La maquinaria trituradora de piedra se usa ampliamente en muchos departamentos, como minas, fundición, materiales de construcción, carreteras, ferrocarriles, conservación de agua e industria química. Con el desarrollo de la economía mundial, la reactivación de la minería y otras industrias básicas, la demanda y el aumento de trituradoras, los requisitos de los clientes en cuanto a calidad y rendimiento del producto son cada vez más altos. Como pieza importante de fundición a gran escala en maquinaria minera, el marco principal tiene una estructura compleja, un espesor de pared pequeño y uniforme en comparación con el soporte superior, el soporte superior y el soporte medio. Es difícil realizar la secuencia de solidificación de las piezas fundidas debido a las características estructurales. Durante la producción, los defectos de deformación, porosidad de contracción y cavidad de contracción son relativamente prominentes. Después de la inspección de partículas magnéticas, las marcas magnéticas más allá del estándar muestran que no solo afecta la calidad del producto, aumenta el costo, sino que también afecta el tiempo de entrega. En este documento, la tecnología de simulación numérica del proceso de solidificación se utiliza para optimizar el proceso de fundición, garantizar la solidificación secuencial de las piezas fundidas y el efecto de alimentación del acero fundido, finalmente resolver la cavidad de contracción y los defectos de porosidad de contracción del marco principal, mejorar la calidad del marco principal y garantizar el suministro estable de lotes de dichos productos.
Parámetros básicos y requisitos técnicos de bastidor principal trituradora de cono
Solo fabricamos un bastidor principal de trituradora de cono MP800 para nuestros clientes, por lo que elegimos esta pieza como ejemplo.
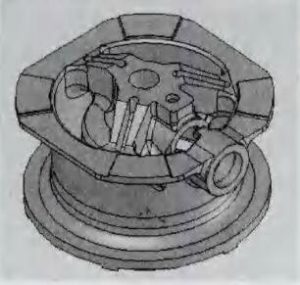
Estructura principal de la trituradora de cono MP800
El marco principal de la trituradora de cono MP800 es muy grande, tamaño: 3727 * 2436 (mm), peso: 35.3 t, material: J03006
| Composición química J03006 | |||||||
| C | Si | Mn | S | P | Ni | Cr | Mo |
| 0.25 - 0.35 | 0.2 - 1.0 | 0.7 - 0.75 | ≤ 0.04 | ≤ 0.04 | ≤ 0.5 | ≤ 0.25 | ≤ 0.2 |
El proceso de producción del bastidor principal de la trituradora de cono
1. De acuerdo con el análisis de la estructura de fundición, se determina el plan de separación de la fundición. El grosor mínimo de la pared de la correa y la brida grande inferior están diseñadas como superficies de separación, como se muestra en la siguiente figura:
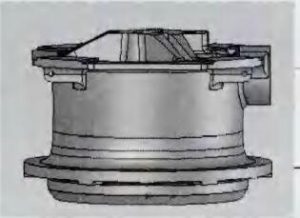
Plan de partición del bastidor principal de la trituradora de cono MP800
2. La forma de alimentación está diseñada de acuerdo con la forma de solidificación de la secuencia de fundición. A partir del análisis estructural, hay grandes puntos calientes en las bridas superior e inferior, y es difícil realizar la solidificación secuencial en la misma dirección. Por lo tanto, la plancha en frío se diseña a partir de la banda media y el elevador de alimentación se diseña en las bridas superior e inferior.
3. El sistema de vertido de retorno inferior se adopta para el modo de vertido, es decir, el acero líquido se conduce al fondo de la pieza fundida a través del bebedero y el bebedero transversal, y luego se inyecta en la cavidad del molde desde el fondo por la compuerta interior.
Análisis y problemas de piezas de fundición del bastidor principal de la trituradora de cono
Problemas de piezas de fundición del bastidor principal de la trituradora de cono
En la producción real, el proceso inicial se utiliza para modelar y verter. Se encontró una gran cantidad de contracción en la correa y la dureza de la pieza fundida en el orificio del eje intermedio no cumplió con los requisitos técnicos, como se muestra en la figura:

Problema del bastidor principal de la trituradora de cono MP800
Análisis de problemas
En el proceso de enfriamiento de la fundición desde la temperatura de vertido hasta la temperatura ambiente, hay tres etapas de contracción interrelacionadas: contracción del líquido, contracción por solidificación y contracción del sólido. Según la teoría de la solidificación, la contracción de volumen entre las líneas de fase líquido-sólido es la etapa principal de formación de la cavidad de contracción y la porosidad de contracción. Los agujeros grandes y concentrados se denominan cavidades de contracción, mientras que los agujeros pequeños y dispersos se denominan cavidades de contracción. Cuando el canal de alimentación de líquido no está obstruido y la dendrita no forma una estructura de red, la contracción de volumen muestra una cavidad de contracción concentrada y está ubicada en la parte superior de la unidad fluida de la pieza fundida; mientras que cuando la dendrita forma una estructura, el macrocanal de alimentación se bloquea y la contracción del volumen de la parte líquida rodeada por la partición dendrítica muestra una porosidad de contracción. La porosidad por contracción es un proceso complejo, que no solo está relacionado con las propiedades y la temperatura de la aleación, sino también con las características de tamaño de las dendritas y su morfología estructural, velocidad de crecimiento, presión externa y otros factores.
Desde el punto de vista macroscópico, se considera que el grosor de la pared de la cinta del bastidor principal mp800 es relativamente uniforme, y el elevador de alimentación del diseño del proceso se coloca en las superficies de procesamiento de la pestaña superior e inferior. No hay subsidio de metal en la cinta de fundición y no se forma un buen canal de alimentación en forma de cuña, lo que da como resultado una distancia de alimentación finita vertical insuficiente del tubo ascendente, y el centro de la pared de fundición parece encogerse durante el proceso de solidificación.
Desde el punto de vista de la solidificación, el volumen de acero fundido comienza a contraerse con la disminución de la temperatura después del vertido del marco principal. Cuando la pieza de fundición está en estado líquido, no hay formación de dendrita en el metal líquido, el canal de alimentación de la pieza de fundición está desbloqueado y el metal líquido tiene buena fluidez. Cuando el líquido se contrae, el acero fundido en el tubo ascendente puede alimentarse completamente. Con la disminución adicional de la temperatura, la pieza fundida entra en la zona de transición líquido-sólido. En este momento, se produce la principal contracción de solidificación y el volumen de líquido cambia mucho. La alimentación de la fundición depende principalmente de tres modos: alimentación en masa, alimentación dendrítica y llenado explosivo. En la etapa posterior de solidificación, comenzó a formarse una gran cantidad de dendritas, con dendritas desarrolladas, brazos de dendritas conectados y una gran cantidad de estructuras de red formadas entre dendritas. En este momento, se desarrolla el brazo dendrítico, que no es fácil de dañar por la diferencia de presión del líquido. Al mismo tiempo, la estructura del marco principal aquí es el espesor de pared uniforme, y el proceso de solidificación ocurre de arriba a abajo al mismo tiempo. Una gran cantidad de conexiones dendríticas dificultan la alimentación del líquido del tubo ascendente a este lugar y no se producirá un "llenado explosivo". El fluido de alimentación fluye entre las dendritas con gran resistencia, que básicamente es la filtración, por lo que el fluido entre las dendritas no puede obtener la alimentación externa y finalmente producir porosidad por contracción. Desde este punto de vista, la contrahuella no se puede incrementar en la posterior mejora del proceso.
La dureza de la fundición en el orificio del eje no puede cumplir con los requisitos técnicos, principalmente porque la dureza de otras partes de la pieza no es alta, solo la dureza de esta parte es alta.
Mejora de la contracción del bastidor principal de la trituradora de cono
- El cinturón del marco principal del mp800 está demasiado lejos del elevador superior y el gradiente de alimentación del elevador no es suficiente. A través del cálculo del módulo, aumente la tolerancia del proceso, aumente el canal de alimentación, de modo que el canal de alimentación sea posterior a la solidificación del punto caliente, de modo que la fundición pueda lograr una solidificación secuencial. Después de la mejora, se agrega la tolerancia del proceso entre el tubo ascendente y la junta caliente, de modo que se pueda evitar por completo la porosidad por contracción.
- Aumente la distancia de alimentación efectiva de la contrahuella. En general, la distancia de alimentación efectiva del elevador es L = R + e (regla: área de alimentación del elevador, e: área final). Hay dos formas de aumentar la distancia de alimentación de la contrahuella, es decir, para aumentar la plancha en frío del lugar de la contrahuella. Sin embargo, en la producción, a veces se encuentra que la contracción se produce cuando la distancia entre los dos tubos ascendentes está cerca del tubo ascendente F. Esto se debe a la interferencia térmica de los dos tubos ascendentes y a la prolongación del tiempo de solidificación. También es posible que las dos bandas fluyan entre sí y hagan que las dos bandas y la contrahuella se solidifiquen sincrónicamente. En la etapa posterior, la contracción se produce cuando no hay alimentación. Por lo tanto, en la modificación del proceso, el hierro frío se coloca entre los elevadores del ala superior e inferior, y el hierro frío se coloca en el espesor de pared mínimo para aumentar el área del extremo.
- A través del tratamiento térmico local, la dureza de la fundición en este lugar puede cumplir con los requisitos técnicos.
A través de la mejora, Qiming Machinery había moldeado el bastidor principal de la trituradora de cono MP800 de alta calidad para nuestros clientes.
