Análisis de abrasión y diseño de optimización de revestimientos de chancadores de cono en chancadores de cono hidráulicos
Cavidad trituradora de cono y revestimientos de trituradora de cono El material son los factores más importantes que afectan la abrasión del cóncavo y el manto en la trituradora de cono hidráulica. Tenemos un cliente que opera la trituradora de cono hidráulica KP100 para triturar adoquines. Cada juego de revestimientos para trituradoras de cono puede triturar 5400 toneladas y trabajar 600 horas. En función de sus condiciones de trabajo, analizaremos la abrasión del revestimiento de la trituradora de cono y optimizaremos el diseño de los revestimientos.
Los revestimientos de la trituradora de cono de la trituradora de cono son piezas importantes y piezas de desgaste importantes. Un par de revestimientos bien diseñados y fabricados no solo pueden garantizar la eficiencia de producción de la trituradora, sino también ahorrar energía, mano de obra y materias primas, y garantizar la calidad del producto. Hay muchos factores que afectan el desgaste del revestimiento, como la dureza del material, el tamaño de las partículas, la humedad, el rendimiento y el método de alimentación, etc., pero los más importantes son el diseño de la curva de la cavidad y los factores de selección del material.
Análisis de abrasión del revestimiento de la trituradora de cono
Según las condiciones de trabajo de la trituradora de cono KP100 de nuestro cliente:
- 1 juego de revestimiento para trituradora de cono
- Material de aplastamiento: adoquín
- La vida laboral: horas 600
- Triturado 5400 toneladas en total
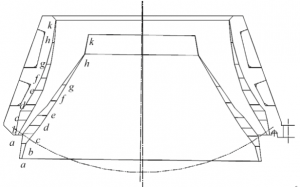
La curva del manto de la trituradora de cono y el cóncavo después de mapear el desgaste se muestra en la siguiente figura:
Abrasión del manto triturador de cono
Abrasión del cóncavo de la trituradora de cono
La cantidad de desgaste de cada sección a lo largo de la dirección de la altura del cóncavo y el manto se enumeran en la tabla:
| La etiqueta | Manto triturador de cono | Trituradora de cono cóncava | ||
| Altura | Cantidad de abrasión | Altura | Cantidad de abrasión | |
| a | 0 | 8 | 0 | 13.5 |
| b | 50 | 29 | 50 | 15 |
| c | 80 | 39 | 83 | 36.5 |
| d | 101 | 33 | 110 | 36.5 |
| e | 149 | 27.8 | 144 | 32.5 |
| f | 190 | 19 | 193 | 20 |
| g | 236 | 14.5 | 247 | 13 |
| h | 307 | 6.3 | 350 | 1 |
| k | 382 | 2.5 | 415 | 1 |
Tomando la altura del cóncavo y el manto como abscisas y la cantidad de desgaste de cada sección como ordenada, las curvas de desgaste y desgarro del cóncavo y del manto se hacen respectivamente como se muestra en la figura.
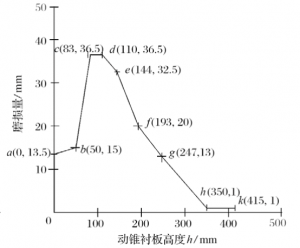
Curva de abrasión del cóncavo de la trituradora de cono
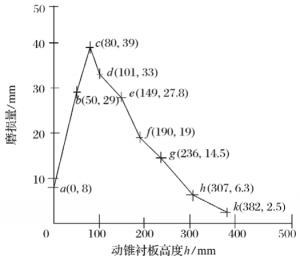
Curva de abrasión del manto de la trituradora de cono
Análisis de desgaste del manto de la trituradora de cono
Según las cifras anteriores, la cantidad de desgaste en diferentes posiciones del manto de la trituradora de cono es diferente.
Desde el punto k hasta el punto d, hay una sección de desgaste gradual, es decir, la cantidad de desgaste de la curva del manto de la trituradora de cono aumenta gradualmente desde el punto k hasta d en la parte superior. Debido al punto k alrededor del extremo superior de esta sección, la trituradora de cono soporta La enorme carga de impacto del mineral grande hace que tenga un buen efecto de endurecimiento por impacto superficial (el material es acero con alto contenido de manganeso), por lo que la dureza de la superficie del El tablero de revestimiento puede ser de hasta 500 HBW, por lo que el valor de dureza superior es el más alto.
Debajo del punto k al punto d, a medida que los trozos grandes de mineral se rompen gradualmente en trozos medianos e incluso pequeños, y finalmente se rompen en el tamaño de bloque requerido del producto, la carga de impacto en la superficie de la placa de revestimiento se reduce gradualmente, por lo que el El grado de endurecimiento por impacto de la superficie está aumentando Además, el volumen inferior de la cavidad es más pequeño que el volumen superior, se rompe la misma cantidad de material y la parte inferior tiene un mayor desgaste que la parte superior. Por lo tanto, la curva de desgaste cambia aproximadamente de manera lineal desde el punto k al punto d, es decir, la cantidad de desgaste en el punto k es la menor y el punto d es la mayor.
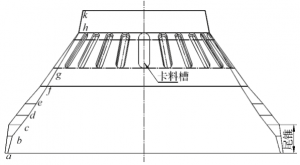
Desde el punto d hasta el punto a, es una sección paralela de tipo cavidad, y también es una sección que no se desgasta gradualmente. En esta sección, con la abrasión gradual de la superficie del revestimiento del cono móvil y fijo durante el proceso de producción, el espacio entre las aberturas de descarga también aumenta. Esto hace que el cono de cola del cono en movimiento entre en la cavidad después del desgaste del cono fijo, y finalmente hace que la parte del cono de cola y la curva de desgaste del cono fijo formen nuevos puertos de descarga y regiones paralelas. la siguiente imagen:
Cifra de la cámara después de la abrasión
Análisis de desgaste del cóncavo de la trituradora de cono
Según las cifras anteriores, la cantidad de desgaste en diferentes posiciones del cóncavo de la trituradora de cono también es diferente.
De k a h, es la sección de entrada. La curva del revestimiento en esta sección es aproximadamente vertical (las curvas del cono fijo y móvil son aproximadamente paralelas). Por lo tanto, durante el ajuste hacia arriba del cono móvil (vida útil), el tamaño de entrada y la entrada El tamaño de partícula del material no cambia básicamente, la carga de impacto está equilibrada y el grado de endurecimiento por impacto de la superficie es básicamente el mismo, por lo que la cantidad de desgaste en esta sección no cambia mucho.
La sección desde el punto h hasta el punto c es una sección de desgaste gradual, que es aproximadamente igual al análisis anterior del revestimiento del cono fijo desde el punto k hasta el punto d. Es decir, el punto superior h está sujeto a una gran carga de impacto de un mineral grande. El valor más alto es del punto h al punto c. A medida que la carga de impacto disminuye gradualmente, el grado de endurecimiento por impacto de la superficie también disminuye. Además, el espacio de la cavidad disminuye de arriba hacia abajo, por lo que la cantidad de desgaste es la más pequeña en el punto h. , El punto C es el más grande y, en esta sección, la curva de desgaste muestra una tendencia aproximadamente lineal.
La sección del punto c al punto a (es decir, la sección del cono de cola) es una sección de desgaste no gradual. En esta sección, con el desgaste gradual de la superficie de los revestimientos de los conos móviles y fijos, la brecha entre las aberturas de descarga también continúa aumentando. Para garantizar la calidad del producto, el cono móvil debe ajustarse en la dirección de modo que el cono de cola del cono móvil entre gradualmente en el cono fijo. En la cavidad, las curvas de cono desgastado y fijo forman un nuevo patrón de cavidad de trituración una y otra vez hasta que la cola del cono móvil y la curva del cono desgastado forman una nueva zona paralela y tamaño de puerto de descarga.
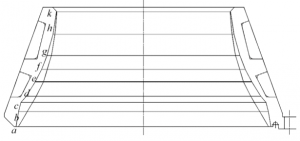
La situación real de desgaste del cóncavo y el manto de la trituradora de cono

La situación real de desgaste del manto de la trituradora de cono (entero)
La situación real de desgaste del manto de la trituradora de cono (pieza)

La situación real de desgaste de la trituradora de cono cóncava (entera)

La situación real de desgaste del cóncavo de la trituradora de cono (pieza)
El resultado
- El cóncavo y el manto de la trituradora de cono tienen básicamente la misma cantidad de desgaste a la misma altura, la vida útil es aproximadamente la misma y el diseño de la curva de la cavidad es más razonable.
- En la sección paralela en forma de cavidad, la cantidad de desgaste es mucho mayor que la parte superior. El desgaste más severo es la entrada de la zona paralela del cono fijo, es decir, el punto d y abajo y el puerto de descarga del revestimiento del cono móvil y arriba al punto E.
- Dentro del límite de desgaste del revestimiento, aunque la curva original ya no existe, debido al desgaste constante de los revestimientos de cono fijo y móvil, durante el proceso de producción, con el ajuste automático del tamaño del puerto de descarga, el nuevo tipo de cavidad de trituración es nuevamente la formación secundaria, que asegura que la forma de grano del revestimiento después del desgaste sea básicamente la misma que la del revestimiento nuevo.
Diseño de optimización y medidas de mejora de materiales
Con base en el análisis anterior, se pueden adoptar las siguientes medidas de mejora de diseño y materiales:
- Reduzca el grosor del manto de la trituradora de cono desde el punto k al punto g (11 ~ 16 mm) para adaptarse a la curva del revestimiento desgastado. Esto puede reducir la cantidad de material y garantizar la vida útil de todo el revestimiento.
- Diseñe la profundidad del conducto cóncavo para que sea menos profunda (10 mm) y más profunda (17 mm), de modo que coincida con la curva del revestimiento desgastado para mejorar el revestimiento durante el uso. Efecto de material de tarjeta.
- Aleando (agregando una cierta cantidad de Cr, Mo y trazas de aleación (agregando una cierta cantidad de Cr, Mo y trazas de aleación (agregando una cierta cantidad de Cr, Mo y trazas de aleación) (agregando una cierta cantidad de Los elementos de aleación de Cr, Mo y trazas como V y Ti) mejoran la resistencia a la fatiga y la resistencia al desgaste del acero con alto contenido de manganeso, mejorando así la debilidad de la resistencia al desgaste insuficiente de los revestimientos de acero con alto contenido de manganeso.

