Análisis de la fuerza y principales formas de falla de placas de mandíbula
El revestimiento de trituración de mandíbula fija trituradora de mandíbula producido por nuestra empresa se utiliza principalmente para la trituración áspera y media de materiales duros. Durante el proceso de trabajo, soporta la fuerza de fricción del material, una gran fuerza de aplastamiento y los impactos de la carga de compresión. Las condiciones laborales son muy duras.
Análisis de fuerza
Cuando el material que se va a triturar cae de un cierto nivel de la cascada bajo la acción de la gravedad, impacta directamente en el material del fondo, y la placa de mandíbula móvil aprieta y aplasta repetidamente el material mediante el movimiento del ciclo alternativo y la placa de mandíbula fija. El material rueda y se desliza repetidamente entre la placa de mordaza móvil y la placa de mordaza fija durante el movimiento descendente. Debido al impacto, la caída y la compresión del material, está sujeto a un fuerte desgaste. Por lo tanto, el producto debe ser capaz de soportar cargas de impacto múltiple de alta energía, y la fricción por rodadura y deslizamiento debe tener una resistencia considerable a la abrasión.
Forma de fracaso
Desgaste falla
En el proceso de servicio del revestimiento de trituración de mandíbula fija trituradora, la falla por desgaste es la forma principal de falla. En el proceso de trituración del material, además del impacto del material, la superficie del revestimiento de trituración de la mordaza fija también está sujeta al esmerilado y prensado del material, por lo que los modos de falla por desgaste son surcos, picaduras y grietas. . Sin embargo, debido a los diferentes materiales del revestimiento, estos tres modos de falla por desgaste no juegan un papel principal al mismo tiempo. Los materiales duros con baja resistencia a la abrasión son causados principalmente por surcos y fallas por deformación, y los materiales con alta resistencia a la abrasión son principalmente grietas y fallas.
El desgaste del material no solo está relacionado con la dureza del material triturado, sino, lo que es más importante, con la relación de dureza entre el material del revestimiento y el material triturado. Según el principio básico del desgaste abrasivo, la dureza Ha del material es mucho mayor que la dureza del material metálico Hu. , El material metálico está muy desgastado. Cuando Hu / Ha > 1.25 ~ 1.30, el desgaste se reducirá considerablemente. Por lo tanto, aumentar la dureza del material puede aumentar significativamente la capacidad del material para resistir el desgaste abrasivo.
Fallo por fractura
Hay muchas razones para el fracaso de una fractura. Primero, el material en sí tiene una tenacidad demasiado baja. Por ejemplo, el material de revestimiento de hierro fundido blanco resistente al desgaste se utiliza en trituradoras grandes. Los defectos como el enfriamiento de grietas se convertirán en la fuente de grietas y se expandirán rápidamente bajo la carga de impacto. Por lo tanto, para un tablero de revestimiento, si el tablero de revestimiento se rompe repentinamente debido a una dureza insuficiente, las consecuencias son graves, por lo que el tablero de revestimiento debe tener la dureza suficiente.
Requisitos de rendimiento de las placas trituradoras de mandíbulas
Puede verse en el análisis anterior que un buen revestimiento de la trituradora debe tener las siguientes propiedades.
- Gran resistencia a la abrasión y gran dureza. De acuerdo con el principio de que la cantidad de desgaste por corte es inversamente proporcional a la dureza del material, la dureza del material o la dureza de un determinado componente en el material debe exceder la dureza del abrasivo para reducir la cantidad de desgaste.
- Alta resistencia o alta resistencia a la fatiga. La trituradora funciona de forma continua durante 6 a 12 meses, y su ciclo de estrés puede alcanzar 6 × 106 ~ 6 × 107 veces, lo que ya es una categoría de fatiga. El material de alta resistencia a la fatiga evita el agrietamiento por fatiga y el daño por pelado.
- Algo de resiliencia. Para evitar que el revestimiento se rompa, el material debe tener cierta tenacidad. Porque cierta tenacidad es una garantía importante para su trabajo seguro.
Análisis y diseño de procesos técnicos
La placa de mandíbula de esta trituradora originalmente usaba ZGMn13-4, y las propiedades mecánicas después del tratamiento de endurecimiento por agua fueron: σb 615 ~ 1275MPa; σ0.2 340 ~ 470MPa; ζ 15% ~ 85%; αK 96 ~ 294J / cm2; HB l80 ~ 225. ZGMn1-4 Dependiendo de la carga de impacto, la profundidad de la capa endurecida superficial puede alcanzar los 9 ~ 18 mm. La capa endurecida de alta dureza resiste el desgaste abrasivo por impacto. Uso continuo real de 15 a 20 días por desgaste y fallas.
Teniendo en cuenta el estado de servicio de esta pieza de trabajo y las ventajas y desventajas de ZGMn13-4, nuestra empresa decidió utilizar GB / T24733-2009 QTD HBW450 en lugar de ZGMn13-4.
Placas de mandíbula de hierro dúctil Diseño de composición química
Seleccione arrabio S y P de baja calidad, use FeSi75 como inoculante y nebulizador FeSiMg6RE2, y agregue una cierta cantidad de Cu y Mo.
- C es uno de los elementos básicos de la fundición nodular. Un contenido de C adecuado favorece la grafitización. Debido a que el grafito nodular tiene el menor impacto en las propiedades mecánicas de la fundición, el contenido de C del hierro fundido nodular es generalmente más alto que el del hierro fundido gris. Teniendo en cuenta que el grosor de la pared principal de la pieza fundida es de aproximadamente 40 ~ 80 mm, el contenido de C es de 3.4% ~ 3.6%.
- En el hierro fundido nodular, el Si es un elemento de grafitización y el Si es el segundo elemento más importante después de C. El Si puede aumentar de forma estable el contenido de ferrita, reducir eficazmente la tendencia al blanco de la fundición y también mejorar la redondez del grafito. Refina el grupo eutéctico. Sin embargo, el Si aumentará la temperatura de transición frágil de la pieza fundida y reducirá la tenacidad al impacto de la pieza fundida, por lo que el contenido de Si debe reducirse razonablemente y el contenido de Si se considera que es del 2.4% al 2.6%.
- S es un elemento antiesferoidizante típico. Debido a que S tiene una fuerte afinidad con elementos esferoidizantes como Mg y RE, S consumirá una gran cantidad de Mg y RE en el hierro fundido, formando sulfuros de Mg y RE, causando poros y atrapamiento oxidativo. Defectos como escoria. Se requiere que el contenido de azufre sea inferior al 0.03%.
- P es un elemento nocivo en el hierro dúctil. Cuando su contenido es inferior al 0.05%, el P se disuelve en la matriz metálica y tiene poco efecto sobre las propiedades mecánicas de la pieza fundida. Cuando el contenido es superior al 0.05%, P se segrega fácilmente en el límite eutéctico, formando eutécticos de fósforo binarios, ternarios o compuestos, lo que reduce la tenacidad del hierro fundido. A medida que aumenta el contenido de P, aumenta la temperatura de transición frágil de la pieza fundida. Por lo tanto, generalmente se requiere que el contenido de P en el hierro dúctil sea inferior al 0.045%.
- El Mn en el hierro dúctil aumenta principalmente la estabilidad de la perlita, forma fácilmente carburos y afecta la tenacidad de las piezas fundidas. Por lo tanto, cuanto menor sea el Mn en el hierro dúctil, mejor, pero la placa de revestimiento es de hierro dúctil perlita y el contenido de manganeso es del 0.8% al 1.0%.
- Cu y Mo son los elementos que mejoran la templabilidad de las piezas de fundición de grafito esferoidal. Los elementos de Cu y Mo se agregan de acuerdo con el grosor de las piezas fundidas para garantizar que las piezas puedan endurecerse.
Tratamiento térmico de placas de mandíbula de hierro dúctil
Se calienta con un horno de resistencia y se apaga con un horno de nitrato.
- Temperatura de austenización y tiempo de austenización
La temperatura de austenización es de 910 ℃ ± 10 ℃. El tiempo de austenización se determina de acuerdo con el tamaño de la pieza de trabajo, el grosor de la pared, el número de piezas que se pueden colocar en el horno y la influencia del método de calentamiento. - Temperatura de enfriamiento isotérmico y tiempo de transición isotérmico
El tiempo del convertidor del tratamiento térmico es inferior a 18 segundos, y la temperatura y el tiempo de enfriamiento isotérmico se determinan de acuerdo con el tamaño de la pieza de trabajo, el grosor de la pared, la cantidad de piezas que puede contener el horno, el método de calentamiento y la influencia del baño de sal. método. - Microestructura y propiedades después del tratamiento térmico.
Estructura de la matriz después del tratamiento térmico: ferrita acicular + austenita rica en carbono + bolas de grafito. Se permiten pequeñas cantidades de martensita y carburos. Requisitos de rendimiento: resistencia a la tracción δs≥1600MPa, límite elástico δ0.2≥1300MPa, dureza HRC≥48, energía de impacto (sin espacio): αk≥25J.
Diseño de proceso de fundición de placas de mandíbula de hierro dúctil
1) Modelado de arena de resina. El peso unitario de la pieza fundida es 183㎏, el grosor de la pared es desigual y el alimentador de corte se contrae.
2) La temperatura de vertido es de 1350 ~ 1370 ℃, el tiempo de vertido se controla para que sea de 29 ~ 32 segundos, y cada caja de hierro fundido es de aproximadamente 205㎏.
3) El tiempo de colada de cada bolsa de esferoidización no supera los 8 minutos; el nivel de esferoidización es 2 o más; el tamaño de la esfera de grafito es 6 o más; el número de esferas de grafito es superior a 100 por mm2; la proporción de esferoidización es superior al 85%; el contenido de perlita es superior al 50%.
resultados de la prueba
Los resultados reales de la prueba son esferoidización de grado 2, perlita 65%, bolas de grafito 5, bolas de grafito más de 120 por mm2, HRC51 ~ 54 después del tratamiento térmico, tenacidad al impacto 30 ~ 35J / cm2, de los cuales hierro acicular El cuerpo es más pequeño, ver imagen.
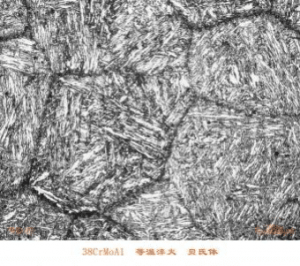
Microestructura X450 de QTD HBW500 en placas de mandíbula de hierro dúctil de diseño
Después de ser utilizado en una trituradora de mandíbulas 400X600, la dureza de procesamiento de la superficie puede alcanzar más de HRC65. Después de la medición, el espesor de la capa endurecida superficial es de 20-25 mm. Después de 30 días de uso continuo, los dientes mostrarán signos de desgaste y quedarán planos. Desecho debido al uso y desgaste de 50 días. Una cálida bienvenida por parte de los usuarios.

