Күші мен негізгі істен шығу формаларын талдау жақ тәрелкелері
Біздің компания шығаратын жақтаушы ұсатқыштың тұрақты жақтаушы ұсату лайнері негізінен қатты материалдарды дөрекі және орташа ұсату үшін қолданылады. Жұмыс процесінде ол материалдың үйкеліс күшін, үлкен ұсақтау күшін және қысу жүктемесіне әсер етеді. Жұмыс жағдайы өте қатал.
Күшті талдау
Ұнтақталатын материал ауырлық күшінің әсерінен сарқыраманың белгілі бір деңгейінен құлап түскенде, ол төменгі материалға тікелей әсер етеді, ал жылжымалы жақ тақтайшасы кері цикл қозғалысы және қозғалмайтын жақ тақтайшасы арқылы материалды бірнеше рет қысып, ұсатады. Материал төмен қарай қозғалған кезде жылжымалы жақ тақтайшасы мен бекітілген жақ тақтайшасы арасында бірнеше рет домалап, сырғып кетеді. Материалдың әсер етуі, құлап кетуі және қысылуына байланысты ол қатты тозуға ұшырайды. Сондықтан өнім жоғары энергиялы бірнеше соққы жүктемелеріне төтеп беруі керек, ал домалату және сырғанау үйкелісі едәуір тозуға төзімді болуы керек.
Сәтсіздік формасы
Қате киіңіз
n ұсақтағышқа қызмет көрсету процесі, бекітілген жақтауды ұсақтайтын төсем, тозу - істен шығудың негізгі түрі. Материалды ұсақтау процесінде материалдың әсерінен басқа, бекітілген жақтың ұсақтау қаптамасының беті де материалды ұнтақтауға және престеуге ұшырайды, сондықтан тозудың бұзылу режимдері бороздар, шұңқырлар мен жарықтар болып табылады . Алайда, әр түрлі төсем материалдарының арқасында тозудың бұл үш режимі бір уақытта жетекші рөл атқармайды. Төменгі тозуға төзімді қатты материалдар негізінен бороздалар мен деформациялардың бұзылуынан, ал жоғары тозуға төзімді материалдар негізінен жарықтар мен шұңқырлардың істен шығуынан болады.
Материалдың тозуы ұсақталған материалдың қаттылығымен ғана байланысты емес, ең бастысы, астар материалының ұсақталған материалға қаттылығының қатынасы. Абразивті тозудың негізгі қағидасына сәйкес, материалдың қаттылығы Ha металлдық материал Ху қаттылығына қарағанда әлдеқайда көп. , Металл материал күрт тозған. Ху / Ха > 1.25 ~ 1.30 болған кезде тозу айтарлықтай төмендейді. Сондықтан материалдың қаттылығын арттыру материалдың абразивті тозуға қарсы тұру қабілетін едәуір арттыра алады.
Сынудың бұзылуы
Сынудың бұзылуының көптеген себептері бар. Біріншіден, материалдың беріктігі тым төмен. Мысалы, тозуға төзімді ақ шойыннан жасалған төсем материалы ірі ұсатқыштарда қолданылады. Сынықтарды сөндіру сияқты ақаулар жарықтар көзіне айналады және соққы жүктемесі кезінде тез кеңейеді. Сондықтан, төсеу тақтасы үшін, егер төсеме тақтайшасы жеткіліксіз болғандықтан кенеттен сынып қалса, оның салдары ауыр болады, сондықтан төсеніш тақтасында жеткілікті қаттылық болуы керек.
Жақ ұсатқыш тақтайшаларының жұмысына қойылатын талаптар
Жоғарыда келтірілген талдаудан жақсы ұсатқыштың қаптамасының келесі қасиеттері болуы керек екенін көруге болады.
- Жоғары тозуға төзімділік және жоғары қаттылық. Кесу тозу мөлшері материалдың қаттылығына кері пропорционалды деген қағидаға сәйкес материалдың қаттылығы немесе материалдағы белгілі бір компоненттің қаттылығы тозу мөлшерін азайту үшін абразивтің қаттылығынан асып түсуі керек.
- Жоғары күш немесе жоғары шаршау күші. Ұсатқыш 6 айдан 12 айға дейін үздіксіз жұмыс істейді, ал оның кернеу циклі 6 × 106 ~ 6 × 107 ретке жетуі мүмкін, бұл қазірдің өзінде шаршау категориясы. Шаршауға төзімділігі жоғары материал шаршаудың жарықтары мен қабығының зақымдануын болдырмайды.
- Кейбір төзімділік. Қабаттың бұзылуын болдырмау үшін материал белгілі бір қаттылыққа ие болуы керек. Себебі белгілі бір қаттылық оның қауіпсіз жұмысының маңызды кепілі болып табылады.
Техникалық процесті талдау және жобалау
Бұл ұсатқыштың жақ пластинасында бастапқыда ZGMn13-4 қолданылған, ал суды қатайта тазалаудан кейінгі механикалық қасиеттері: σb 615 ~ 1275MPa; σ0.2 340 ~ 470MPa; ζ 15% ~ 85%; αK l96 ~ 294J / см2; HB l80 ~ 225. ZGMn1-4 Соққы жүктемесіне байланысты, беті қатайтылған қабаттың тереңдігі 9 ~ 18мм жетуі мүмкін. Қаттылығы жоғары қаттылық қабат абразивті тозуға қарсы тұрады. Нақты үздіксіз қолдану 15-тен 20 күнге дейін тозу.
Осы дайындаманың қызмет ету мәртебесін және ZGMn13-4 артықшылықтары мен кемшіліктерін ескере отырып, біздің компания ZGMn24733-2009 орнына GB / T450-13 QTD HBW4 пайдалану туралы шешім қабылдады.
Иілгіш темір жақ тәрелкелері Химиялық құрамның дизайны
Төмен сапалы S және P шойындарын таңдап, FeSi75 инокуляторы ретінде және FeSiMg6RE2 шашыратқышын қолданыңыз да, оған белгілі бір мөлшерде Cu және Mo қосыңыз.
- C - түйіндік шойынның негізгі элементтерінің бірі. Қолайлы С мазмұны графиттендіруге қолайлы. Түйінді графиттің құйманың механикалық қасиеттеріне әсері аз болғандықтан, түйіндік шойынның С мөлшері әдетте сұр шойынға қарағанда жоғары болады. Құйманың негізгі қабырғасының қалыңдығы шамамен 40 ~ 80мм болатындығын ескере отырып, С мөлшері 3.4% ~ 3.6% құрайды.
- Түйінді шойында Si графиттік элемент болып табылады, ал Si C-ден кейінгі маңызды элемент болып табылады. Si ферриттің құрамын тұрақты түрде арттыра алады, құйманың ақ бейімділігін төмендетеді, сонымен қатар графиттің дөңгелектілігін жақсартады. Эвтектикалық топты нақтылаңыз. Алайда, Si құйманың сынғыш ауысу температурасын жоғарылатады және құйманың соққыға төзімділігін төмендетеді, сондықтан Si мазмұнын ақылға қонымды түрде азайту керек, ал Si мөлшері 2.4% -дан 2.6% -ке дейін қабылданады.
- S - сфероидке қарсы әдеттегі элемент. S Mg және RE сияқты сфероидизация элементтерімен күшті жақындығы болғандықтан, S балқытылған темірде Mg және RE көп мөлшерде тұтынады, Mg және RE сульфидтерін түзеді, бұл тесіктер мен тотығу құрсауын тудырады. Қож сияқты ақаулар. Күкірттің мөлшері 0.03% -дан аз болуы керек.
- Р - созылғыш темірдегі зиянды элемент. Оның мөлшері 0.05% -дан аз болғанда, Р метал матрицасында ериді және құйманың механикалық қасиеттеріне аз әсер етеді. Мазмұны 0.05% -дан көп болғанда, Р эвтектикалық шекарада оңай бөлініп, екілік, үштік немесе құрама фосфорлы эвтектиканы түзіп, шойынның беріктігін төмендетеді. Р мазмұны өскен сайын құйманың сынғыш ауысу температурасы жоғарылайды. Сондықтан созылмалы темірдегі P мөлшері 0.045% -дан аз болуы керек.
- Серпімді темірдегі Mn негізінен перлиттің тұрақтылығын жоғарылатады, карбидтерді оңай түзеді және құймалардың беріктігіне әсер етеді. Сондықтан созылмалы темірде Mn неғұрлым аз болса, соғұрлым жақсы, бірақ астарлы тақтайша перлитті созылғыш темір, ал марганецтің мөлшері 0.8% -дан 1.0% -ке дейін.
- Cu және Mo - сфероидты графитті шойындағы құймалардың беріктілігін жақсартатын элементтер. Құймалардың қатаюын қамтамасыз ету үшін құйма қалыңдығына қарай Cu және Mo элементтерін қосады.
Иілгіш темір жақ тәрелкелері термиялық өңдеу
Ол төзімді пешпен қызады және нитрат пешімен сөндіріледі.
- Аустенизирлеу температурасы және аустенитизация уақыты
Аустенизациялау температурасы 910 ℃ ± 10 ℃. Аустенизирлеу уақыты дайындаманың көлеміне, қабырға қалыңдығына, пешке орналастырылатын бөліктер санына және қыздыру әдісінің әсеріне байланысты анықталады. - Изотермиялық сөндіру температурасы және изотермиялық ауысу уақыты
Термиялық өңдеу түрлендіргішінің уақыты 18 секундтан аспайды, ал изотермиялық сөндіру температурасы мен уақыты дайындаманың көлеміне, қабырғаның қалыңдығына, пеш ұстай алатын бөліктердің мөлшеріне, қыздыру әдісіне және тұзды ваннаның әсеріне сәйкес анықталады. әдіс. - Микроқұрылым және термиялық өңдеуден кейінгі қасиеттер
Термиялық өңдеуден кейінгі матрицалық құрылым: ацикулярлы феррит + көміртегіге бай аустенит + графит шарлары. Мартенсит пен карбидтің аз мөлшеріне рұқсат етіледі. Өнімділікке қойылатын талаптар: iles≥1600MPa созылу беріктігі, yield0.2≥1300MPa беріктік шегі, қаттылық HRC≥48, соққы энергиясы (саңылау жоқ): αk≥25J.
Иілгіш темір жақ тәрелкелері Құю процесінің дизайны
1) шайырлы құмды модельдеу. Құйманың бірлігі салмағы 183㎏, қабырға қалыңдығы біркелкі емес, дайындама бергіш кішірейеді.
2) Құю температурасы 1350 ~ 1370 ℃, құю уақыты 29 ~ 32 секунд, ал балқытылған темірдің әр жәшігі шамамен 205㎏ құрайды.
3) Әр сфероидты қаптың құю уақыты 8 минуттан аспайды; сфероидтау деңгейі 2 немесе одан көп; графит сферасының мөлшері 6 немесе одан көп; графит шарларының саны мм100-ге 2-ден көп; сфероидтау коэффициенті 85% -дан жоғары; перлиттің мөлшері 50.% -дан жоғары.
Тест нәтижелері
Сынақтың нақты нәтижелері - құйылған сфероидизация 2 дәрежесі, перлит 65%, графит шарлары 5, мм120 үшін графит шарлары 2-дан жоғары, термиялық өңдеуден кейін HRC51 ~ 54, соққылыққа төзімділігі 30 ~ 35Дж / см2, оның денесі аккулярлы темір кішірек, суретті қараңыз.
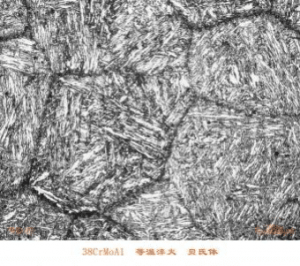
QTD HBW450 Microstructure X500 иілгіш темір жақ тәрелкелерінде
400X600 жақтағы ұнтақтағышта қолданғаннан кейін, бетті өңдеудің қаттылығы HRC65-тен жоғары болуы мүмкін. Өлшеу аяқталғаннан кейін, беті қатайтылған қабаттың қалыңдығы 20-25 мм құрайды. 30 күн бойы үздіксіз қолданғаннан кейін тістерде тозу белгілері пайда болады, ал тістер тегіс тегістеледі. 50 күндік тозуға байланысты сынықтар. Қолданушылар жылы қарсы алады.

