مع التطور النشط لتصنيع المنجم ، ظهرت أنواع مختلفة من محطات التكسير. تم استخدام مجموعات كاملة من المعدات المطابقة مثل الكسارات والناقلات على نطاق واسع ، كما زاد الطلب على الملحقات وقطع الغيار ذات الصلة. بصفته الناقل الرئيسي للكسارة ، فإن كمية حوض تغذية المئزر تتزايد تدريجيًا ،
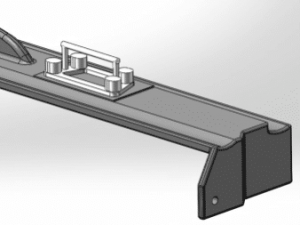
ومع ذلك ، نظرًا لصعوبة التصنيع ، فإن المقالي المغذية الطاعم من المناجم الرئيسية كلها مستوردة والأسعار مرتفعة. إن لوحة سلسلة الكسارة المطورة هذه المرة هي منتج ثانوي للكسارة Anshan Iron and Steel Mining Company. الكسارة هي المعدات الرئيسية لعمليات التعدين. العملية المستمرة والمستقرة لها تأثير كبير على الإنتاج الفعال والآمن للمنجم. يمكن للمكونات التي لا غنى عنها والمهمة الموجودة عليها أن تتحمل الأحمال الكبيرة والتآكل ولديها مساحة سوق واسعة. يظهر هيكل وعاء تغذية المئزر في الصورة التالية.
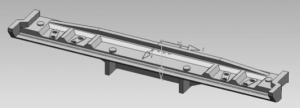
المئزر الطاعم المقالي
تفاصيل المنتج:
- الوزن: 527 كغم
- المواد: ZGMn13Mo
- الحجم: 2856 * 456 * 291mm
تواجه أحواض تغذية المئزر الصعوبات الفنية التالية:
- معظم سمك الجدار 48 مم ، وهي حالة صفيحة رقيقة. انتبه إلى تشوهه أثناء الصب والمعالجة الحرارية ؛
- لضمان دقة أبعاد القوس بدقة في مكان التجميع و 8 فتحات ؛
- بعد التشكيل ، يجب ضمان التحكم في الزاوية للتركيبات التجريبية الثلاثة.
أصبحت كيفية تحديد عملية الصب المناسبة وتصميم معدات المعالجة الحرارية المناسبة لضمان جودة المصبوبات وتأثيرات الأقواس والزوايا ، نقطة صعبة وحاسمة لصب أحواض مغذي المئزر والمعالجة الحرارية.
تصميم عملية صب أحواض المغذي
عملية الصب
من أجل ضمان تدفق الفولاذ المصهور إلى التجويف بسرعة وسلاسة ، تكون البوابة الداخلية للصب مسطحة وموزعة بالتساوي على جانب واحد من الصب. يتم وضع الناهض في موضع البوابة المقابل لضمان إزالة غاز الخبث الموجود في الفولاذ المصهور في الوقت المناسب وأعلى من الصاعد يتم وضع فتحات تهوية في الجذر لمنع عملية الصب من السكب ، كما هو موضح في الشكل .
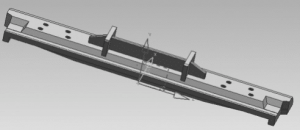
عملية صب أحواض مغذي المئزر
اختيار المعلمات الرئيسية
- اختيار مقياس الصب. من خلال الجمع بين الخصائص الهيكلية للصب وخصائص المواد الفولاذية عالية المنغنيز ، تم اختيار مقياس الصب ليكون 2.7٪. وفقًا لظروف الإنتاج الفعلية للشركة ، تم استخدام صب الرمل الراتينج. في نفس الوقت ، من أجل ضمان دقة وجودة سطح الصب ، منع الالتصاق بالرمل على السطح والزوايا ، ضع رمال الكروميت على سطح وأركان الصب ، وفرشاة بطلاء مسحوق المغنيسيا.
- اختيار صب زاوية السحب. نظرًا لاستخدام الصب باعتباره فارغًا ، يتم التحكم في حجمه بإحكام نسبيًا. من أجل تجنب إتلاف سطح الرمل عند رفع القالب بعد النمذجة ، فإنه يساعد على إنتاج مصبوبات عالية الجودة. يتم تحديد زاوية المسودة من 0 ° إلى + 3 °.
- درجة حرارة الصب. أثناء عملية الصب ، تكون درجة الحرارة مرتفعة للغاية ، ويتقلص التصلب بشكل كبير ، ويكون الصب عرضة للعيوب مثل الانكماش والتحلل ، والحبوب الخشنة والرمل اللزج. إذا كانت درجة الحرارة منخفضة جدًا ، فقد يتسبب ذلك بسهولة في عدم كفاية السكب ، والعزل البارد ، وخفض الصب بسبب الجدران الرقيقة والعيوب الأخرى. لذلك ، فإن درجة حرارة الصب المناسبة هي استخدام درجة حرارة أقل قليلاً على أساس ضمان أن المعدن المنصهر يملأ تجويف القالب. بالنظر إلى فقد الحرارة أثناء عملية نقل الفولاذ المصهور والصب نفسه ، يتم اختيار درجة حرارة الصب لتكون 1 ℃ ~ 410 ℃.
قالب أحواض تغذية ساحة
بهدف مواجهة صعوبات التصنيع لأحواض تغذية المئزر ، باستخدام قوالب معدنية (كما هو موضح في الشكل) بدلاً من نمذجة القوالب الخشبية ، يتم ضمان دقة وتسطيح الأبعاد الحرجة لطول الصب ، وتسبب تشوه الصب من خلال مشكلة تشوه النموذج من المصدر. ضمان جودة سطح الصب بالكامل.
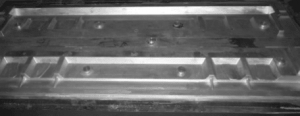
مئزر مغذي المقالي القالب المعدني العلوي

أحواض تغذية المئزر تحت قالب معدني
تصميم أدوات المعالجة الحرارية للمئزر
تهدف إلى الخصائص الهيكلية لمصبوبات مغذي المئزر ، من أجل منع التشوه بعد معالجة تشديد الماء ، تم تصميم أداة معالجة حرارية خاصة بشكل خاص. كما هو مبين في الشكل ، تتخلل مصبوبتا صفيحة السلسلة مع بعضهما البعض لتشكيل زوج من الأشكال. يتم استخدام نوع الدرج الأساسي أدناه لدعم الكل. الصب وضمان ثبات الصب خلال العملية برمتها. يتم استخدام المشابك في الأعلى. يتم وضع المشابك في أماكن سهلة التشوه وضعيفة للتثبيت. يتم حظر التجويف الداخلي بواسطة حاجز مناسب. يمكن أن يضمن تصميم الهيكل هذا سلاسة الصب ككل ، وللتأكد من أن مياه التبريد يمكن أن تبرد الصب تمامًا أثناء معالجة تقوية المياه. من خلال أداة المعالجة الحرارية هذه ، فإن درجة التشوه للسبك المعالج بالحرارة تلبي متطلبات العميل ، والتشوه ليس أكبر من 0.35: 100.
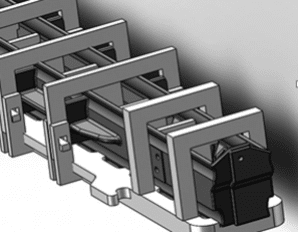
تصميم أدوات المعالجة الحرارية للمئزر
تصميم تركيبات التجميع وتركيبات الزاوية
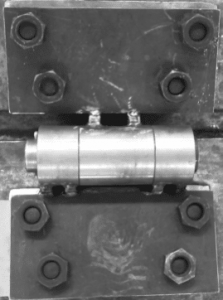
بالاقتران مع الاستخدام الفعلي لأحواض تغذية المئزر ، من أجل ضمان المحاذاة الدقيقة لأحواض تغذية المريلة مع رابط السلسلة السفلية أثناء الاستخدام ، تم تصميم أداة فحص قابلة للفصل وفقًا لحجم 8 فتحات لوصلة السلسلة إلى تأكد من أن مواضع الثقوب الثمانية في طرفي أواني مغذي المئزر هي المرة الأولى. التسجيل دقيق أثناء التثبيت التجريبي. يظهر الرسم التخطيطي للتركيب أدناه.
مئزر مغذي المقالي اختبار قياس مسافة ثقب الاختبار
يتم الانتهاء من دوران أحواض تغذية المئزر بواسطة عجلة القيادة التي تتصل بفتحة الدبوس بين روابط السكك الحديدية لإكمال عملية النقل. كما هو مبين في الشكل ، عندما تدور أحواض مغذي المئزر ، يجب تشكيل زاوية معينة (147 درجة) بين وضعي عجلة القيادة. من أجل التأكد من أن زاوية الدوران مناسبة ، تم تصميم أداة اختبار الزاوية وفقًا لظروف الاستخدام في الموقع ، كما هو موضح في الشكل. يتم إجراء اختبار الزاوية باستخدام أداة اختبار الزاوية. زاوية الدوران تفي بمتطلبات الرسم وتصل إلى 147 درجة ، مما يضمن الدوران الطبيعي لأحواض تغذية المريلة في المستقبل.
اختبار زاوية أحواض المئزر

فحص دوران أحواض مغذي المئزر
من خلال تحليل الخصائص التقنية وصعوبات صب أحواض تغذية المئزر ، فإن استخدام القوالب المعدنية في الإنتاج يحل تشوه الصب الناجم عن تشوه القالب ، ويضمن أيضًا دقة الأبعاد الرئيسية ؛ يتيح تصميم واستخدام أدوات المعالجة الحرارية التحكم في ظروف الألواح الطويلة والرقيقة بشكل جيد في مشاكل تشوه المعالجة الحرارية ؛ استخدام أدوات فحص التجميع وأدوات فحص اختبار الزاوية لضمان دقة مواضع التجميع الرئيسية لمسبوكات لوحة السلسلة. تم تحقيق الإنتاج المحلي لأحواض تغذية المئزر بنجاح ، وتم إنتاج منتجات مؤهلة للعملاء. وفقًا لتعليقات العملاء ، يمكن لمصبوبات مغذي المئزر التي تم إنتاجها هذه المرة أن تحل محل المصبوبات المستوردة قيد الاستخدام. إنه يوفر خبرة في الإنتاج للإنتاج المستقبلي لمثل هذه المصبوبات.
