Analizo de la Eluziĝa Malsukceso de Konusa Dispremila Ekskursoŝipo ĉe Kupra Mino
Konsiderante la laborkondiĉojn de Kupro-Mino, oni faris la analizon pri la eluziĝo de la konusa dispremilo. Analizo de SEM montris, ke borado, tranĉado kaj elpremo (frapado) de erco, kiu rezultigis fosaĵojn, estis la regantaj eluziĝaj rimedoj kaj la laciga disvastiĝo kaŭzita de malaltfrekvenca laceco estis unu el la eluziĝaj fiaskaj rimedoj. Tial, la liniaj materialoj devas havi ambaŭ tre altan surfacon por rezisti la boradon kaj tranĉadon de erco kaj tre altan forton kaj fortecon por rezisti malaltfrekvencan lacecon kaj efikan ŝarĝon. Do, alta manganŝtala alojo estis elektita por pliigi la preparan malmolecon kaj labori malmoligan rapidon de la tegaĵo. Dume, la plibonigo de metalurgio-fandejo kaj varmo-traktado-kvalitoj de alta mangana ŝtalo ankaŭ estis faktoro, kiun oni ne povis ignori.
Nia kliento, Dexing-kupra minejo, kiu estas la plej granda kupra minejo en Azio. Ĝi havas pli ol 30 arojn da konusaj dispremiloj, do bezonas multajn konusaj dispremiloj portas partojn ĉiujare. Ĝi havas multajn crusher eluzas partojn provizantojtamen la kvalito de ĉi tiuj partoj ne estas stabila. Tial nia fandejo helpis ĝin trovi la eluziĝon de konusaj dispremiloj kaj plibonigi ĝian daŭron.
Laboranta kondiĉo
La erco en la Dexing-Kupro-Mino povas esti dividita en porfiron kaj filit-specan ercon laŭ la speco de erka korpa roko. La rilatumo de ercokvanto estas 1: 3. En la minindustria areo estas tri industriaj specoj de oksidigita erco, miksita erco kaj primara sulfida erco. La sulfida erco estas la ĉefa tipo kaj reprezentas pli ol 99% de la maso.
La malmoleco de Dexing-kupra erco estas ĝenerale inter f = 5-8, kiu apartenas al mez-malmola erco. La averaĝa kunprema forto de la filita tiperco estas 84.8 MPa, kaj la averaĝa kunprema forto de la granodiorite-speca erco estas 109.2 MPa.
specimenigo
La ŝlosila paŝo de eluziĝa fiaska analizo estas analizi la morfologion de la eluziĝa surfaco, do la specimeno devas esti prenita de la freŝa eluziĝsurfaco de la eluziĝaj ruboj. La moviĝanta konuso (tegaĵo), kiun ni provis, ĵus estis forigita de la konusa dispremilo kaj sendita reen en la tempo.
La rompitaj konusa dispremila ekskursoŝipo estas tranĉita en grandajn specimenojn per oksigena-acetilena flamo, kaj 4 specimenoj estas prenitaj de supre malsupren. La grandeco de la specimeno devas esti tia, ke la specimeniga loko ne estas influita de varmo. Poste, tra la drata tranĉa procezo, elprenu la specimenon en la centro de la granda specimeno por skani elektronan mikroskopon por observi la eluziĝan morfologion. La grandeco de la specimeno estas ĉirkaŭ 10 mm × 10 mm × 10 mm, kaj unu specimeno estas prenita por mezuri la ŝanĝon de mikro-malmoleco de la surfaco enen.
Observado de la specimeno estis farita per S-2700-skana elektronika mikroskopo. Antaŭ observado per la elektronika mikroskopo, la specimenoj estis purigitaj per ultrasonaj ondoj.
Eluzi Morfologion kaj Eluzi Mekanismon
La tri-korpa abrazia eluziĝo formiĝas inter la konusa dispremila mantelo, konusa dispremilo konkava kaj la grunda erco, kaj la surfaco de la ekskursoŝipo estas en kompleksa streĉa stato.
Sub la ago de grandega printempa kunprema streĉo, la erco generas grandegan kunpreman streĉiĝon sur la loka surfaco de la tega plato, kaj samtempe la moviĝanta konuso generas altan tondan streĉon samtempe. La du agoj samtempe, kio kaŭzas ĉizadon, tranĉadon kaj elstaraĵon de la tega plato.
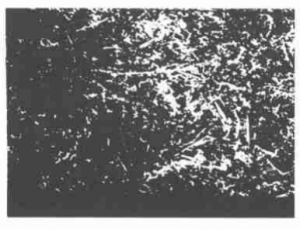
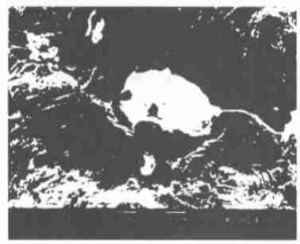
Eluziĝo de Morfologio Post Konuso-Dispremila Malsukceso x100
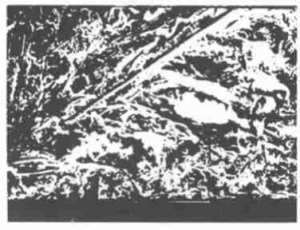
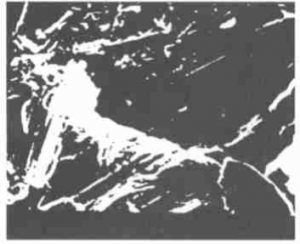
Eluziĝo de Morfologio Post Konuso-Dispremila Malsukceso x500
De la unua bildo "Eluziĝo de morfologio post fendo de konusaj dispremiloj fiaskas x100", La konus-dispremanta motorizita tega plato plenumas ekscentran rotacian movadon. Kiam ĝi estas deviigita al la fiksa tega plato, ĝi donos grandegan efikan ŝarĝon al la rompita erco, kaŭzante la tegaĵon pleti kaj plaste misformi. En la kazo de ripeta plasta deformado, la ekskursoŝipo formas multajn premajn (trafajn) fosaĵojn, kontrolu la "Eluziĝan morfologion post fiasko de konusaj dispremiloj x500".
Samtempe, la erco portanta la grandegan ŝarĝon submetos la tegaĵon al kunprema streĉo kaj tonda streĉo. La kunprema streĉo kaŭzas plastan deformadon de la moviĝanta ekskursoŝipo. En la kazo de ripeta plasta deformado, multaj premaj (trafo-) fosaĵoj formiĝas sur la surfaco de la tegaĵo, kiel la jenaj bildoj "Preme (trafo) sur la eluziĝa surfaco de la konusa dispremila tegaĵo". Samtempe, ĉe la fundo de la elstara kavo, post ripeta eltrudado, okazas deformado-fortigo kaj plasteco elĉerpiĝas por formi fragilan frakturon. Ĝia aspekto "Morfologio de fragila frakturo ĉe la fundo de la kavo"
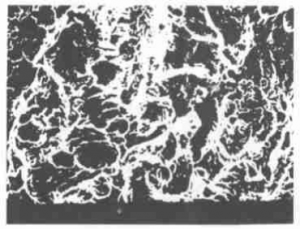
Elpremi (trafi) kavojn sur la eluziĝan surfacon de la konusa dispremila tegaĵo
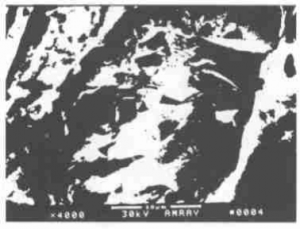
Morfologio de fragila frakturo ĉe la fundo de la kavo
Pliaj observoj malkaŝis, ke la erco premis la surfacon de la tegaĵo sub la efiko de grandega premega streĉo. Ĉar la erco havas malaltan Platts-malmolan f-valoron, la f-valoro efektive reflektas la kunpreman forton de la erco, f = R / 100, R signifas Kunpreman forton. Tial, la kunprema forto de la erco estas malalta, la rompa forto ankaŭ estas malalta, kaj ĝi facile rompiĝas. Post kiam la erco rompiĝas, ĝi estas elpremita al la fundo de la kavo pro la pli malalta malmoleco de la tegaĵo, vidu la sekvan bildon:
La erco estis enigita en la fundon de la kavo kaj fendiĝis ĉe la rando de la kavo x300
Samtempe, dum la kortuŝa konuso rotacias, tonda streĉo generiĝas inter la erco kaj la tegaĵo. La glita erco kaj la erco premita ĉe la fundo de la fosaĵo tranĉis kaj tranĉis la surfacon de la tegaĵo.
La surfaco de la ekskursoŝipo estas ĉizita kaj tranĉita per erco x800
Tial, en la efektiva funkciado de la konusa dispremila tegaĵo, estas samtempe tranĉaj, tranĉaj kaj premantaj (trafo) kavoj Diversaj formoj de eluziĝo. Koncerne la proporcion de la tri specoj de eluziĝo, ĝi rilatas ne nur al la forto kaj grandeco de la erco, sed ankaŭ al la valoro de la Platts-malmoleco f, kiu reflektas la kunpreman forton de la erco.
Rimarkindas, ke la konusa dispremilo havas grandan dispreman forton kaj altan rotacian rapidon. Sub la ago de grandega kunpremo kaj tonda premo, la tegaĵo submetiĝas al periodaj kontaktaj lacaj ŝarĝoj. Fatigaj fendoj povas facile okazi sur la subtera tavolo, rezultigante laciĝon. Flokado ankaŭ estas unu el la malsukcesaj faktoroj de la eluziĝo de la dispremila ekskursoŝipo.
Resume, la eluziĝa mekanismo de la konusa dispremila tegaĵo estas la kunekzistado de tranĉa eluziĝo, plasta eluziĝo kaj laciga eluziĝo. Kun la malsamaj laborkondiĉoj, precipe la malsama F-valoro de la malmoleco de la erco, la proporcioj de la tri eluziĝaj mekanismoj estas malsamaj.
Konusa Crusher Liner surfaca hardado
Ĉar la materialo de la provita konusa dispremila tegaĵo (tega plato) estas alta mangana ŝtalo, la tega plato estas submetita al efika ŝarĝo dum la funkciado de la konusa dispremilo, tiel ke ĝi havas bonan laboran malmoligan efikon.
Konusa Dispremila Liner Malmoleco
| objekton | Distanco De Surfaco (mm) | |||||||||
| 0 | 0.5 | 1.0 | 1.5 | 2.0 | 3.0 | 4.0 | 6.0 | 7.0 | 8.0 | |
| 1 (supra areo) | 527 | 350 | 336 | 313 | 291 | 285 | 285 | 250 | 245 | 264 |
| 2 (meza areo) | 569 | 336 | 283 | 299 | 265 | 248 | 257 | 243 | 245 | 245 |
| 3 (pli malalta areo) | 494 | 289 | 280 | 272 | 274 | 274 | 269 | 246 | 245 | 230 |
El la tabelaj testrezultoj videblas, ke la konusa dispremilo estas submetita al grandega efika ŝarĝo en la dispremita erco. La malmoleco Hv de la tega surfaco povas esti tiel alta kiel 500 aŭ pli, sed la malmoliga profundo estas nur ene de 2 mm.
Tial, la ekskursoŝipo devas havi bonan fortecon kaj sufiĉan forton por rezisti la grandegan efikan ŝarĝon kaj kaŭzi hakadon.
La surfacaj malmoligaj valoroj de malsamaj partoj de la sama tega tabulo estas malsamaj, kio montras, ke malsamaj partoj de la tega tabulo havas malsamajn streĉojn kaj malsamajn grandojn de erco.
La supraĵo de la moviĝanta tega tabulo estas trafita de granda erco, do la malmola valoro estas la plej alta; dum en la malsupra parto de la moviĝanta tega tabulo, la erco rompiĝis, kaj ĝia surfaca malmola valoro estas malalta.
Elekto De Materialoj
Laŭ la supra analizo de eluziĝo-morfologio kaj eluziĝmekanismo, la konusa dispremila tegaĵo ne nur postulas altan surfacan malmolecon por rezisti ercon ĉizantan kaj tranĉantan sed ankaŭ postulas altan forton kaj fortecon por plibonigi reziston al grandegaj efikaj ŝarĝoj kaj Malalta cikla laca kapablo, ne rompi kaj rompi. Tial, la baza postulo por la materiala elekto de la konusa dispremila tegaĵo estas pliigi la surfacan malmolecon laŭeble kaj plibonigi sian reziston al tranĉa eluziĝo certigante, ke la tegaĵo ne fendas. Pro la alta plastikeco kaj forteco de alta mangana ŝtalo, kaj la neegalita alta labora malmoliga kapablo de aliaj eluziĝmaterialaj materialoj, alta mangana ŝtalo ankoraŭ estas la elektebla materialo por konusaj dispremaj tegaĵoj. Tamen, ĉar la potenco de la dispremilo daŭre pliiĝas, la dispremanta proporcio pliiĝas kaj la erca grado daŭre malpliiĝas, precipe la Dexing-Kupro-Mino estas maldika erco, kaj estas ĝenerale malfacile por alta mangana ŝtalo plenumi produktajn postulojn. Tial, necesas pliigi la komencan malmolecon de la alt-mangana ŝtalo kaj pliigi sian labor-malmoligan rapidecon sub la premiso pli bone praktiki la enecajn karakterizaĵojn de la alt-mangana ŝtalo kaj certigi, ke la alt-mangana ŝtalo havas taŭgan plastikecon kaj fortecon. . Surbaze de ĉi tio, surbaze de la konsisto de ordinara alta mangana ŝtalo, ni konsideras aligan traktadon por plibonigi la forton kaj malmolecon de alta mangana ŝtalo kaj egale distribui konsiderindan nombron da altaj malmolaj masaj punktoj surbaze de aŭstenito por plibonigi la eluzitan formon de la ekskursoŝipo, Malrapidigi la eluziĝon. Tamen la aldono de alojaj elementoj al alt-manganaj ŝtaloj utilas al plibonigo de forto kaj malmoleco, sed ĝi neeviteble kondukos al redukto de plastikeco kaj forteco. Tial la kvanto de alojaj elementoj devas esti aldonita por eviti troan redukton de plastikeco kaj forteco kaj kaŭzi fragmentiĝon. Do nia fandejo sugestas uzi manĝan ŝtalon CrMoVTiRe por ĵeti siajn konusajn dispremilojn,
| CrMoVTiRe Mangana Ŝtala Kemia Kunmetaĵo | |||||||||
| C | Si | Mn | S | P | Cr | Mo | V | Ti | Re |
| 1. 3 ~ 1. 5 | 0. 3 ~ 0. 6 | 13 ~ 15 | <0. 04 | <0. 07 | 1. 8 ~ 2. 2 | 0. 8 ~ 1. 2 | 0. 3 ~ 0. 5 | 0. 15 ~ 0. 25 | 0. 5 |
La testrezultoj montras, ke la komenca malmoleco de alta mangana ŝtalo CrMoV TiRe povas atingi ĉirkaŭ HB 260, kio favoras plibonigi la reziston al tranĉa eluziĝo.
Tamen la aldono de alojaj elementoj, precipe la aldono de karbidformaj elementoj, neeviteble kondukos al pliiĝo de la nombro de nesolvitaj karbidoj, kio certagrade reduktos la plastikecon kaj fortecon kompare kun ordinaraj altmanganaj ŝtaloj.
Atakante gravecon al la alojo de alt-manganaj ŝtaloj, ni ne devas neglekti la plibonigon de metalurgia kvalito, precipe reduktante la kvanton de fosforo kaj inkluzivaĵoj. Ĉi tio estas ekonomia kaj oportuna maniero plibonigi la funkcidaŭron de altmanganaj ŝtalaj tegaĵoj. Dum akvorezista traktado, varmecaj traktadaj procezaj parametroj kiel akvorezista traktadotemperaturo, akva enira kaj elira tempo, kaj akvotemperaturo devas esti strikte kontrolataj tiel ke la kvanto de nesolvitaj karbidoj kaj precipitaj karbidoj estu kontrolita ene de la gamo preskribita de naciaj normoj.
Rimarkindas, ke atentante la materialon de la konusa dispremila tegaĵo, la formulado de la fanda procezo ne devas esti ignorata. La muro-dikeco de la konusa dispremila tegaĵo estas granda, kaj la maksimuma muro-dikeco de la fajna dispremita tegaĵo povas atingi 200 mm. Se oni uzas ordinaran sablan fandadon, la malvarmeta rapideco estas pli malrapida, kaj la fanda temperaturo ne estas strikte kontrolata. Kruda. Pro la krudaj grajnoj, oni observas nur unu grajnon kiam oni zomas al ĝi 100 fojojn, do ĝi estas zomigita nur al 50 fojoj, do ĝi ne povas esti taksata laŭ la nacia normo de GB6394. Grena rafinado helpos pliigi la funkcidaŭron de la ekskursoŝipo.
Tial, en la fandado, oni rekomendas uzi metalan muldan sablon kaj redukti la verŝan temperaturon, kio helpos rafini la aknon de alta mangana ŝtala tegaĵo.

