Мыс кенішіндегі конустық ұнтақтағыш лайнердің тозуын талдау
Мыс кенішінің жұмыс жағдайын ескере отырып, конустық ұнтақтағыштың тозуының анализі жасалды. SEM талдауы көрсеткендей, бұрғылау, кесу және кенді сығу (соққы беру) нәтижесінде пайда болған шұңқырлар тозудың басым құралдары болып табылады, ал төмен жиіліктегі шаршаудың әсерінен шаршаудың шашырауы тозу құралдарының бірі болып табылады. Сондықтан лайнер материалдары кенді бұрғылауға және кесуге қарсы тұру үшін өте жоғары беткейге ие болуы керек және төмен жиілікті шаршау мен соққы жүктемесіне қарсы тұру үшін беріктігі мен беріктігі өте жоғары болуы керек. Осылайша, лайнердің алдын-ала қаттылығы мен жұмыстық қатаю жылдамдығын арттыру үшін жоғары марганецті болат қоспалары таңдалды. Сонымен қатар, металлургия құю өндірісі мен жоғары марганецті болаттың термиялық өңдеу сапасының жақсаруы да назардан тыс қалмайтын фактор болды.
Біздің тапсырыс берушіміз - Азиядағы ең ірі мыс кеніші болып табылатын Dexing мыс кеніші. Оның конустық ұнтақтағыштарының 30-дан астам жиынтығы бар, сондықтан олардың көп мөлшері қажет конустық ұнтақтағыштар бөлшектерді тоздырады жыл сайын. Оның көпшілігі бар ұсақтағыштың тозу бөлшектерін жеткізушілердегенмен, бұл бөлшектердің сапасы тұрақты емес. Сондықтан біздің құю өндірісі оған конустық ұсақтағыш төсемдердің тозуын анықтауға және оның қызмет ету мерзімін жақсартуға көмектесті.
Жұмыс жағдайы
Дексинг мыс кеніндегі руданы денелік жыныстың типіне сәйкес порфирлі және филлитті типті кендерге бөлуге болады. Кен көлемінің арақатынасы 1: 3. Тау-кен өндірісі аймағында тотыққан кеннің, аралас руданың және алғашқы сульфидті рудың үш өнеркәсіптік типі бар. Сульфидті кен негізгі тип болып табылады және оның үлесінің 99% -дан астамын құрайды.
Dexing мыс кенінің қаттылығы әдетте орташа қатты рудаға жататын f = 5-8 аралығында болады. Филлит түріндегі кеннің сығымдалуының орташа беріктігі 84.8 МПа, ал гранодиорит типті кеннің орташа қысылу күші 109.2 МПа құрайды.
Іріктеу
Тозу ақауларын талдаудың негізгі кезеңі тозу бетінің морфологиясын талдау болып табылады, сондықтан үлгіні тозу қалдықтарының жаңа тозу бетінен алу керек. Біз таңдаған қозғалмалы конус (лайнер) конустық ұнтақтағыштан жаңа ғана алынып тасталды және уақытында жіберілді.
Сынған конустық ұнтақтағыш төсем оттегі-ацетилен жалынымен үлкен үлгілерге кесіліп, жоғарыдан төмен қарай 4 сынама алынады. Үлгінің мөлшері сынамалар алынатын жерге жылу әсер етпейтіндей болуы керек. Содан кейін, сымдарды кесу процесі арқылы, үлгінің ортасында үлгіні алып, тозу морфологиясын бақылау үшін электронды микроскопты сканерлеуге алыңыз. Үлгінің мөлшері шамамен 10 мм × 10 мм × 10 мм, ал бір сынама микроқаттылықтың бетінен ішке қарай өзгеруін өлшеу үшін алынады.
Үлгіні бақылау S-2700 сканерлейтін электронды микроскопта жүргізілді. Электрондық микроскоппен бақылаудан бұрын сынамалар ультрадыбыстық толқындармен тазартылды.
Морфология мен тозу механизмін киіңіз
Үш корпустың абразивті тозуы конустық ұнтақтағыш мантия, конус ұсатқыш вогнуты және ұнтақталған кен арасында қалыптасады, ал астар беті күрделі кернеулі күйде болады.
Үлкен серіппелі қысу кернеуінің әсерінен кен қаптау тақтасының жергілікті бетінде үлкен қысу кернеуін тудырады, сонымен бірге қозғалмалы конус бір уақытта үлкен ығысу кернеуін тудырады. Екеуі бір уақытта әрекет етеді, бұл қаптау тақтасын қашауды, кесуді және экструзияны тудырады.
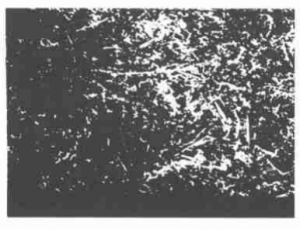
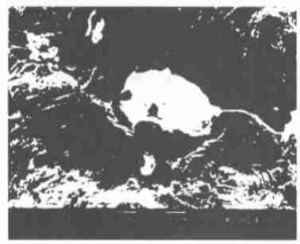
Конустық ұнтақтағыш қаптамаларының сәтсіздігінен кейінгі морфологияны кию x100
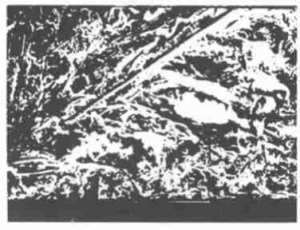
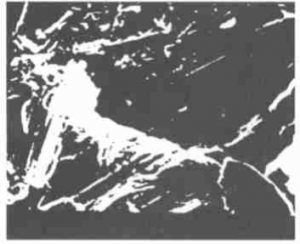
Конустық ұнтақтағыш қаптамаларының сәтсіздігінен кейінгі морфологияны кию x500
Бірінші суреттен «Конустық ұнтақтағыш қаптамалары істен шыққаннан кейін морфологияны кию x100», конусты ұсақтайтын моторлы қаптама тақтасы эксцентрлік айналу қозғалысын орындайды. Ол бекітілген қаптама тақтасына қарай ауытқыған кезде, ол сынған кенге үлкен соққы жүктемесін беріп, астар тақтасының қысылуына және пластикалық деформацияға әкеледі. Пластикалық деформация қайталанған жағдайда, лайнерде көптеген сығылған (соққы) шұңқырлар пайда болады, «Конустық ұсақтағыш қаптамаларының істен шыққаннан кейінгі морфологиясы x500» тексеріңіз.
Сонымен қатар, рудаға ие үлкен жүктеме төсем табақшасын қысу кернеуі мен ығысу кернеуіне ұшыратады. Сығымдау кернеуі қозғалмалы гильзаның пластикалық деформациясын тудырады. Қайта-қайта қайталанған пластикалық деформация кезінде астардың бетінде келесідей «Конустық ұсатқыш астарының тозған бетіндегі сығу (соққы) шұңқырлары» сияқты көптеген сығу (соққы) шұңқырлары пайда болады. Сонымен қатар, экструзиялық шұңқырдың түбінде, бірнеше рет экструзиядан кейін деформацияны күшейту орын алады және морт сынуды қалыптастыру үшін пластикасы таусылады. Оның пайда болуы «Шұңқыр түбіндегі сынғыш морфология»
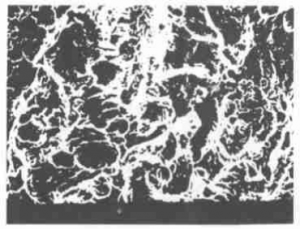
Конусты ұнтақтағыш төсемінің тозған бетіндегі сығу (соққы) шұңқырлары
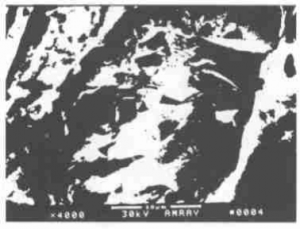
Шұңқыр түбіндегі сынғыш морфология
Әрі қарайғы бақылаулар кеннің лайнердің үстіңгі қабатын қатты ұсату кернеуінің әсерінен қысып жібергендігін анықтады. Кеннің Платцтың қаттылығы f мәні төмен болғандықтан, f мәні іс жүзінде кеннің сығылу беріктігін көрсетеді, f = R / 100, R қысу беріктігін білдіреді. Сондықтан кеннің сығылу беріктігі төмен, сыну күші де аз, оны бұзу оңай. Кен жарылғаннан кейін, астардың төменгі қаттылығына байланысты шұңқырдың түбіне дейін қысылады, келесі суретті қараңыз:
Кен шұңқырдың түбіне еніп, x300 шұңқырының шетінде жарылып кетті
Бұл кезде қозғалатын конус айналғанда кен мен лайнер арасында ығысу кернеуі пайда болады. Жылжымалы кен және шұңқырдың түбінде сығылған кен қаптаманың бетін кесіп, кесіп тастайды.
Лайнердің беткі қабаты кесілген және x800 кенімен кесілген
Демек, конусты ұнтақтағыш қаптаманың нақты жұмысында бір уақытта кесу, кесу және басу (соққы) шұңқырлары болады тозудың әр түрлі формалары. Тозудың үш түрінің пропорциясына келетін болсақ, бұл кеннің күші мен мөлшерімен ғана емес, сонымен қатар кеннің қысылу беріктігін көрсететін Платтс қаттылығының f мәнімен де байланысты.
Конустық ұнтақтағыштың үлкен ұсату күші мен айналу жылдамдығы жоғары екендігіне назар аударған жөн. Үлкен сығымдау және ығысу қысымының әсерінен төсеу тақтасына мезгіл-мезгіл жанасу шаршау жүктемелері ұшырайды. Жер асты қабатында шаршау жарықтары оңай пайда болуы мүмкін, нәтижесінде шаршау шашырайды. Қабыршақтау сонымен қатар ұсақтағыш төсемінің тозу факторларының бірі болып табылады.
Қысқаша айтқанда, конустық ұнтақтағыш төсемінің тозу механизмі - бұл кесудің тозуы, пластикалық тозу және қажудың тозуы. Әр түрлі жұмыс жағдайында, әсіресе кеннің қаттылығының әр түрлі F мәнінде үш тозу механизмінің пропорциясы әр түрлі болады.
Конусты ұнтақтағыш төсемнің бетін қатайту
Үлгіленген конустық ұсатқыштың астарының материалы (футеровка) жоғары марганецті болат болғандықтан, конустық ұнтақтағыштың жұмысы кезінде қаптама табақшасы үлкен соққы жүктемесіне ұшырайды, осылайша ол жұмысты қатайтатын жақсы әсерге ие болады.
Конустық ұнтақтағыштың қаттылығы
| тармақ | Жер бетінен қашықтық (мм) | |||||||||
| 0 | 0.5 | 1.0 | 1.5 | 2.0 | 3.0 | 4.0 | 6.0 | 7.0 | 8.0 | |
| 1 (жоғарғы аймақ) | 527 | 350 | 336 | 313 | 291 | 285 | 285 | 250 | 245 | 264 |
| 2 (орта аймақ) | 569 | 336 | 283 | 299 | 265 | 248 | 257 | 243 | 245 | 245 |
| 3 (төменгі аймақ) | 494 | 289 | 280 | 272 | 274 | 274 | 269 | 246 | 245 | 230 |
Кестелік сынақ нәтижелерінен конусты ұнтақтағыш лайнердің ұсақталған кенде үлкен соққы жүктемесіне ұшырайтынын көруге болады. Лайнер бетінің қаттылығы Hv 500 немесе одан да көп болуы мүмкін, бірақ қатаю тереңдігі 2 мм шегінде ғана болады.
Сондықтан лайнерден қатты төзімділік пен үлкен соққы жүктемесіне төтеп беру үшін жеткілікті беріктік талап етіледі.
Бір қаптау тақтасының әр түрлі бөліктерінің беттік қатаю мәндері әр түрлі, бұл қаптау тақтасының әр түрлі бөліктерінің кернеулері мен руда мөлшері әр түрлі болатындығын көрсетеді.
Қозғалмалы төсем тақтасының жоғарғы бөлігіне үлкен кен әсер етеді, сондықтан қатаю мәні ең жоғары болады; ал жылжымалы төсем тақтасының төменгі бөлігінде кен сынған, ал оның бетінің қатаю мәні төмен.
Материалдарды таңдау
Жоғарыда көрсетілген тозу морфологиясы мен тозу механизмінің талдауы бойынша конусты ұнтақтағыштың қаптамасы кенді қашау мен кесуге қарсы тұру үшін беткі қабаттың жоғары қаттылығын ғана қажет етпейді, сонымен қатар үлкен соққы жүктемелеріне төзімділікті жақсарту үшін жоғары беріктік пен беріктікті қажет етеді және төмен циклдың шаршау қабілеті болмайды сындыру және бұзу. Демек, конустық ұнтақтағыш төсемінің материалды таңдауына қойылатын негізгі талап - беттің қаттылығын мүмкіндігінше жоғарылату және астардың жарылып кетпеуін қамтамасыз ете отырып, оның кесу тозуына төзімділігін арттыру. Марганецті болаттың жоғары икемділігі мен беріктігі және басқа тозуға төзімді материалдардың теңдесі жоқ жоғары беріктендіру қабілетінің арқасында жоғары марганецті болат конус ұнтақтағыш төсемдері үшін таңдау материалы болып қала береді. Алайда, ұнтақтағыштың қуаты арта берген сайын ұсату коэффициенті жоғарылайды және кен құрамы төмендей береді, әсіресе Дексинг мыс кеніші арық кен болып табылады және марганецті болаттың өндіріс талаптарын қанағаттандыруы әдетте қиын. Сондықтан жоғары марганецті болаттың бастапқы сипаттамаларын жоғарылату және оның жоғары марганецті болаттың өзіне тән сипаттамаларын жақсы орындау және жоғары марганецті болаттың иілгіштігі мен мықтылығының болуын қамтамасыз ету мақсатында оны қатайту жылдамдығын арттыру қажет. . Осыған сүйене отырып, қарапайым жоғары марганецті болаттың құрамына сүйене отырып, жоғары марганецті болаттың беріктігі мен қаттылығын жақсарту үшін легирленген өңдеуді қарастырамыз және тозған формасын жақсарту үшін аустенит негізінде жоғары қаттылықтың көп нүктелерін біркелкі таратамыз. лайнер, тозу жылдамдығын баяулатыңыз. Алайда, жоғары марганецті болаттарға легірлеуші элементтерді қосу беріктік пен қаттылықты жақсартуға пайдалы, бірақ бұл сөзсіз пластиканың және қаттылықтың төмендеуіне әкеледі. Сондықтан, легирленген элементтердің мөлшерін икемділік пен қаттылықтың шамадан тыс төмендеуіне жол бермеу және бөлшектенуге әкелу үшін қосу керек. Сонымен, біздің құю өндірісі CrMoVTiRe марганецті болаттан олардың конустық ұсақтағыш қабаттарын құю үшін пайдалануды ұсынады,
| Марганецті болаттан жасалған химиялық құрамы CrMoVTiRe | |||||||||
| C | Si | Mn | S | P | Cr | Mo | V | Ti | Re |
| 1. 3 ~ 1. 5 | 0. 3 ~ 0. 6 | 13 ~ 15 | <0. 04 | <0. 07 | 1. 8 ~ 2. 2 | 0. 8 ~ 1. 2 | 0. 3 ~ 0. 5 | 0. 15 ~ 0. 25 | 0. 5 |
Сынақ нәтижелері көрсеткендей, CrMoV TiRe жоғары марганецті болаттың бастапқы қаттылығы шамамен HB 260 жетуі мүмкін, бұл кесудің тозуына төзімділікті жақсартуға қолайлы.
Алайда, легірлеуші элементтерді қосу, әсіресе карбид түзетін элементтерді қосу, ерімеген карбидтер санының көбеюіне алып келеді, бұл кәдімгі жоғары марганецті болаттармен салыстырғанда белгілі бір дәрежеде пластик пен беріктікті төмендетеді.
Жоғары марганецті болаттардың легірленуіне маңыздылық бере отырып, біз металлургия сапасын жақсартуды, әсіресе фосфор мен қоспалардың мөлшерін азайтуды назардан тыс қалдырмауымыз керек. Бұл жоғары марганецті болат төсемдердің қызмет ету мерзімін жақсартудың үнемді және ыңғайлы тәсілі. Суға төзімділікті өңдеу кезінде термиялық өңдеу процесінің параметрлері, мысалы судың беріктік температурасы, судың кірісі мен шығуы, судың температурасы қатаң бақылауға алынуы керек, сонда ерімеген карбидтер мен тұндырылған карбидтер мөлшері ұлттық стандарттарда белгіленген шектерде бақыланады.
Конус ұнтақтағыш төсемінің материалына назар аударған кезде, құю процесінің тұжырымдамасын ескермеуге болмайтынын атап өту керек. Конустық ұсатқыштың қаптамасының қабырғасының қалыңдығы үлкен, ал ұсақ ұсақталған қаптаманың қабырғасының максималды қалыңдығы 200 мм-ге жетуі мүмкін, егер кәдімгі құм құю қолданылса, салқындату жылдамдығы баяу, ал құю температурасы қатаң бақыланбайды. Дөрекі. Ірі дәндердің арқасында 100 рет үлкейту кезінде тек бір дән байқалады, сондықтан оны 50 есе ғана үлкейтеді, сондықтан оны GB6394 ұлттық стандарты бойынша бағалау мүмкін емес. Астықты нақтылау лайнердің қызмет ету мерзімін ұзартуға көмектеседі.
Сондықтан құю процесінде металл пішінді құмды қолдану және құю температурасын төмендету ұсынылады, бұл жоғары марганецті болаттан жасалған астар тақтасының дәнін тазартуға көмектеседі.

