تحليل التآكل والتصميم الأمثل لبطانات الكسارة المخروطية في الكسارة الهيدروليكية المخروطية
تجويف مخروط كسارة و بطانات كسارة مخروطية المواد هي أكثر العوامل الرئيسية التي تؤثر على تآكل المقعرة والعباءة في الكسارة المخروطية الهيدروليكية. لدينا عميل يدير الكسارة المخروطية الهيدروليكية KP100 لسحق الحصى. يمكن لكل مجموعة من بطانات الكسارة المخروطية أن تسحق 5400 طن وتعمل 600 ساعة. بناءً على ظروف العمل الخاصة بها ، سوف نقوم بتحليل تآكل بطانة الكسارة المخروطية وتحسين تصميم البطانات.
تعتبر بطانات الكسارة المخروطية في الكسارة المخروطية أجزاء مهمة وأجزاء أساسية للتآكل. لا يمكن للزوج من البطانات المصممة جيدًا والمصنعة جيدًا ضمان كفاءة إنتاج الكسارة فحسب ، بل أيضًا توفير الطاقة والعمالة والمواد الخام وضمان جودة المنتج. هناك العديد من العوامل التي تؤثر على تآكل البطانة ، مثل صلابة المادة ، وحجم الحبيبات ، والرطوبة ، والمحصول وطريقة التغذية ، وما إلى ذلك ، ولكن الأهم هو تصميم منحنى التجويف وعوامل اختيار المواد.
الكسارة المخروطية لتحليل تآكل البطانة
بناءً على ظروف عمل الكسارة المخروطية KP100 لعملائنا:
- 1 مجموعة من بطانة كسارة مخروطية
- مادة السحق: حصاة
- الحياة العملية: ساعات 600
- كسرت 5400 طن إجمالاً
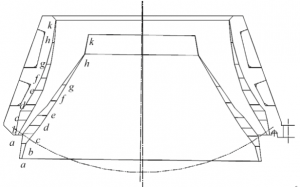
يظهر منحنى عباءة الكسارة المخروطية والمقعرة بعد التآكل في الشكل التالي:
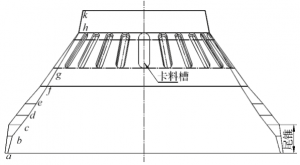
تآكل عباءة الكسارة المخروطية
تآكل مخروط الكسارة المقعرة
يتم سرد مقدار التآكل لكل قسم على طول اتجاه ارتفاع المقعر والوشاح في الجدول:
| علامة مميزة | مخروط محطم عباءة | مخروط محطم مقعر | ||
| الطول | كمية الكشط | الطول | كمية الكشط | |
| a | 0 | 8 | 0 | 13.5 |
| b | 50 | 29 | 50 | 15 |
| c | 80 | 39 | 83 | 36.5 |
| d | 101 | 33 | 110 | 36.5 |
| e | 149 | 27.8 | 144 | 32.5 |
| f | 190 | 19 | 193 | 20 |
| g | 236 | 14.5 | 247 | 13 |
| h | 307 | 6.3 | 350 | 1 |
| k | 382 | 2.5 | 415 | 1 |
بأخذ ارتفاع المقعرة والعباءة على أنها الإحداثي ومقدار التآكل لكل قسم على أنها إحداثية ، فإن منحنيات التآكل والعباءة للمقعرة والعباءة مصنوعة على التوالي كما هو موضح في الشكل.
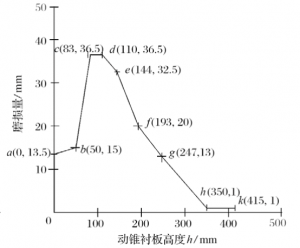
منحنى التآكل من الكسارة المخروطية المقعرة
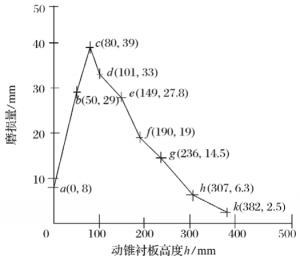
منحنى التآكل لغطاء الكسارة المخروطية
ارتداء تحليل عباءة الكسارة المخروطية
بناءً على الأرقام المذكورة أعلاه ، يختلف مقدار التآكل في المواضع المختلفة لغطاء الكسارة المخروطية.
من النقطة k إلى النقطة d ، يوجد قسم تآكل تدريجي ، أي أن كمية التآكل لمنحنى عباءة الكسارة المخروطية تزداد تدريجياً من النقطة k إلى d في الأعلى. نظرًا للنقطة k حول الطرف العلوي من هذا القسم ، فإن الكسارة المخروطية تتحمل حمل الصدمات الهائل للخام الكبير مما يجعلها تتمتع بتأثير جيد لتصلب السطح (المادة عالية من فولاذ المنغنيز) ، بحيث تكون صلابة سطح يمكن أن يصل لوح التبطين إلى 500 HBW ، لذا فإن قيمة الصلابة القصوى هي الأعلى.
أسفل النقطة k إلى النقطة d ، حيث يتم تقسيم القطع الكبيرة من الخام تدريجيًا إلى قطع متوسطة وحتى صغيرة ، ثم يتم تقسيمها أخيرًا إلى حجم الكتلة المطلوب للمنتج ، يتم تقليل حمل الصدمات على سطح لوحة البطانة تدريجياً ، وبالتالي تتزايد درجة تصلب السطح بالتأثير بالإضافة إلى ذلك ، يكون الحجم السفلي للتجويف أصغر من الحجم العلوي ، ويتم كسر نفس كمية المادة ، ويكون الجزء السفلي به تآكل أكبر من الجزء العلوي. لذلك ، يتغير منحنى التآكل خطيًا تقريبًا من النقطة k إلى النقطة d ، أي أن مقدار التآكل عند النقطة k هو الأصغر ، والنقطة d هي الأكبر.
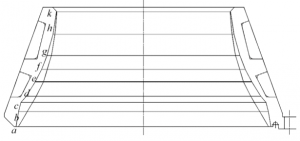
من النقطة د إلى النقطة أ ، هو قسم متوازي من النوع التجويفي ، وهو أيضًا قسم غير متآكل تدريجيًا. في هذا القسم ، مع التآكل التدريجي لسطح البطانة المخروطية المتحركة والثابتة أثناء عملية الإنتاج ، تزداد الفجوة بين فتحات التفريغ أيضًا. يؤدي هذا إلى دخول مخروط الذيل للمخروط المتحرك إلى التجويف بعد تآكل المخروط الثابت ، وأخيراً يجعل جزء مخروط الذيل ومنحنى التآكل للمخروط الثابت يشكلان منافذ تفريغ جديدة ومناطق متوازية. الصورة التالية:
الحجرة بعد التآكل
ارتداء تحليل مخروط محطم مقعر
بناءً على الأرقام أعلاه ، يختلف أيضًا مقدار التآكل في المواضع المختلفة لمقعر الكسارة المخروطية.
من k إلى h ، إنه قسم المدخل. يكون منحنى البطانة في هذا القسم رأسيًا تقريبًا (المنحنيات المخروطية المتحركة والثابتة متوازية تقريبًا). لذلك ، أثناء الضبط التصاعدي للمخروط المتحرك (العمر) ، حجم المدخل ومدخله لم يتغير حجم الجسيمات للمادة بشكل أساسي ، وحمل الصدمات متوازن ، ودرجة تصلب تأثير السطح هي نفسها بشكل أساسي ، وبالتالي فإن مقدار التآكل في هذا القسم لا يغير كثيرا.
القسم من النقطة h إلى النقطة c هو قسم تآكل تدريجي ، وهو تقريبًا نفس التحليل أعلاه للبطانة المخروطية الثابتة من النقطة k إلى النقطة d. أي أن النقطة العليا h تتعرض لحمل تصادم كبير من خام كبير. أعلى قيمة من النقطة h إلى النقطة c. مع انخفاض حمل التأثير تدريجيًا ، تقل أيضًا درجة تصلب تأثير السطح. بالإضافة إلى ذلك ، تقل فجوة التجويف من أعلى إلى أسفل ، وبالتالي فإن مقدار التآكل هو الأصغر عند النقطة h. ، النقطة C هي الأكبر ، وفي هذا القسم ، يُظهر منحنى التآكل اتجاهًا خطيًا تقريبًا.
القسم من النقطة ج إلى النقطة أ (أي قسم مخروط الذيل) هو قسم تآكل غير تدريجي. في هذا القسم ، مع التآكل التدريجي لسطح البطانات المخروطية المتحركة والثابتة ، تستمر الفجوة بين فتحات التفريغ أيضًا في الزيادة. من أجل ضمان جودة المنتج ، يجب ضبط المخروط المتحرك في الاتجاه بحيث يدخل مخروط الذيل للمخروط المتحرك تدريجياً إلى المخروط الثابت. في التجويف ، تشكل المنحنيات المخروطية البالية والثابتة نمطًا جديدًا لتجويف التكسير مرارًا وتكرارًا حتى يشكل ذيل المخروط المتحرك ومنحنى المخروط البالي منطقة موازية جديدة وحجم منفذ التفريغ.
وضع التآكل الحقيقي للكسارة المخروطية المقعرة والعباءة

حالة التآكل الحقيقي لغطاء الكسارة المخروطية (الجامع)
حالة التآكل الحقيقي لغطاء الكسارة المخروطية (جزء)

حالة التآكل الحقيقية لكسارة مخروطية مقعرة (كاملة)

وضع التآكل الحقيقي للكسارة المخروطية المقعرة (الجزء)
النتيجة
- الكسارة المخروطية المقعرة والعباءة لها نفس مقدار التآكل في نفس الارتفاع ، وعمر الخدمة متماثل تقريبًا ، وتصميم منحنى التجويف أكثر منطقية.
- في القسم الموازي على شكل تجويف ، يكون مقدار التآكل أكبر بكثير من الجزء العلوي. يعتبر التآكل الأكثر شدة هو مدخل المنطقة المتوازية المخروطية الثابتة ، أي النقطة d وتحت ومنفذ تفريغ البطانة المخروطية المتحركة وما فوقها إلى النقطة E.
- في حدود تآكل البطانة ، على الرغم من أن المنحنى الأصلي لم يعد موجودًا ، بسبب التآكل المستمر للبطانات المخروطية المتحركة والثابتة ، أثناء عملية الإنتاج ، مع الضبط التلقائي لحجم منفذ التفريغ ، نوع تجويف التكسير الجديد هو مرة أخرى تشكيل ثانوي ، مما يضمن أن شكل حبيبات البطانة بعد التآكل هو في الأساس نفس الشكل الجديد للبطانة.
التصميم الأمثل وتدابير تحسين المواد
بناءً على التحليل أعلاه ، يمكن اعتماد تدابير تحسين التصميم والمواد التالية:
- قلل من سمك غطاء الكسارة المخروطية من النقطة k إلى النقطة g (11 ~ 16 مم) للتكيف مع منحنى البطانة البالية. هذا يمكن أن يقلل من كمية المواد ويضمن عمر البطانة بأكملها.
- صمم عمق المجرى المقعر ليكون ضحلاً (10 مم) وأعمق (17 مم) ، بحيث يتطابق مع منحنى البطانة البالية لتحسين البطانة أثناء التآكل. تأثير مادة البطاقة.
- عن طريق صناعة السبائك (إضافة كمية معينة من الكروم والموديوم والكميات الضئيلة من السبائك (إضافة كمية معينة من الكروم والموديوم والكميات النزرة للسبائك (إضافة كمية معينة من الكروم والموديوم والكميات الضئيلة من السبائك (إضافة كمية معينة من تعمل عناصر Cr و Mo وعناصر السبائك النزرة مثل V و Ti) على تحسين مقاومة التعب ومقاومة التآكل لصلب المنغنيز العالي ، وبالتالي تحسين ضعف مقاومة التآكل غير الكافية لبطانات الفولاذ المصبوب من المنغنيز.

