
Марганецті болат шағын салмақты балғаларды құю кезінде кеңінен қолданылады (әдетте 90 кг-нан аз). Алайда металлды қайта өңдейтін балғалар үшін (әдетте салмағы 200 кг-500 кг) марганец болаты жарамсыз. Біздің құю өндірісі үлкен балға балғаларын құю үшін төмен легирленген болатты қолданады.
Төмен легирленген болат ұсақтағыш балғамен материал таңдау
Қорытпа құрамының дизайны қорытпаның өнімділігіне қойылатын талаптарды қанағаттандыруды толық қарастыруы керек. Дизайн принципі - жеткілікті қаттылық пен жоғары қаттылық пен қаттылықты қамтамасыз ету. Байниттің ішкі кернеулігі мартенситке қарағанда әдетте төмен, ал баяниттің тозуға төзімділігі сол қаттылықта мартенситке қарағанда жақсы. Легирленген болаттың құрамы келесідей:
Көміртегі элементі. Көміртек - бұл төменгі және орташа легирленген тозуға төзімді болаттың микроқұрылымы мен қасиеттеріне әсер ететін негізгі элемент. Көміртегінің әр түрлі құрамы қаттылық пен қаттылықтың арасындағы сәйкес келетін қатынастарды ала алады. Төмен көміртекті қорытпаның төзімділігі жоғары, бірақ қаттылығы төмен, жоғары көміртекті қорытпасының қаттылығы жоғары, бірақ беріктігі жеткіліксіз, ал орташа көміртекті қорытпасының қаттылығы жоғары және беріктігі жоғары. Үлкен және қалың тозуға төзімді бөлшектердің қызмет ету шарттарын әсер ету күші жоғары болу үшін жоғары қаттылықты алу үшін төмен көміртекті болаттың ассортименті 0.2 ~ 0.3% құрайды.
Си элементі. Si негізінен болаттағы ерітіндіні нығайтатын рөл атқарады, бірақ өте жоғары Si болаттың сынғыштығын арттырады, сондықтан оның мөлшері 0.2 ~ 0.4% құрайды.
Mn элементі. Қытай марганец ресурстарына бай және бағасы төмен, сондықтан ол төмен легирленген тозуға төзімді болаттың негізгі қоспа элементіне айналды. Бір жағынан болаттағы марганец болаттың беріктігі мен қаттылығын жақсарту үшін ерітіндіні күшейту рөлін атқарады, ал екінші жағынан болаттың беріктілігін жақсартады. Алайда шамадан тыс марганец ұсталатын аустенит көлемін арттырады, сондықтан марганецтің мөлшері 1.0-2.0% құрайды.
Cr элементі. Cr төмен легирленген тозуға төзімді шойыннан жетекші рөл атқарады. Матрицаны қаттылықты төмендетпей нығайту үшін, асты суытылған аустениттің өзгеруін кейінге қалдыру және болаттың беріктілігін арттыру үшін аустенитте ішінара ерітуге болады, әсіресе марганец пен кремниймен дұрыс үйлескенде, беріктікті едәуір жақсартуға болады. Cr жоғары температураға төзімділікке ие және қалың бет жағының қасиеттерін біркелкі ете алады. сондықтан Cr мазмұны 1.5-2.0% құрайды.
Mo элементі. Mo құйылған микроқұрылымды тиімді түрде жетілдіре алады, көлденең қиманың біртектілігін жақсартады, температура сынғыштығының пайда болуына жол бермейді, температураның тұрақтылығын және болаттың әсер ету беріктігін жақсартады. Нәтижелер болаттың беріктілігі едәуір жақсарғанын және болаттың беріктігі мен қаттылығын жақсартуға болатындығын көрсетеді. Алайда, бағаның жоғары болуына байланысты, Mo қосымша мөлшері бөлшектердің мөлшері мен қабырғаларының қалыңдығына сәйкес 0.1-0.3% аралығында бақыланады.
Ni элементі. Ni - аустенит түзетін және тұрақтандыратын негізгі қорытпа элементі. Ni-дің белгілі бір мөлшерін қосу арқылы беріктілік жақсарады және микроқұрылым бөлме температурасында ұсталатын аустениттің аз мөлшерін ұстап, оның беріктігін жақсартады. Бірақ Ni-нің бағасы өте жоғары, ал Ni-дің құрамы 0.1- 0.3% құрайды.
Cu элементі. Cu карбидтер түзбейді және матрицада болаттың беріктігін жақсарта алатын қатты ерітінді түрінде болады. Сонымен қатар, Cu Ni-ге ұқсас әсер етеді, ол матрицаның қатаю қабілетін және электродтық әлеуетін жақсартады және болаттың коррозияға төзімділігін арттырады. Бұл дымқыл тегістеу жағдайында жұмыс істейтін тозуға төзімді бөлшектер үшін өте маңызды. Cu тозуға төзімді болатқа қосылуы 0.8-1.00% құрайды.
Микроэлемент. Микроэлементтерді төмен легирленген тозуға төзімді болатқа қосу оның қасиеттерін жақсартудың тиімді әдістерінің бірі болып табылады. Ол құйма микроқұрылымды жетілдіре алады, түйіршіктердің шекараларын тазартады, карбидтер мен қосындылардың морфологиясы мен таралуын жақсартады және төменгі легирленген тозуға төзімді болаттың беріктігін қолдайды.
SP элементі. Олар зиянды элементтер, олар болат құрамындағы астық шекарасының қосылыстарын оңай қалыптастырады, болаттың сынғыштығын жоғарылатады және құю және термиялық өңдеу кезінде құймалардың крекинг тенденциясын арттырады. Сондықтан P және s 0.04% -дан аз болуы керек.
Сонымен, қорытпаның тозуға төзімді болатының химиялық құрамы келесі кестеде көрсетілген:
| Кесте: Қорытпа тозуға төзімді болатқа арналған химиялық құрам | ||||||||
| элемент | C | Si | Mn | Cr | Mo | Ni | Cu | V.RE |
| мазмұны | 0.2-0.3 | 0.2-0.4 | 1.0-2.0 | 1.5-2.0 | 0.1-0.3 | 0.1-0.3 | 0.8-1.0 | сирек |
Балқыту процесі
Шикізат 1 Т орташа жиіліктегі индукциялық пеште балқытылды. Қорытпаны болат, шойын, аз көміртекті феррохром, ферромарганец, ферромолибден, электролиттік никель және сирек кездесетін жер қорытпасы дайындады. Балқытқаннан кейін пешке дейін химиялық талдауға үлгілер алынады, ал қорытпа анализ нәтижелері бойынша қосылады. Композиция мен температура таптау талаптарына сай болған кезде тотықсыздандыру үшін алюминий енгізіледі; түрту кезінде сирек кездесетін Ti және V модификациясы үшін жер қосылады.
Құю және құю
Құмды қалыпқа құю қалыптау процесінде қолданылады. Балқытылған болат пештен шығарылғаннан кейін оны шөмішке салады. Температура 1 450 ℃ дейін төмендеген кезде құю басталады. Балқытылған болатты құмды қалыпқа тез толтыру үшін үлкен қақпа жүйесін қабылдау керек (қарапайым көміртекті болатқа қарағанда 20% үлкен). Бекітудің қоректену уақыты мен қоректену қабілетін жақсарту үшін суық үтікті көтергішке сәйкестендіру үшін қолданады және құйма тәріздес құрылымды алу үшін сыртқы жылыту әдісін қолданады. Құйып жатқан үлкен ұсақтағыш балғаның өлшемі 700 мм * 400 мм * 120 мм, ал жалғыз кесектің салмағы 250 кг. Құюды тазалағаннан кейін жоғары температурада күйдіру жүргізіледі, содан кейін қақпа мен тіреуіш кесіледі.
Термиялық өңдеу
Суды сөндіру және термиялық өңдеу процесі қабылданған. Орнату саңылауында сөндіру сызатын болдырмау үшін жергілікті сөндіру әдісі қолданылады. Құюды қыздыру үшін қорап түріндегі қарсылық пеші пайдаланылды, аустенизациялау температурасы (900 ± 10 ℃) және ұстау уақыты 5 сағ. Арнайы су шыны сөндіргіштің салқындату жылдамдығы су мен май арасында болады. Саңылауларды сөндіруге және деформацияны сөндіруге жол бермеу өте пайдалы, ал сөндіру ортасының бағасы төмен, қауіпсіздігі және практикалық мүмкіндігі бар. Сөндіргеннен кейін төмен температурада шыңдау процесі қабылданады, температура температурасы (230 ± 10) ℃, ал ұстау уақыты 6 сағ.
Сапа бақылауы
Болаттың негізгі критикалық нүктелері dt1000 оптикалық дилатометрімен, ал суытылған аустениттің изотермиялық өзгеру қисығы металлографиялық қаттылық әдісімен өлшенді.
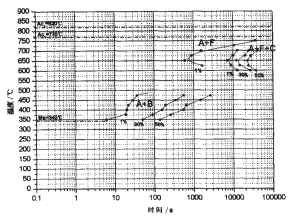
Легирленген болаттың TTT қисығы
TTT қисық сызығынан білуге болады:
- Жоғары температуралы ферриттің, перлиттің және орташа температуралы бейниттің трансформация қисықтары арасында айқын шығанағы аймақтар бар. Перлит түрленуінің C қисығы бейниттің өзгеруінен бөлініп, тәуелсіз «C» қисығының пайда болу заңын көрсетеді, ол екі «мұрын» түріне жатады, ал байнит аймағы S-қисығына жақын. Болат құрамында Cr, Mo және т.б карбид түзетін элементтер болғандықтан, бұл элементтер қыздыру кезінде аустенитке дейін ериді, бұл суытылған аустениттің ыдырауын кешіктіріп, оның ыдырау жылдамдығын төмендетуі мүмкін. Сонымен бірге олар суытылған аустениттің ыдырау температурасына да әсер етеді. Cr және Mo перлитті трансформациялау аймағын жоғары температураға жылжытып, бейниттің трансформациялау температурасын төмендетеді. Осылайша, перлит пен бейниттің трансформация қисығы ТТТ қисығында бөлінеді, ал ортасында суытылған аустенит метастабельді аймақ пайда болады, ол шамамен 500-600 ℃ құрайды.
- Болаттың мұрын ұшының температурасы шамамен 650 ℃, ферриттің ауысу температурасының диапазоны 625-750 ite, перлиттің өзгеру температурасының диапазоны 600-700 ℃, ал байниттің өзгеру температурасы 350-500 ℃.
- Жоғары температуралы трансформация аймағында феррит тұнбаға түсетін ең ерте уақыт 612 с, перлиттің ең қысқа инкубациялық кезеңі 7 270 с, ал перлиттің трансформация мөлшері 50 22 с-та 860% жетеді; баиниттің трансформациясының инкубациялық кезеңі 20 at кезінде шамамен 400 с құрайды және мартенситтің өзгеруі температура 340 ℃-тан төмен болған кезде болады. Болаттың беріктенуі жақсы екендігі байқалады.
Төмен легирленген болат ұсақтағыштың балғасының механикалық қасиеті
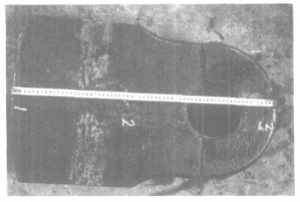
Сынақтан алынған сынамалардан үлкен балға корпусы алынды, ал 10 мм * 10 мм * 20 мм жолақ сынамасы сыртынан ішіне қарай сыммен кесіліп, қаттылығы бетінен ортасына дейін өлшенді. Іріктеу позициясы 2-суретте көрсетілген. №1 және # 2 ұсақтағыштың балғасының корпусынан алынады, ал №3 монтаждау тесігінде алынады. Қаттылықты өлшеу нәтижелері 2-кестеде көрсетілген.
| Кесте 2: Ұсақтағыш балғалардың қаттылығы | |||||||
| үлгілері | Жер бетінен арақашықтық / мм | орташа | Жалпы орташа | ||||
| 5 | 15 | 25 | 35 | 45 | |||
| #1 | 52 | 54.5 | 54.3 | 50 | 52 | 52.6 | 48.5 |
| #2 | 54 | 48.2 | 47.3 | 48.5 | 46.2 | 48.8 | |
| #3 | 46 | 43.5 | 43.5 | 44.4 | 42.5 | 44 | |
Балға кескіштің суреті
2-кестеден балға корпусының HRC қаттылығы (# 1) 48.8-ден жоғары екенін, ал бекіту тесігінің (# 3) қаттылығы салыстырмалы түрде төмен екенін көруге болады. Балға корпусы негізгі жұмыс бөлігі болып табылады. Балға корпусының жоғары қаттылығы жоғары тозуға төзімділікті қамтамасыз ете алады; орнату тесігінің төмен қаттылығы жоғары беріктікті қамтамасыз ете алады. Осылайша, әртүрлі бөліктердің әр түрлі өнімділік талаптары орындалады. Бір сынамадан беттің қаттылығы негізінен кермектік қаттылықтан жоғары болатындығын, ал қаттылықтың ауытқу диапазоны онша үлкен емес екенін анықтауға болады.
| Қорытпа балғасының механикалық қасиеттері | |||
| тармақ | #1 | #2 | #3 |
| соққыға төзімділік (Дж · см * см) | 40.13 | 46.9 | 58.58 |
| созылу күші / МПа | 1548 | 1369 | / |
| кеңейту /% | 8 | 6.67 | 7 |
| Аумақтың кішіреюі /% | 3.88 | 15 | 7.09 |
Соққыға төзімділік, созылуға беріктік және созылудың деректері 3-кестеде көрсетілген. 3-кестеден балғаның U-тәрізді Чарпы үлгісінің соққылыққа төзімділігі 40 Дж / см2-ден жоғары, ал ең жоғары беріктігі монтаждау тесігі 58.58 Дж / см * см; алынған үлгілердің ұзаруы 6.6% -дан асады, ал созылу күші 1360 МПа-дан асады. Болаттың соққыға төзімділігі қарапайым төмен легірленген болатқа қарағанда жоғары (20-40 Дж / см2). Жалпы, егер қаттылық жоғары болса, қаттылық төмендейді. Жоғарыда келтірілген эксперимент нәтижелерінен бұл ереже негізінен оған сәйкес келетіндігін көруге болады.
Микроқұрылым
Микроқұрылым соққы сынамасының сынған ұшынан кішкене үлгіні кесіп алды, содан кейін металографиялық үлгіні ұнтақтау, алдын ала тегістеу және жылтырату арқылы дайындады. Кірістердің таралуы эрозия болмаған жағдайда, ал матрицалық құрылым 4% азот қышқылы спиртімен эрозиядан кейін байқалды. Легирленген ұсақтағыш балғалардың бірнеше типтік құрылымдары 3 суретте көрсетілген.
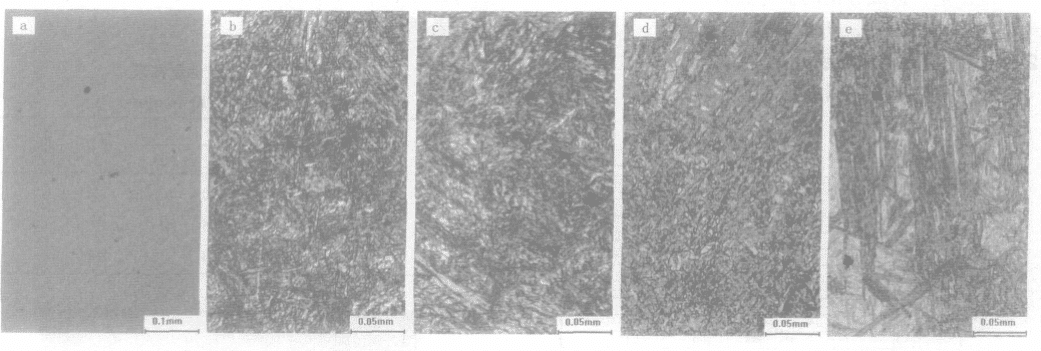
3-сурет Ұсақтағыш балғаның микроқұрылымдары
3А суретте болат құрамының морфологиясы мен таралуы көрсетілген. Инклюзия саны мен мөлшері салыстырмалы түрде аз, ешқандай шөгілетін қуыссыз, шөгілетін кеуектілік пен кеуектіліксіз екендігі байқалады. 3b, C, D және E фигураларынан жер бетіне жақын және центрге жақын орналасқанын көруге болады
Нәтижелер көрсеткендей, шыңдалған құрылым бетінен ортасына қарай алынады және жеткілікті беріктік алынады. Орталыққа жақын орналасқан микроқұрылым жер бетіндегіге қарағанда анағұрлым қатал, өйткені ядро соңғы қатаю орны болып табылады, салқындату жылдамдығы баяу және дәндердің өсуі оңай.
3б және С суреттеріндегі матрица - бұл біркелкі үлестірілуі бар мартенсит. 3б-суреттегі шпатель салыстырмалы түрде аз, ал 3С-тегі дөңгелек салыстырмалы түрде қалың және олардың кейбіреулері 120 ° бұрышта орналасқан. Нәтижелер көрсеткендей, 900 ℃ сөндіргеннен кейін мартенситтің көбеюі негізінен 900 ℃ сөндіргеннен кейін болаттың дәнінің мөлшері тез өсетіндігіне негізделген. 3D және е суретте ұсақ және түйіршікті ферриттің аз мөлшері бар жұқа мартенсит пен төменгі бейнит көрсетілген. Ақ аймақ мартенситті сөндіреді, ол бейнитке қарағанда салыстырмалы түрде коррозияға төзімді, сондықтан түсі ашық болады; қара ине тәрізді құрылым төменгі байнит; қара дақ - бұл қосындылар.
Ұсақтағыш балғаның орнату саңылауы ауада салқындатылған және сөндіру температурасы төмен болғандықтан, феррит матрицаға толығымен ере алмайды. Демек, мартенсит матрицасында ферриттің аз мөлшері кішкене кесектер мен бөлшектер түрінде қалады, бұл қаттылықтың төмендеуіне әкеледі.
нәтижелері
Кастингтен кейін біз тұтынушыға ұсақтағыштардың екі жиынтығын, бір қорытпа тозуға төзімді болат ұсақтағыштар балғаларының жиынтығын, марганецті болат ұсақтағыштардың бір жиынтығын жібердік. Клиенттердің кері байланысы негізінде қорытпаның тозуға төзімді болат ұсақтағыш балғалары қызмет ету мерзімінен 1.6 есе көп марганецті ұсақтайтын балға.

