың қоректену әсерін қамтамасыз ету үшін, негізгі қаңқадағы шөгу қуысы мен кішірею кеуектілігі ақауларын шешу, сапасын жақсарту үшін қолданылады. негізгі каркасты және осындай өнімдерді партияның тұрақты жеткізілуін қамтамасыз етіңіз.
Негізгі параметрлері мен техникалық талаптары конустық ұнтақтағыштың негізгі қаңқасы
Біз өз клиенттеріміз үшін MP800 конустық ұнтақтағыштың негізгі қаңқасын дайындаймыз, сондықтан біз осы бөлікті мысал ретінде таңдаймыз.
MP800 конустық ұсатқыштың негізгі жақтауы
MP800 конустық ұсатқыштың негізгі қаңқасы өте үлкен, өлшемі: 3727 * 2436 (мм), салмағы: 35.3т, материал: J03006
| J03006 Химиялық құрамы | |||||||
| C | Si | Mn | S | P | Ni | Cr | Mo |
| 0.25-0.35 | 0.2-1.0 | 0.7-0.75 | ≤0.04 | ≤0.04 | ≤0.5 | ≤0.25 | ≤0.2 |
Конустық ұнтақтағыштың негізгі қаңқасын өндіру процесі
1. Құю құрылымын талдау бойынша құюдың қоштасу жоспары анықталады. Белдіктің минималды қабырға қалыңдығы және төменгі үлкен фланец келесі суретте көрсетілгендей бөлінетін беттер ретінде жасалған:
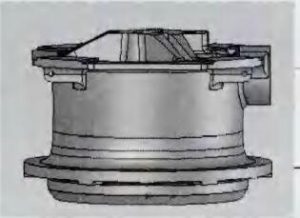
MP800 конустық ұсатқыштың негізгі жақтауын бөлу жоспары
2. Қоректендіру тәсілі құю дәйектілігінің қатаю жолына сәйкес жасалған. Құрылымдық талдаудан жоғары және төменгі фланецтерде үлкен ыстық нүктелер пайда болады, және бір бағытта дәйектілікпен қатуды жүзеге асыру қиын. Сондықтан суық үтік орта белдіктен, ал қоректендіретін стояк жоғарғы және төменгі фланецтерден жасалған.
3. Төменгі қайтару құю жүйесі құю режиміне қабылданады, яғни сұйық болатты шприц пен кросс шприц арқылы құйманың түбіне апарады, содан кейін ішкі қақпаның көмегімен төменгі жағынан қалыптың қуысына айдайды.
Конуста ұнтақтағыштың негізгі қаңқасының құю бөлшектеріне қатысты проблемалар және талдау
Конустық ұнтақтағыштың негізгі қаңқасын құю бөлшектерінің проблемалары
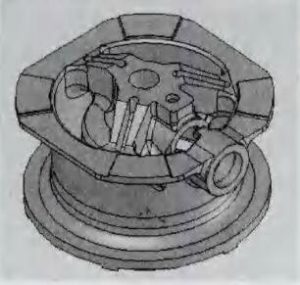
Нақты өндірісте бастапқы процесс модельдеу және құю үшін қолданылады. Белдікте үлкен шөгу табылды, ал аралық білік саңылауындағы құйманың қаттылығы суретте көрсетілгендей техникалық талаптарға сай болмады:

MP800 конустық ұнтақтағыштың негізгі жақтауы
Мәселелерді талдау
Салқындатуды құю температурасынан бөлме температурасына дейін құю процесінде өзара байланысты үш шөгу сатысы бар: сұйықтықтың шөгуі, қатаюдың шөгуі және қатты шөгу. Қату теориясына сәйкес сұйық-қатты фазалық сызықтар арасындағы көлемнің кішіреюі шөгілетін қуысты және шөгілетін кеуектілікті қалыптастырудың негізгі сатысы болып табылады. Ірі және шоғырланған тесіктерді шөгілетін қуыстар деп, ал ұсақ және дисперсті тесіктерді шөгілетін қуыстар деп атайды. Сұйықтықты беру арнасы кедергісіз болған кезде және дендрит желілік құрылымды құрамағанда, көлемнің кішіреюі шоғырланған шөгу қуысын көрсетеді және құйманың ағынды қондырғысының жоғарғы бөлігінде орналасады; ал дендрит жақтауды құрған кезде макро тамақтану арнасы бітеліп, дендриттік бөліммен қоршалған сұйық бөліктің көлемінің кішіреюі кеуектіліктің кішіреюін көрсетеді. Шөгудің кеуектілігі - бұл күрделі процесс, бұл қорытпа қасиеттері мен температураға ғана емес, сонымен қатар дендриттердің мөлшерлік сипаттамаларына және олардың құрылымдық морфологиясына, өсу жылдамдығына, сыртқы қысымға және басқа факторларға байланысты.
Макроскопиялық тұрғыдан алғанда, mp800 негізгі қаңқасының белдеуінің қабырғасының қалыңдығы салыстырмалы түрде біркелкі болып саналады, ал технологиялық құрылымның қоректену стояки фланецті өңдеудің жоғарғы және төменгі беттерінде орнатылған. Құю белдеуінде металды субсидия жоқ, ал сына тәрізді жақсы тамақтандыру арнасы қалыптаспайды, нәтижесінде көтергіштің вертикалды ақырғы қоректену қашықтығы жеткіліксіз, ал құйма қабырғасының орталығы қатаю процесінде қысқарады.
Қату тұрғысынан қарағанда, балқытылған болат көлемі негізгі жақтау құйылғаннан кейін температураның төмендеуімен қысыла бастайды. Құю сұйық күйде болған кезде, сұйық металда дендрит түзілуі болмайды, құйманың қоректену арнасы тосқауылданбайды, ал сұйық металл жақсы сұйықтыққа ие. Сұйықтық кішірейген кезде көтергіштегі балқытылған болатты толығымен қоректендіруге болады. Температураның одан әрі төмендеуімен құйма сұйық-қатты өтпелі аймаққа енеді. Осы уақытта негізгі қатаюдың шөгуі орын алады және сұйықтық көлемі қатты өзгереді. Құюды тамақтандыру негізінен үш режимге байланысты: жаппай қоректендіру, дендритті беру және жарылғыш зат құю. Кейінгі қатаю сатысында дендриттер көп дами бастады, дамыған дендриттер, дендриттік қолдар және дендриттер арасында көптеген желілік құрылымдар пайда болды. Осы уақытта дендрит қолы дамиды, оны сұйықтық қысымының айырмашылығы зақымдау оңай емес. Сонымен бірге мұндағы негізгі қаңқалық құрылым қабырғаның біркелкі қалыңдығы болып табылады, ал қату процесі бір уақытта жоғарыдан төмен қарай жүреді. Дендрит қосылыстарының көп болуы көтергіш сұйықтықтың осы жерге берілуіне кедергі келтіреді, сондықтан «жарылғыш зат құю» болмайды. Қоректенетін сұйықтық дендриттер арасында үлкен қарсылықпен ағып өтеді, бұл негізінен сүзілу болып табылады, сондықтан дендриттер арасындағы сұйықтық сыртқы қоректенуді ала алмайды және ақырында кеуектіліктің қысқаруын тудырады. Осы тұрғыдан алғанда, процесті кейінгі жетілдіру кезінде көтергішті ұлғайту мүмкін емес.
Білік саңылауындағы құйманың қаттылығы техникалық талаптарға жауап бере алмайды, негізінен кесектің басқа бөліктерінің қаттылығы жоғары емес, тек осы бөліктің қаттылығы жоғары.
Конустық ұнтақтағыштың негізгі жақтауын кішірейтуді жақсарту
- Mp800 негізгі қаңқасының белдігі жоғарғы көтергіштен тым алыс, ал көтергіштің қоректену градиенті жеткіліксіз. Модульді есептеу арқылы процесс құнын ұлғайтыңыз, қоректену арнасын көбейтіңіз, сонда қоректену арнасы ыстық нүктенің қатуынан кеш болады, сондықтан құйма дәйекті қатаюға қол жеткізе алады. Жақсартылғаннан кейін көтергіш пен ыстық түйіспеге процестің үстемесі қосылады, сөйтіп кеуектіліктің кішіреюін болдырмауға болады.
- Бекітудің тиімді қоректену қашықтығын арттырыңыз. Жалпы, көтергіштің тиімді қоректену қашықтығы L = R + e (сызғыш: көтергіштің қоректену аймағы, e: соңғы аймақ). Көтергіштің қоректену арақашықтығын арттырудың екі әдісі бар, яғни көтергіш орынды суық үтікпен ұлғайту. Алайда, өндірісте кейде шөгу екі тіреуіштің арасындағы қашықтық көтергіш F-ге жақын болған кезде пайда болатыны анықталады, бұл екі көтергіштің жылу интерференциясы және қату уақытының ұзаруымен байланысты. Екі көтергіш бір-бірінен өтіп, екі көтергішті және көтергішті синхронды қатайтуға мәжбүр етуі мүмкін. Кейінгі кезеңде шөгу тамақтану болмаған кезде пайда болады. Сондықтан процесті модификациялау кезінде суық үтік жоғарғы және төменгі фланецті көтергіштердің арасына орнатылады, ал суық үтікті соңғы аймақты ұлғайту үшін қабырғаның минималды қалыңдығына қояды.
- Жергілікті термиялық өңдеу арқылы бұл жерде құйманың қаттылығы техникалық талаптарға жауап бере алады.
Жақсартудың арқасында Qiming Machinery біздің тұтынушыларға жоғары сапалы MP800 конус ұнтағышының негізгі қаңқасын құйды.
