Analyse de la force et des principales formes de défaillance plaques de mâchoire
La doublure de concassage à mâchoires fixes de concasseur à mâchoires produite par notre société est principalement utilisée pour le concassage grossier et moyen de matériaux durs. Pendant le processus de travail, il supporte la force de frottement du matériau, une énorme force d'écrasement et des impacts de compression. Les conditions de travail sont très dures.
Analyse de force
Lorsque le matériau à écraser tombe d'un certain niveau de la cascade sous l'action de la gravité, il heurte directement le matériau du fond, et la plaque de mâchoire mobile serre et écrase à plusieurs reprises le matériau par le mouvement du cycle alternatif et la plaque de mâchoire fixe. Le matériau roule et glisse à plusieurs reprises entre la plaque de mâchoire mobile et la plaque de mâchoire fixe pendant le mouvement vers le bas. En raison de l'impact, de la dégringolade et de la compression du matériau, il est soumis à une forte usure. Par conséquent, le produit doit être capable de résister à des charges d'impact multiples à haute énergie, et le frottement au roulement et au glissement doit avoir une résistance à l'abrasion considérable.
Forme d'échec
Échec d'usure
Dans le processus de service de la doublure de concassage à mâchoires fixes de concasseur, la défaillance d'usure est la principale forme de défaillance. Lors du broyage du matériau, en plus de l'impact du matériau, la surface de la garniture de concassage de la mâchoire fixe est également soumise au broyage et au pressage du matériau, de sorte que les modes de rupture d'usure sont des sillons, des piqûres et des fissures . Cependant, en raison des différents matériaux de la garniture, ces trois modes de rupture d'usure ne jouent pas un rôle prépondérant en même temps. Les matériaux durs avec une faible résistance à l'abrasion sont principalement causés par une rupture de sillon et de déformation, et les matériaux à haute résistance à l'abrasion sont principalement des fissures et une rupture de puits.
L'usure du matériau n'est pas seulement liée à la dureté du matériau broyé, mais, plus important encore, au rapport de dureté du matériau de revêtement au matériau broyé. Selon le principe de base de l'usure abrasive, la dureté Ha du matériau est bien supérieure à la dureté du matériau métallique Hu. , Le matériau métallique est fortement usé. Lorsque Hu / Ha > 1.25 ~ 1.30, l'usure sera considérablement réduite. Par conséquent, l'augmentation de la dureté du matériau peut augmenter considérablement la capacité du matériau à résister à l'usure abrasive.
Échec de fracture
Il existe de nombreuses raisons à l'échec d'une fracture. Premièrement, le matériau lui-même a une ténacité trop faible. Par exemple, le matériau de revêtement en fonte blanche résistante à l'usure est utilisé dans les grands concasseurs. Les défauts tels que les fissures de trempe deviendront la source de fissures et se dilateront rapidement sous la charge d'impact. Par conséquent, pour un panneau de revêtement, si le panneau de revêtement se brise soudainement en raison d'une ténacité insuffisante, les conséquences sont graves, de sorte que le panneau de revêtement doit avoir une ténacité suffisante.
Exigences de performance des plaques de concasseur à mâchoires
Il ressort de l'analyse ci-dessus qu'un bon revêtement de concasseur doit avoir les propriétés suivantes.
- Haute résistance à l'abrasion et dureté élevée. Selon le principe selon lequel la quantité d'usure de coupe est inversement proportionnelle à la dureté du matériau, la dureté du matériau ou la dureté d'un certain composant du matériau doit dépasser la dureté de l'abrasif pour réduire la quantité d'usure.
- Haute résistance ou résistance à la fatigue élevée. Le concasseur fonctionne en continu pendant 6 à 12 mois, et son cycle de stress peut atteindre 6 × 106 ~ 6 × 107 fois, ce qui est déjà une catégorie de fatigue. Le matériau à haute résistance à la fatigue empêche les fissures de fatigue et les dommages par pelage.
- Une certaine résilience. Afin d'éviter que le revêtement ne se brise, le matériau doit avoir une certaine ténacité. Parce qu'une certaine ténacité est une garantie importante pour son travail en toute sécurité.
Analyse et conception de processus techniques
La plaque de mâchoire de ce concasseur utilisait à l'origine ZGMn13-4, et les propriétés mécaniques après traitement de trempe à l'eau étaient: σb 615 ~ 1275MPa; σ0.2 340 ~ 470MPa; ζ 15% ~ 85%; αK 96 ~ 294 J / cm2; HB l80 ~ 225. ZGMn1-4 En fonction de la charge d'impact, la profondeur de la couche de surface durcie peut atteindre 9 ~ 18 mm. La couche durcie à haute dureté résiste à l'usure par abrasion. Utilisation continue réelle 15 à 20 jours d'échec d'usure.
Compte tenu de l'état de service de cette pièce et des avantages et inconvénients de ZGMn13-4, notre société a décidé d'utiliser GB / T24733-2009 QTD HBW450 au lieu de ZGMn13-4.
Plaques de mâchoires en fonte ductile Conception de la composition chimique
Sélectionnez la fonte brute S et P de mauvaise qualité, utilisez FeSi75 comme inoculant et le nébuliseur FeSiMg6RE2, et ajoutez une certaine quantité de Cu et Mo.
- C est l'un des éléments de base de la fonte nodulaire. Une teneur en C appropriée est propice à la graphitisation. Le graphite nodulaire ayant le moins d'impact sur les propriétés mécaniques de la pièce moulée, la teneur en C de la fonte nodulaire est généralement plus élevée que celle de la fonte grise. En considérant que l'épaisseur de la paroi principale de la pièce moulée est d'environ 40 × 80 mm, la teneur en C est de 3.4% × 3.6%.
- Dans la fonte nodulaire, Si est un élément graphitisant et Si est le deuxième élément le plus important après C. Si peut augmenter de manière stable la teneur en ferrite, réduire efficacement la tendance au blanc de la pièce moulée et également améliorer la rondeur du graphite. Affinez le groupe eutectique. Cependant, Si augmentera la température de transition fragile de la pièce moulée et réduira la ténacité à l'impact de la pièce moulée, de sorte que la teneur en Si doit être raisonnablement réduite, et la teneur en Si est considérée comme étant de 2.4% à 2.6%.
- S est un élément anti-sphéroïdisant typique. Parce que S a une forte affinité avec les éléments sphéroïdisants tels que Mg et RE, S consommera une grande quantité de Mg et RE dans le fer fondu, formant des sulfures de Mg et RE, provoquant des pores et un piégeage oxydatif. Les défauts tels que les scories. La teneur en soufre doit être inférieure à 0.03%.
- Le P est un élément nocif de la fonte ductile. Lorsque sa teneur est inférieure à 0.05%, le P est dissous dans la matrice métallique et a peu d'effet sur les propriétés mécaniques de la pièce moulée. Lorsque la teneur est supérieure à 0.05%, P se sépare facilement à la frontière eutectique, formant des eutectiques au phosphore binaires, ternaires ou composites, réduisant la ténacité de la fonte. Lorsque la teneur en P augmente, la température de transition fragile de la pièce moulée augmente. Par conséquent, la teneur en P de la fonte ductile doit généralement être inférieure à 0.045%.
- Le Mn dans la fonte ductile augmente principalement la stabilité de la perlite, forme facilement des carbures et affecte la ténacité des pièces moulées. Par conséquent, plus le Mn est bas dans la fonte ductile, mieux c'est, mais la plaque de revêtement est en fonte ductile perlite et la teneur en manganèse est de 0.8% à 1.0%.
- Cu et Mo sont les éléments qui améliorent la trempabilité des pièces moulées en fonte à graphite sphéroïdal. Des éléments en Cu et Mo sont ajoutés en fonction de l'épaisseur des pièces moulées pour garantir que les pièces moulées peuvent être durcies.
Traitement thermique des plaques de mâchoires en fonte ductile
Il est chauffé par un four à résistance et trempé par un four à nitrate.
- Température d'austénitisation et temps d'austénitisation
La température d'austénitisation est de 910 ℃ ± 10 ℃. Le temps d'austénitisation est déterminé en fonction de la taille de la pièce, de l'épaisseur de la paroi, du nombre de pièces pouvant être placées dans le four et de l'influence de la méthode de chauffage. - Température de trempe isotherme et temps de transition isotherme
Le temps du convertisseur de traitement thermique est inférieur à 18 secondes, et la température et le temps de trempe isotherme sont déterminés en fonction de la taille de la pièce, de l'épaisseur de la paroi, de la quantité de pièces que le four peut contenir, de la méthode de chauffage et de l'influence du bain de sel. méthode. - Microstructure et propriétés après traitement thermique
Structure matricielle après traitement thermique: ferrite aciculaire + austénite riche en carbone + billes de graphite. De petites quantités de martensite et de carbures sont autorisées. Exigences de performance: résistance à la traction δs≥1600MPa, limite d'élasticité δ0.2≥1300MPa, dureté HRC≥48, énergie d'impact (pas d'espace): αk≥25J.
Plaques de mâchoires en fonte ductile Conception du processus de moulage
1) Modélisation de sable de résine. Le poids unitaire de la pièce moulée est de 183 °, l'épaisseur de la paroi est inégale et le chargeur de découpage rétrécit.
2) La température de coulée est de 1350 ~ 1370 ℃, le temps de coulée est contrôlé à 29 ~ 32 secondes, et chaque boîte de fer fondu est d'environ 205.
3) Le temps de coulée de chaque sac de sphéroïdisation n'est pas supérieur à 8 minutes; le niveau de sphéroïdisation est de 2 ou plus; la taille de la sphère en graphite est de 6 ou plus; le nombre de sphères de graphite est supérieur à 100 par mm2; le taux de sphéroïdisation est supérieur à 85%; la teneur en perlite est supérieure à 50,%.
Résultats de test
Les résultats réels du test sont la sphéroïdisation de qualité 2, perlite 65%, billes de graphite 5, billes de graphite plus de 120 par mm2, HRC51 ~ 54 après traitement thermique, ténacité aux chocs 30 ~ 35J / cm2, dont fer aciculaire Le corps est plus petit, voir photo.
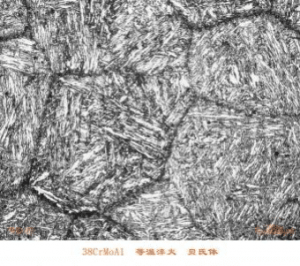
QTD HBW450 Microstructure X500 dans les plaques de mâchoires en fonte ductile
Après avoir été utilisé dans un concasseur à mâchoires 400X600, la dureté du traitement de surface peut atteindre au-dessus de HRC65. Après la mesure, l'épaisseur de la couche durcie en surface est de 20 à 25 mm. Après 30 jours d'utilisation continue, les dents montreront des signes d'usure et les dents seront rectifiées à plat. Déchets dus à une usure de 50 jours. Chaleureusement accueilli par les utilisateurs.

