Нещодавно наша ливарня отримує замовлення від замовника з США, якому потрібні набори великих конусних дробарок. його вага 6050 кг, матеріал ZGMn18Cr2. На додаток до вимог звичайних матеріалів та розмірів, замовники також мають суворі вимоги до розміру зерна корпусу та якості поверхні виливків. Що стосується розміру зерна, замовник вимагає, щоб розмір зерен у центральній позиції литого тестового блоку досягав рівня 1. Розмір тестового блоку становить 60 мм × 60 мм × 40 мм.
Конусна дробарка увігнута є однією з основних зношені деталі дробарки в конусній дробарці.
Проектування процесу увігнутого лиття великої конусної дробарки
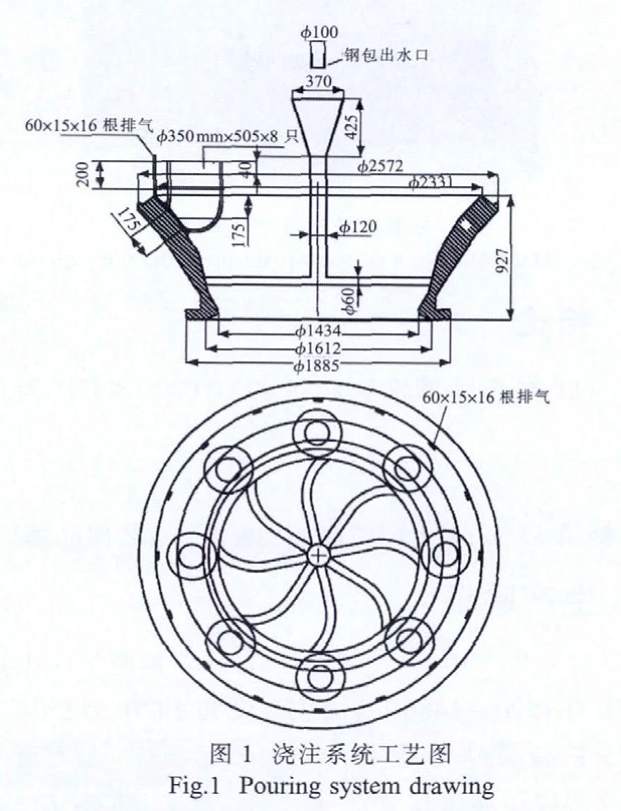
1. Дизайн системи заливки
Завдяки великим розмірам конусної дробарки цього типу (верхній діаметр 2572 мм, діаметр донизу 1885 мм і висота 927 мм) і якісній поверхні, ми вирішили використовувати систему заливки в нижній частині. Ця система забезпечує плавне заповнення розплавленої сталі та зменшує появу поверхневих дефектів у виливках. Бігун був встановлений в центрі виливки і прокладений вогнетривкою трубою діаметром 120 мм. Щоб забезпечити потребу в об'ємному розмірі зерен, температуру лиття високомарганцевої сталі потрібно знизити. Інтервал затвердіння високомарганцевої сталі короткий. Для забезпечення плавного заповнення на основі зниження температури заливки використовується 8 внутрішніх бігунів, які прокладаються вогнетривкими трубами діаметром 60 мм. Для встановлення стояка, щоб задовольнити потреби в добавці, був використаний нагрівальний стояк квазі-350 мм × 305 мм. За напрямком висоти була встановлена теплоізоляційна сорочка для збільшення висоти на 300 мм, загалом 8 стояків. У верхній коробці встановлено 16 штук вихлопу 50 мм × 16 мм. У піщаному матеріалі використовується кварцовий пісок, який використовується на заводі протягом тривалого часу. Водне скло як сполучна речовина, процес затвердіння діоксидом вуглецю.
2. Процеси плавки та лиття
Маса увігнутої конусної дробарки становить близько 6050 кг, маса розливної системи - близько 200 кг, стояка - близько 2800 кг, а загальна потреба в розплавленій сталі перевищує 9050 кг. Згідно з нашими умовами ливарного виробництва, одночасна робота однієї 5-тонної та однієї 3-ти тонової печей середньої частоти може задовольнити попит на розплавлену сталь. Окрім суворого контролю за кількістю доданого повторного шліфування, одночасно використовується високоякісний шлаковідвід. Перед постукуванням повністю розкиснути. Через низьку температуру заливки використовуються донні пакети для лиття. Перед використанням розігрійте ківш. Температура відведення становить 1460 ~ 1480 ℃, а температура розливу - 1430 ~ 1450 ℃. Виміряйте температуру перед натисканням та заливкою, а потім заливкою після досягнення температури заливки. Розливання повинно бути плавним, забезпечувати безперервний потік і завершувати протягом 1 хвилини, щоб уникнути недостатньої заливки та дефектів холодної ізоляції при нижчих температурах заливки. Залийте стояк для заповнення, а потім покрийте стояк ізоляцією. Коробку розпушують через 10 годин після заливки та відкривають через 80 годин.
