Korkean kromin puhallustankojen tuotantoprosessi
Suurella iskumurskaimella on yksinkertaisen rakenteen, suuren murskausasteen ja korkean hyötysuhteen edut. Sitä käytetään laajalti kaivos-, sementti-, metallurgia-, sähkö-, tulenkestävät, lasi- ja kemianteollisuudessa. Puhalluspalkki on yksi avaimista ja helppo käyttää murskaimen kulutusosat ison murskaimen. Se kiinnitetään murskaimen roottoriin kiilalla. Kun murskain on toiminnassa, nopea pyörivä roottori ajaa puhallustankoa iskeytymään rikkoutuneeseen malmiin lineaarisella nopeudella 30 ~ 40 m / s. Malmilohko on alle 1500 mm, kuluminen on erittäin vakavaa ja iskuvoima on erittäin suuri. Hankaus- ja iskunkestävyys.
Vaikka perinteinen korkea mangaaniteräs, korkea sitkeys, mutta ei korkea kulutuskestävyys, myös kuluminen. Vaikka tavallisella korkeakromisella valuraudalla on suuri kovuus, se ei ole kova ja helppo rikkoa. Tavoitteena suurten iskumurskainten puhallustankojen työolot ja rakenteelliset ominaisuudet. Olemme kehittäneet erittäin korkean kromisen valurautalevyn, jolla on korkea kattava kulutuskestävyys, perustuen olemassa olevaan tavalliseen korkea-kromiseen valurautaan optimoimalla koostumuksen suunnittelu ja lämpökäsittelyprosessi. Korkean kromin puhallustankojen käyttöikä on yli 3 kertaa tavallista korkeaa mangaaniterästä.
Korkean kromin puhallustankojen kemiallinen koostumus
Hiilielementti
Hiili on yksi keskeisistä tekijöistä, jotka vaikuttavat materiaalien mekaanisiin ominaisuuksiin, erityisesti materiaalin kovuuteen ja iskunkestävyyteen. Materiaalin kovuus kasvaa merkittävästi hiilipitoisuuden kasvaessa, kun taas iskunkestävyys vähenee merkittävästi. Hiilipitoisuuden lisääntyessä kovametallivaluraudassa olevien karbidien määrä kasvaa, kovuus kasvaa, kulutuskestävyys kasvaa, mutta sitkeys vähenee. Suuremman kovuuden saavuttamiseksi ja riittävän sitkeyden varmistamiseksi hiilipitoisuus on suunniteltu olevan 2.6% - 3.0%.
Kromi-elementti
Kromi on tärkein seosaine korkeakromisessa valuraudassa. Kromin määrän kasvaessa karbidien tyyppi muuttuu ja karbidien muoto siirtyy MC3: sta M7C3: een ja M23C6: ksi. Karbideista M7C3: lla on korkein kovuus ja mikrokovuus voi saavuttaa HV1300 ~ 1800. Matriisiin liuenneen kromin määrän kasvaessa pidätetyn austeniitin määrä kasvaa ja kovuus vähenee. Korkean kulutuskestävyyden varmistamiseksi säätämällä Cr / C = 8 ~ 10 voidaan saada suurempi määrä rikkoutuneita M7C3-eutektisia karbideja; sillä välin korkeamman sitkeyden saavuttamiseksi kromipitoisuus on suunniteltu olevan 25% - 27%.
Molybdeeni-elementti
Osa molybdeenistä liuotetaan matriisiin korkeakromisessa valuraudassa kovettuvuuden parantamiseksi; osa siitä muodostaa MoC-karbideja, mikä parantaa mikrokovuutta. Molybdeenin, mangaanin, nikkelin ja kuparin yhdistetty käyttö antaa paremman kovettuvuuden paksuseinäisille osille. Koska puhallustanko on paksu, ottaen huomioon, että ferromolybdeenin hinta on kalliimpi, molybdeenipitoisuutta kontrolloidaan 0.6 prosentista 1.0 prosenttiin.
Nikkeli- ja kuparielementti
Nikkeli ja kupari ovat kiinteän liuoksen vahvistavan matriisin pääelementtejä, jotka parantavat kromivaluraudan kovettuvuutta ja sitkeyttä. Molemmat ovat ei-karbideja muodostavia alkuaineita, ja kaikki liukenevat austeniitiksi austeniitin stabiloimiseksi. Kun määrä on suuri, pidätetyn austeniitin määrä kasvaa ja kovuus vähenee. Ottaen huomioon tuotantokustannukset ja kuparin rajoitetun liukoisuuden austeniittiin, nikkelipitoisuutta kontrolloidaan välillä 0.4% - 1.0% ja kuparipitoisuutta 0.6% - 1.0%.
Piin ja mangaanin alkuaine
Pii ja mangaani ovat tavanomaisia alkuaineita korkeakromisessa valuraudassa, ja niiden päärooli on hapettaminen ja rikinpoisto. Pii vähentää kovettuvuutta, mutta lisää Ms-pistettä. Samalla pii estää karbidien muodostumista, mikä edistää grafitisaation ja ferriitin muodostumista. Sisältö on liian korkea, ja matriisin kovuus vähenee huomattavasti. Siksi piipitoisuutta kontrolloidaan välillä 0.4% - 1.0%. Mangaani laajentaa korkeakromisen valuraudan austeniittifaasialuetta, liukenee kiinteästi austeniittiin, parantaa kovettuvuutta ja vähentää martensiittimuunnoslämpötilaa. Kun mangaanipitoisuus kasvaa, pidätetyn austeniitin määrä kasvaa, kovuus vähenee ja hankauskestävyys muuttuu. Siksi mangaanipitoisuus kontrolloidaan 0.5%: sta 1.0%: iin.
Muut elementit
S. P on haitallinen alkuaine, ja sitä hallitaan yleensä alle 0.05%: n tuotannossa. RE, V, Ti jne. Lisätään komposiittimodifikaattoreina ja ymppäysaineina jyvien puhdistamiseksi, raerajojen puhdistamiseksi ja korkeakromisen valuraudan iskunkestävyyden parantamiseksi.
| Korkean kromin puhallustankojen kemiallinen koostumus | ||||||||
| C | Cr | Mo | Ni | Cu | Si | Mn | S | P |
| 2.6 ~ 3.0 | 25 ~ 28 | 0.6 ~ 1.0 | 0.4 ~ 1.0 | 0.6 ~ 1.0 | 0.4 ~ 1.0 | 0.5 ~ 1.0 | ≤ 0.05 | ≤ 0.05 |
Korkean kromin puhallustankojen valu
Mallinnusprosessi
Kromipuhallustangon piirustukset, paino: 285kg, koko: katso seuraava. Puhallintangon asennusvaatimusten varmistamiseksi puhallustangon tasotaivutusmuutos on ≤ 2 mm. Koska puhallustangon pinta on erittäin korkea, siinä ei saa olla syvennyksiä tai ulkonemia. Valun tiheyden varmistamiseksi käytämme erittäin lujaa hartsihiekkaa, jonka lineaarinen kutistuminen on 2.4 ~ 2.8% .Portaalijärjestelmän poikkileikkaussuhde on suunniteltu sisäpuolen insideF: n mukaan: horizontalF vaakasuora: :F suora = 1: 0.75: 1.1 Se omaksuu vaakasuoran muovaus- ja kaltevuuskaadon ja auttaa samalla lämmitys- ja lämpötilan nousua ja suoraa ulkoista jäähdytysraudaa. Prosessin saantoa kontrolloidaan 70% - 75%.
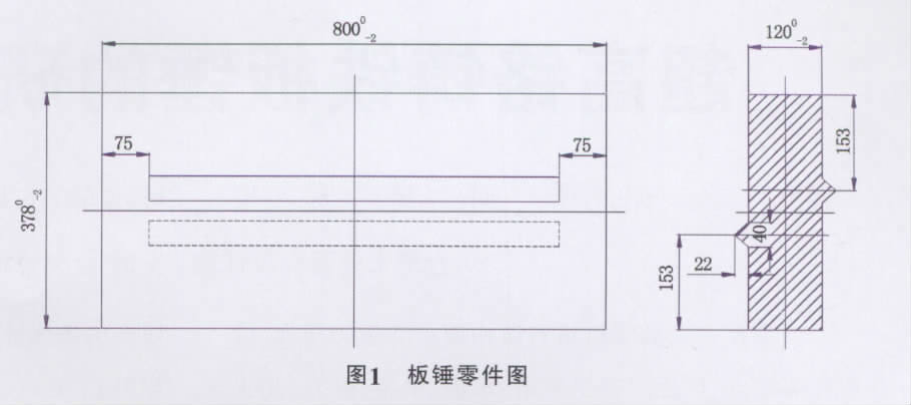
Korkean kromin puhalluspalkin piirustukset
Kokeilutuotantoprosessin aikana olemme ottaneet käyttöön kolme mallinnusprosessia, jotka ovat kuvan 2, kuvan 3 ja kuvan 4 mukaisia. Valamisen ja jauhamisen jälkeen havaittiin, että kuvion 2 ja 3 prosessilla tuotetulla vasaralla on erilainen pinta-ala masennus ja taipuva muodonmuutos. Menetelmä nousuputken lisäämiseksi ei voi poistaa pinnan syvennystä ja taivutusmuutosta, joka ei täytä asennusvaatimuksia. Kuvion 2 ja kuvan 3 muovausprosessin kokeellisen tuotantokokemuksen perusteella päätimme käyttää kuvassa 4 esitettyä vaakasuoraa muovaus kaltevaa kaatopuristusprosessia. Vasaran pinnalla valamisen ja jauhamisen jälkeen ei ole syvennystä ja taipumista muodonmuutos, ja muodonmuutos on ≤ 2mm. Täytä asennusvaatimukset. Erityinen tuotantoprosessi on seuraava: Kun hiekkamuotti on tehty vaakasuoraan, hiekan muotin toinen pää nostetaan tietylle korkeudelle tietyn kallistuskulman muodostamiseksi. (Todellisessa tuotannossa hiekkamuotin kulma määritetään yleensä valun muodon, painon ja rakenteellisten ominaisuuksien mukaan. Kallistuskulmaa ohjataan yleensä välillä 8 ° - 20 °.) Sula rauta tuodaan portista, ja sula rauta tulee ensin onteloon saavuttaakseen alimman pisteen. Se kiinteytyy ensin ulkoisesti jäähdytetyn raudan jäähdytysvaikutuksella. Suuressa paineessa nousuputki saavuttaa maksiminsa, kun se on täytetty sulalla raudalla, ja nousuputki lopulta jähmettyy saavuttaakseen peräkkäisen jähmettymisen, jolloin saadaan tiheän rakenteen omaava valu eikä kutistumista.
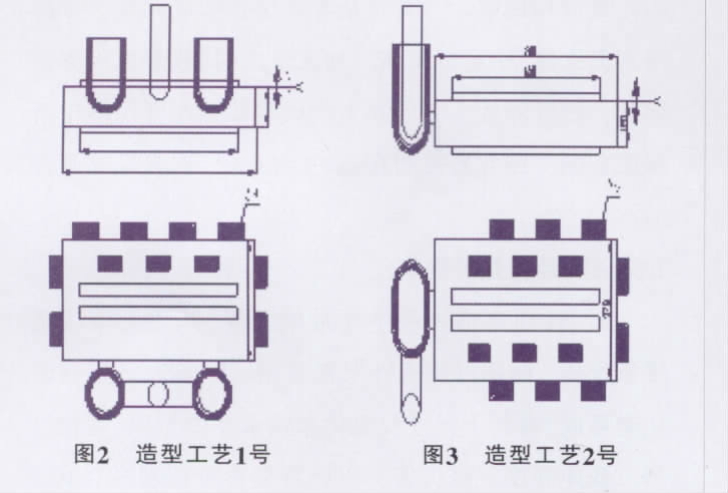
Mallintamisprosessi: Kuva 2 ja Kuva 3
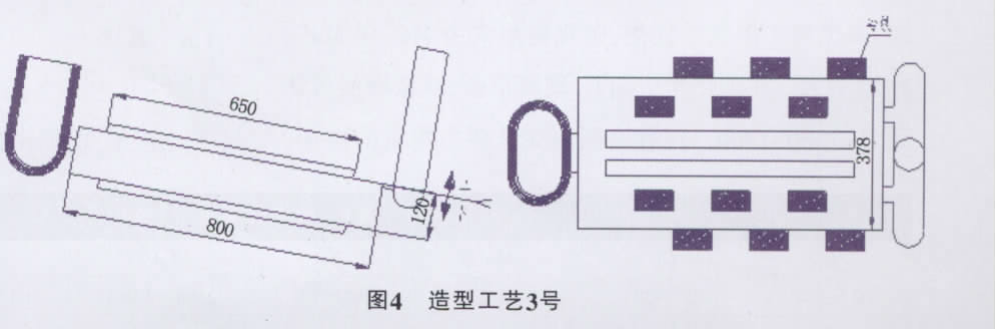
Mallinnusprosessi Kuva 4
Valuprosessi
1000 kg: n keskitaajuista sähköuunia (kvartsihiekkauuni) käytetään sulatustuotantoon. Kalkkikivi + rikkoutunut lasikomposiittikuonausaine lisätään ennen sulatusta. Kun suurin osa panoksesta on sulanut, kuona poistetaan, sitten ferropiin ja ferromangaani lisätään deoksidoitumaan ja alumiinia lisätään määränä 1 kg / t. Lopullisen hapettumisen jälkeen lanka poistetaan uunista ja sulamislämpötilaa säädetään välillä 1 ° C ja 500 ° C.
Lautasvasaran kattavan kulutuskestävyyden parantamiseksi parannamme korkeakromisen valuraudan karbidien morfologiaa komposiittimodifiointi- ja inokulaatiokäsittelyprosesseilla, vähennämme sulkeumia, puhdistamme sulaa rautaa, puhdistettuja jyviä ja parannamme poikkileikkauksen sakeutta. poikkileikkausrakenne ja paksujen ja raskasvalujen suorituskyky. Erityinen toimenpide on: esikuumenna kauha 400 ℃ - 600 ℃, lisää tietty määrä Re-A1-Bi-Mg-komposiittimodifikaattoria ja V-Ti-Zn-komposiittiyhdisteitä kauhaan ennen kaatamista ja kaada sula rauta kuonan jälkeen ruiskutetaan, jäännöskuona aggregoituu nopeasti sulan raudan edelleen puhdistamiseksi, ja samalla muodostetaan lämmöneristyspinnoite valun helpottamiseksi. Sulatettua rautaa rauhoitetaan 2-3 minuuttia ja kaatamislämpötilaa säädetään välillä 1380 ° C - 1420 ° C.
Korkean kromin puhallustankojen lämpökäsittelyprosessi
Erittäin korkean kromivaluraudan korkean lämpötilan sammutuksen ja kuumentamisen aikana seosaineiden liukoisuus austeniittiin lisääntyy lämpötilan noustessa. Kun sammutuslämpötila on matala, johtuen hiilin ja kromin vähäisestä liukoisuudesta austeniitiin, saostuu enemmän sekundaarikarbideja lämmön säilyttämisen aikana. Vaikka suurin osa austeniitista voidaan muuttaa martensiitiksi, austeniitin hiilipitoisuus ja seosaineiden pitoisuus ovat alhaiset, joten kovuus ei ole korkea. Sammutuslämpötilan noustessa, mitä korkeampi austeniitin hiilipitoisuus ja seospitoisuus on, sitä kovempi martensiitti muodostuu muunnoksen jälkeen, ja siksi sammutuskovuus kasvaa. Kun sammutuslämpötila on liian korkea, korkean lämpötilan austeniitin hiilipitoisuus ja seospitoisuus ovat liian korkeat, stabiilisuus on liian korkea, sitä nopeampi jäähdytysnopeus, vähemmän sekundaarikarbideja saostuu, sitä enemmän pidättää austeniittia ja sammutuskovuus Mitä matalampi se on. Sammutus- ja pitoaikojen lisääntyessä ultrakorkean kromivaluraudan makrokovuus kasvaa ensin ja sitten laskee. Austeniittisen pitoajan vaikutus ultrakorkean kromivaluraudan kovuuteen on olennaisesti sekundaarikarbidien saostumisen, liukenemisreaktion läheisyyden ja tasapainotilan vaikutus korkean lämpötilan austeniitin hiilipitoisuuteen ja seospitoisuuteen. Sen jälkeen kun valettu erittäin korkea kromivalurauta on lämmitetty austeniittilämpötilaan, austeniitissa olevat ylikyllästetyt hiili- ja seoselementit saostuvat sekundaarikarbideina, mikä on diffuusioprosessi. Kun pitoaika on liian lyhyt, sekundääristen karbidien saostumismäärä on liian pieni. Koska austeniitti sisältää enemmän hiiltä ja seosaineita, stabiilisuus on liian korkea. Martensiittimuunnos on epätäydellinen sammutuksen aikana ja sammutuksen kovuus on alhainen. Pitoajan pidentyessä sekundäärikarbidien saostumismäärä kasvaa, austeniitin stabiilisuus pienenee, sammutuksen aikana muodostuneen martensiitin määrä kasvaa ja sammutuskovuus kasvaa. Tietyn ajan pitämisen jälkeen austeniitin hiilipitoisuus ja seospitoisuus saavuttavat tasapainon. Jos jatkat pitoaikaa, austeniittirakeet karkeampia, mikä johtaa pidätetyn austeniitin määrän kasvuun ja sammutuskovuuden vähenemiseen.
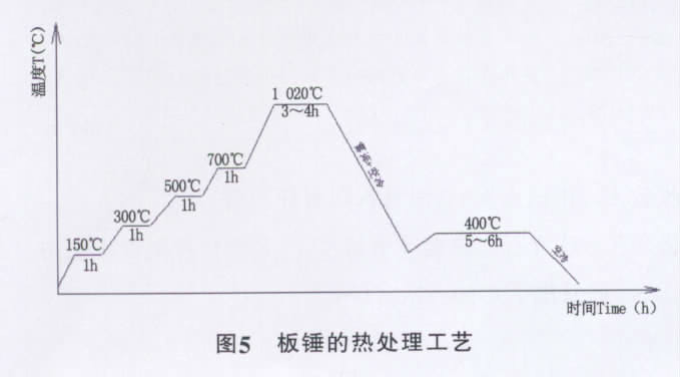
Kansallisen standardin mukaan GB / T 8263-1999 "Kulumista estävä valkoinen valurauta" lämpökäsittelyprosessit, viittaus vertailumateriaaleihin, sekundäärinen karbidisaostus ja liukenemisen sammutuslämpötila, karkaisulämpötila ja pitoaika määritetään. levyvasaran enimmäispaino Paras lämpökäsittelyprosessi on: 1 020 ° C (lämmönkesto 3 ~ 4 tuntia), korkean lämpötilan sumun sammutus, ilmanjäähdytys 3 ~ 5 minuutin kuluttua ja korkean lämpötilan karkaisu 400 ° C: ssa (lämpö säilytys 5 ~ 6 tuntia, diffuusioilman jäähdytys huoneenlämpötilaan). Karkaisun ja karkaisun jälkeen matriisirakenne on karkaistu martensiitti + eutektinen karbidi M7C3 + sekundaarinen karbidi + jäännös austeniitti.
Koska korkean kromin puhallustangot ovat paksut ja painavat, käytetään vaiheittaista lämmitystä sen varmistamiseksi, että valu ei halkeile lämpökäsittelyn aikana. Lautasvasaran lämpökäsittelyn jälkeen kovuus on 58 ~ 62 HRC, ja iskunkestävyys on niinkin korkea kuin 8.5 J / cm2 (10 mm × 10 mm × 55 mm lovematon näyte).
Korkean kromin puhallustankojen lämpökäsittely
Korkean kromin puhalluspalkkien palaute
- Vaakasuorasta valusta käytetään kaltevaa kaatamista, lisälämmöneristysnostinta ja suoraa ulkoista jäähdytysraudaa. Vasaran pinta on vapaa syvennyksistä ja ulkonemista. Taivutusmuodonmuutos on pienempi tai yhtä suuri kuin 2 mm.
- Puhalluspalkin paras lämpökäsittelyprosessi on 1 ℃ (020 ~ 3h lämpösäilytys), korkean lämpötilan sumun sammutus, ilmanjäähdytys 4 ~ 3 minuutin kuluttua ja korkean lämpötilan karkaisu 5 ℃ (400 ~ 4 h lämpösäilytys, diffuusi) ilman jäähdytys huoneenlämpötilaan). Karkaistu martensiitti + eutektinen karbidi M6C7 + sekundaarinen karbidi + pidätetty austeniitti. Kovuus lämpökäsittelyn jälkeen on 3 ~ 58 HRC ja iskunkestävyys 62 J / cm8.5.
- Korkeat kromiset puhallustangot kestävät elämää kolme kertaa enemmän kuin mangaaniteräksiset valupalkit
