
Abstrakt
Baseret på kundens semi-autogene fabriks arbejdsforhold, Qiming-maskiner undersøger korrosionsbestandigt legeret stål til semi-autogene mølleforinger.
Semi-autogene møllebelægninger er under slidende og alvorlige ætsende slidforhold. I dag har høj-mangan stål været meget brugt som SAG mølleforing indenlandske og udenlandske plader, men den korte levetid for foringsplader med høj manganstål under slid gjorde, at produktionsomkostningerne steg, og dette materiale skal fortrænges. For at forbedre levetiden og reducere produktionsomkostningerne for SAG mølleforplader har udviklingen af nye slidbestandige legeringsstål akademisk betydning og økonomisk værdi. I denne sammenhæng er der udviklet og undersøgt en ny type lav-legeret stål med højt kulstofindhold, samtidig er der udviklet en ny bainit-stålforplader, en ny kompositforplader med højt manganstål og en perforeret stålforplade i Qiming Maskineri. Virkningen af varmebehandlingsprocessen på den kemiske sammensætning, mikrostruktur, hårdhed, slagfasthed, trækprøvning, korrosionsbestandighed og slagkorrosionsslidstyrke af højkulstof lavlegeret stål blev undersøgt med Leica metallografisk mikroskop, muffelovn, hårdhedsmåler , instrumenteret slag tester, træk test maskine, slag korrosion, slid test maskine, røntgendiffusion, scanning elektronmikroskopi, og andre forskningsinstrumenter og midler. Samtidig blev mikrostrukturen og de omfattende egenskaber af tre nye slidbestandige foringsplader undersøgt.
For det første blev der foretaget fire forskellige varmebehandlinger for slidstærkt stål med højt kulstofindhold med lavt legering med sammensætningen af C 0.65%, Si 0.54%, Mn 0.97%, Cr 2.89%, Mo 0.35%, Ni 0.75%, N 0.10%. Effekten af varmebehandlingsprocesser på mikrostruktur og egenskaber med lavt kulstofindhold blev diskuteret. Resultaterne viser, at mikrostrukturen af kulstoffattigt lavlegeret stål udglødet med 1000 ° C udglødet, 950 ° C normaliseret og 250 ° C hærdet er pearlite, og dens Charpy V-hak stødabsorptionsenergi er højest (8.37 J). Forlængelsen med de samme varmebehandlingsprocesser er maksimal (14.31%), mens trækstyrken, flydespændingen og hårdheden er 1005 MPa, 850 MPa og 43.8 HRC. Højkulstofstål med lavt legeret stål med 1000 ° C udglødning, 950 ° C normaliseret og 250 ° C hærdet har de bedste omfattende egenskaber.
Resultaterne af undersøgelsen af de tre nye typer linerplader, der er udviklet, er som følger. Hårdheden af bainit-stålforpladerne er 51.7 HRC. Efter hærdningsarbejde øges foringspladernes hårdhed med 50HV, og dens Charpy V-hak slagabsorptionsenergi er 7.50 J, hvis hårdhed og sejhed matcher godt. Matrix kompositforplader med højt manganstål er et kompositmateriale med austenit som matrix og hårdmetal som anden fase. Hårdheden af kompositforingsplader med højt manganstålmatrix er 26.5 HRC. Efter hærdning er foringspladernes hårdhed steget til 667 HV (58.7 HRC), og dens Charpy U-hak stødabsorptionsenergi er 87.70J. Forlængelsen af foringspladerne med god sejhed er 9.20%, mens trækstyrken og flydestyrkerne er 743 MPa og 547 MPa. Hårdheden af perlitiske linerplader er 31.3 HRC. Efter hærdning er foringspladernes hårdhed næsten uændret, og dens Charpy V-hak slagabsorptionsenergi er 6.00J. Forlængelsen af de perlitiske foringsplader er lav (6.64%), mens trækstyrken og flydestyrkerne er 766 MPa og 420 MPa.
Under 4.5 J påvirkningsenergiforhold: den slidte tabsvægt af beklædningsplader af bainitstål er mindst, og dette materiale har den bedste ydeevne ved slagkorrosionsslidende slidstyrke i denne tilstand. Under 9J påvirkningsenergiforhold: den slidte tabsvægt af lavt kulstofstål med lavt legeringsstål udglødet med 1000 ° C udglødet, 950 ° C normaliseret og 250 ° C hærdet er mindst, og dette materiale har den bedste ydelse af slagkorrosionsslibende slidstyrke i denne tilstand.
Analyser af kravet om anvendelsesbetingelser, når slagbelastningen er meget lille, skal SAG-foringspladerne fremstilles af bainitstål. Når slagbelastningen er stor, skal SAG-foringspladerne fremstilles af højkulstofstål med lavt legeringsstål udglødet med 1000 ° C udglødning, 950 ° C normaliseret og 250 ° C hærdet.
1.1 Forskningsstatus for halvautomatiske møbelforingsmaterialer
1.1.1 Halvautomatisk møller
I 1932 fødte fremskridt inden for industriel teknologi den første autogene mølle i verden. Omkring 1950 blev den autogen mølle blev formelt brugt til mineproduktion. Efter 1960 blev den fulde autogene slibeproces populær i mange metallurgiske miner i mange lande. I selvslibningsprocessen anvendes malm med en størrelse større end 100 mm som hovedslibemiddel ved slibning, men størrelsen er mellem 20 mm og 80 mm
På grund af sin ringe slibeevne er det ikke let at slibe til passende størrelse af den store malm. For at løse dette problem forsøger forskere at tilføje en vis mængde stålkugler i en autogen mølle for at male denne slags slibemidler. Generelt er mængden af tilsat stålkugle 2 ~ 8% af volumenet af den autogene mølle. Denne forbedring forbedrer i høj grad effektiviteten af minens slibesektion, og den semi-autogene mølle skal også produceres.
Figur 1-1 viser det faste diagram af den semi-autogene mølle, der anvendes i metalminer, og Figur 1-2 viser foringspladen på den semi-autogene mølle, der skal samles. Kort sagt er den semi-autogene mølle en slags metalmineproduktionsudstyr, der delvis bruger en slibekugle og selv malm til at male malm. Selvom den semi-autogene mølle har et relativt højt energiforbrug, hvilket ikke er befordrende for den effektive udnyttelse af energi, inkluderer den semi-autogene mølle: mellemstor og fin knusning, screening og malmoverførsel, hvilket i høj grad forkorter mineproduktionen proces, reducerer støvforurening, reducerer produktionsomkostningerne og reducerer produktionsinvesteringerne.
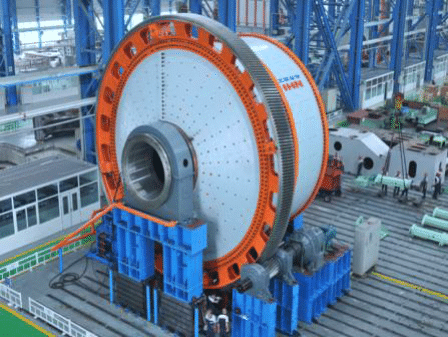
Fig.1-1 Semi-autogen mølle
Den semi-autogene mølle inkluderer hovedsagelig transmission del, hovedleje, cylinder skærm, cylinder del, langsom drev enhed, hovedmotor, donkraft enhed, smøring, elektrisk styring osv. Møllen liner er kernekomponenten i tønndelen af semi-autogen mølle og er også den del med mest tab.
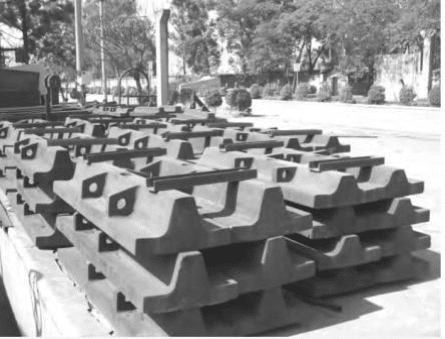
Fig.1-2 Semi-autogene mølleforinger
1.1.2 Semiautogene mølleforinger
Cylinderen i den semi-autogene møller roterer synkront under motorens drev. Materialerne (stålkugle og metalmalm), der er fyldt i cylinderen, roterer til en bestemt højde med cylinderen. Under tyngdekraften kastes de ned med en bestemt lineær hastighed. Metalmalmen, slibekuglen og foringspladen har en relativt stor påvirkning og alvorligt slid. Disse effekter får metalmalmen til at male, og det vigtigste er at male metalmalmen Efter formaling sendes det kvalificerede materiale ud af cylinderen under vandpåvirkning.
1.2 Slidstærke materialer til semi-autogene mølleforinger
De slidstærke ståldele, der forbruges af slibende slid, er en af de mest alvorlige arbejdsforhold for slidstærke ståldele. Sammenlignet med tørre slidforhold indeholder våde slidforhold visse korrosionsfaktorer, så slidgraden er mere kompleks og svær. Det mølleforinger af den semi-autogene mølle udsættes ikke kun for hård påvirkning og slid i lang tid, men også udsættes for korrosion af våde mineralmaterialer. Samtidig har det været udsat for interaktionen mellem foringens indvirkning, slid og elektrokemisk korrosion i lang tid under serviceprocessen, hvilket gør foringen til at blive den mest alvorlige slid og svigtmodtagende del af SAG-møllen .
Det har en lang historie at bruge højt manganstål som mølleforinger til en vådmølle hjemme og i udlandet. Indtil nu er højt manganstål stadig det mest anvendte materiale til vådfoderforing. Andre slidbestandige og korrosionsbestandige legeringsstål, som f.eks. Perlestålforing, anvendes også hjemme og i udlandet, men effekten er ikke særlig tilfredsstillende. Det er et presserende behov for vådmølleforingsindustrien og en vigtig opgave for teknisk innovation at udvikle en ny type høj-kulstof-lav-legeret stålforing med god slidstyrke og sat i anvendelse.
1.2.1 Austenitisk manganstål
I støbt slidstærkt stål er austenitisk manganstål blevet udbredt i forskellige slidbestandige ståldele på grund af dets unikke egenskaber og har en lang historie. Den metallografiske struktur er hovedsageligt enfaset austenit, eller austenit indeholder en lille mængde hårdmetal. Austenitstrukturen har en stærk arbejdshærdningsevne. Når arbejdsfladen udsættes for en stor slagkraft eller stor kontaktbelastning, vil overfladelaget hærde hurtigt, og dets overfladehårdhed kan endda øges til 700 HBW, så slidstyrken forbedres. Selvom hårdheden på overfladen på arbejdsfladen øges, forbliver austenitstrukturens hårdhed og sejhed i det indre lag uændret, hvilket gør det høje manganstål ikke kun har fremragende slidstyrke, men har også evnen til at modstå stor påvirkning belastning. På grund af denne egenskab har højt manganstål en fremragende påføringseffekt under slidende slid og slidforhold med høj spænding. Der er mange fordele ved højt manganstål, men der er også mange mangler. Når stødkraften eller kontaktspændingen af højt manganstål er for lille, kan stålet ikke få tilstrækkelig hærdning, og slidstyrken reduceres, så det ikke kan fungere normalt. Derudover viser det sig, at korrosionsbestandigheden af højt manganstål er dårlig, hvilket ikke kan opnå den ideelle effekt i et vådt miljø。
Siden 1960'erne er forskere i ind- og udland begyndt at reformere austenitisk stål for at forbedre dets omfattende egenskaber. De fleste af dem tilføjer nogle legeringselementer, såsom Cr, Mo, Ni, V osv., Og justerer indholdet af C og Mn på samme tid og vedtager modifikation af podning for at opnå bedre slidstyrke austenitisk manganstål. Indtil nu har forskning og udforskning af legering, modifikation og styrkelse af austenitiske stål og metastabile austenitiske stål opnået tilfredsstillende resultater. Nogle lande tilføjer endda forbedrede austenitiske stål til nationale standarder. Højt manganstål er et almindeligt materiale til vådmølleforinger derhjemme og i udlandet. Når stødbelastningen på den våde mølle er for lille, er hærdningen af højt manganstål ikke komplet, og dens slidstyrke mod slid vil være svag. På grund af austenitstrukturens dårlige korrosionsbestandighed er korrosionsbestandigheden for austenitisk stål desuden relativt lav.
1.2.2 Slidstærkt støbejern
Lavlegeret og højlegeret hvidt støbejern anvendes i øjeblikket meget. Sammenlignet med det traditionelle hvide støbejern og hvidt støbejern med lavt kulstofindhold har det nye slidstærke støbejern repræsenteret af lavt krom og højt krom hvidt støbejern bedre slidstyrke.
Krom er det vigtigste legeringselement i lavkrom hvidt støbejern. Carbiderne generelt lavt kromhvidt støbejern spredes i støbejernet af netværket. Derfor er skørheden af hvidt støbejern med lav krom større, og slidstyrken er lavere end for hvidt støbejern af medium og høj legering. Generelt er det ikke egnet til arbejdsforhold med høj slidstyrke og hårdhedskrav. Hvidt støbejern med højt krom anvendes i vid udstrækning i mange typer udstyr og arbejdsforhold, hvilket skyldes det brede udvalg af chromindhold (10% ~ 30%) af højt krom hvidt støbejern. Sejheden ved Cr12-støbejern med lavt kulstofindhold i hvidt støbejern med højt kromforøgelse på grund af justeringen af chromindholdet, som kan opfylde kravene til en stor cementkuglemølle med stor slagbelastning; efter en vis varmebehandling kan Cr15 støbejern opnå god ydeevne blandet med en lille mængde hårdmetal og Den martensitiske struktur af bibeholdt austenit har god slidstyrke, som kan bruges til slibning af kugle- og foringspladematerialer af kuglemølle i cementfabrik; Cr20 og Cr26 støbejern har en god matchning af hårdhed og sejhed og høj hærdbarhed, som kan bruges i tykke væg-slidbestandige dele. Derudover har Cr20 og Cr26 støbejern stærk korrosionsbestandighed og oxidationsmodstand, som også kan bruges i vådkorrosionsslid og slidforhold ved høj temperatur.
1.2.3 Ikke-mangan slidbestandigt legeret stål
Med udviklingen af flere og flere ikke-manganlegerede stål med fremragende ydeevne viser det sig, at hårdheden og sejheden af denne type legeret stål kan justeres i et stort område ved at optimere sammensætningsforholdet eller udforske varmebehandling, og det kan har også høj hårdhed og høj sejhed på samme tid. Det har en god applikationseffekt under mange arbejdsforhold. Ikke-manganlegeret stål kan have høj hårdhed, høj styrke og god sejhed på samme tid. Dets styrke og hårdhed er meget højere end austenitisk manganstål, og dets anvendelseseffekt er bedre under betingelse af lille slagbelastning. Krom, mangan, nikkel, silicium, molybdæn og andre legeringselementer tilsættes ofte i slidstærkt stål for at forbedre dets mekaniske egenskaber og hærdbarhed.
1.2.3.1 Slidstærkt stål af mellemhøj legering
I de senere år har Qiming Machinery's ingeniører forsket meget på mellem- og højlegeret martensitisk slidstærkt stål (C 0.2 ~ 0.25%, Cr 3 ~ 16%, Ni ≤ 2%, Mo ≤ 1%) forplade og der er gjort nogle fremskridt.
(1) Design af kemisk sammensætning
Kulstofelement
Kulstofindholdet har en direkte indvirkning på mikrostrukturen, de mekaniske egenskaber, hærdbarheden og andre egenskaber af legeret stål. Resultaterne viser, at prøveens hårdhed falder med faldet i kulstofindhold, hvilket fører til manglende slidstyrke, men sejheden er relativt bedre; med stigningen i kulstofindhold stiger prøveens hårdhed, slidstyrken er relativt bedre, men plasticiteten og sejheden bliver værre. Resultaterne viser, at hårdheden af legeret stål stiger med stigningen i kulstofindhold, og dets plastiske sejhed falder. Når kulstofindholdet er i et bestemt interval (0.2 ~ 0.25%), falder slagstyrken (α K) af legeret stål meget langsomt og forbliver næsten uændret. Inden for dette område af kulstofindhold er mikrostrukturen af legeret stål lath martensite. Resultaterne viser, at de sammensatte mekaniske egenskaber af de tre slags strukturer er gode, og slidstyrken mod slagkorrosion er fremragende.
Chrom-element
Kromelement kan forbedre hærdbarheden af legeret stål til en vis grad. Stålet har gode omfattende mekaniske egenskaber efter den korrekte varmebehandlingsproces. Kromelementer kan eksistere i form af kromholdigt hårdmetal i karboniseret stål, hvilket yderligere kan forbedre slidstyrken på ståldele til en vis grad. Vores ingeniører har undersøgt effekten af Cr på egenskaberne af Cr Ni Mo-legeret stål med et C-indhold på 0.15-0.30. Resultaterne viser, at slagstyrken af legeret stål kan forbedres ved at øge indholdet af krom under betingelse af slukning og hærdning. Derfor kan vi i designet af legeret stål justere indholdet af kromelement for at få legeret stål til at opnå bedre omfattende mekaniske egenskaber for at opnå den bedste slidbestandige effekt.
Vores ingeniører har undersøgt slidstyrken af legeret stål med forskellige chromelementer under sure forhold. Det har vist sig, at med stigningen i chromindhold (1.5% ~ 18%) øges slidstyrken af ståldele først og derefter falder. Når chromindholdet er 12.5%, har stålet den bedste slidstyrke og korrosionsbestandighed. Endelig er massefraktionen af legeret element chrom Det konkluderes, at 10 ~ 12% af det slidstærke legeringsstål har den bedste slidbestandige effekt.
Nikkelelement
Samtidig kan nikkel forbedre hærdbarheden af legeret stål for at optimere dets mekaniske egenskaber. Resultaterne viser, at hårdheden af legeret stål forbedres lidt ved tilsætning af nikkelelement, men slagabsorptionsenergien og sejheden af legeret stål kan forbedres i høj grad. På samme tid kan nikkel fremskynde passiveringen af Fe Cr-legeret stål og optimere korrosions- og oxidationsmodstanden af Fe Cr-legeret stål. Indholdet af nikkel i slidbestandigt legeret stål bør dog ikke være for højt (generelt mindre end 2%). Generelt vil for højt indhold af nikkel gøre y-fasezonen for stor, hvilket vil føre til forøgelse af den tilbageholdte austenitfase i legeringsstålet, hvilket gør legeringsstålet ude af stand til at opnå gode omfattende egenskaber.
Molybdæn element
Molybdæn kan til en vis grad forfine kornstørrelsen af legeret stål for at optimere legeringsstålets omfattende egenskaber. Molybdæn kan forbedre hærdbarheden af martensitisk stål og forbedre martensitisk ståls styrke, hårdhed og korrosionsbestandighed på samme tid. Indholdet af silicium i ståldele er normalt mindre end 1%.
Silicium element
Indholdet af silicium kan påvirke austenittransformationen af legeret stål. Tilsætningen af silicium gør diffusionen af kulstofatomer langsom under slukningsprocessen og forhindrer dannelsen af carbider i legeret stål, hvilket resulterer i høj kulstofkoncentration. Austenitfasens stabilitet forbedres under fasetransformationen. Samtidig kan en vis mængde Si forbedre legeringstålets hårdhed og slidstyrke gennem opløsningsforstærkning. Generelt er indholdet af silicium i stål ca. 0.3% ~ 0.6%.
(2) Varmebehandlingsproces og metallografisk struktur
Varmebehandlingsprocessen påvirker direkte stålkonstruktions mikrostruktur og mekaniske egenskaber. Vores ingeniører fandt ud af, at varmebehandlingsprocessen har en effekt på et slidstærkt stål med lavt legering (kemisk sammensætning er C 0.3%, Mn 0.3%, Cr 1.6%, Ni 0.4%, Mo 0.4%, Si 0.30%, Re 0.4% ). Varmebehandlingen slukker (850 ℃, 880 ℃, 910 and og 930 ℃) og hærder (200 ℃ og 250 ℃). Resultaterne viser, at når hærdningstemperaturen er konstant, stiger prøveens hårdhed med stigningen i slukningstemperaturen, mens den absorberede energis påvirkning falder, og sejheden bliver værre. Flere carbider udfældes i legeret stål hærdet til 250 ℃, hvilket øger hårdheden af matrixen. De mekaniske egenskaber ved prøven hærdet ved 250 ℃ er bedre end dem, der er hærdet ved 200 ℃. Slidstyrken af lavlegeret stål hærdet ved 890 ℃ og hærdet ved 250 ℃ er den bedste.
Vores ingeniører undersøgte også varmebehandlingen af medium kulstof lavlegeret stål med en kemisk sammensætning på C 0.51%, Si 0.13%, Cr 1.52% og Mn 2.4%. Virkningerne af henholdsvis vandkøling, luftkøling og luftkøling på legeringsstålets mikrostruktur Mikrostrukturen af quenchet legeret stål er martensit, og mikrostrukturen efter luftkøling og luftkøling er både martensit og bainit Efter yderligere hærdning ved 200 ℃ , 250 ℃, 300 ℃, 350 ℃ og 400 ℃, viser den samlede hårdhed af prøverne en nedadgående tendens. Blandt dem er de luftkølede og luftkølede prøver flerfasestrukturer indeholdende bainitfasen, og deres hårdhed falder langsommere. Slidstabet stiger med stigningen i tempereringstemperaturen. Da bainitteksturen har god modstandsdygtighed over for blødgøring af hærdning og god sejhed, reduceres hårdheden af luftkølede og luftkølede prøver Slidstyrken for den sammensatte struktur med bainitfasen er bedre.
(3) Undersøgelse af materialer til minedriftmølleforinger
Vores ingeniører analyserede fejladfærden for foringspladen (5cr2nimo legeret stål) i den semi-autogene mølle i vanadium titanium magnetitmine. Resultaterne viser, at legeringen af mikrostrukturen er martensit med tilbageholdt austenit. Under betjening af foringspladen har mineralaggregatet en slidende slideffekt på foringspladen, og foringspladen korroderes også af papirmassen. Et stort antal korrosionshuller og revner blev observeret på den slidte overflade af foringspladen under drift. Det anses for, at foringspladens svigt er, at stødbelastningen under arbejdstilstanden er for lav, og foringspladen ikke er tilstrækkelig hærdet, hvilket resulterer i den lave hårdhed af foringspladens arbejdsflade og dårlig slidstyrke .
Vores ingeniører studerede også slagkorrosionsslidstyrke for tre slags højkolesterolfattige stål med forskellige kulstofindhold (C: 0.16%, 0.21%, 0.25%). Resultaterne viser, at legeringsstålets hårdhed øges med stigningen i kulstofindhold, mens stødabsorptionsenergien falder. De eksperimentelle resultater viser, at legeret stål med 0.21% kulstofindhold har det mindste slidstab og den bedste slagkorrosionsslidende slidstyrke.
Virkningen af siliciumindhold (Si: 0.53, 0.97, 1.49, 2.10, 2.60, c0.25%) på mikrostrukturen, mekaniske egenskaber og slidstyrke af støbt stål af medium kulstof med høj kromlegering blev også undersøgt. Resultaterne viser, at legeret stål med et siliciumindhold på 1.49% har den højeste hårdhed (55.5 HRC) og den bedste sejhed (stødabsorptionsenergi: 27.20 J), og dets mikrostruktur er lath martensite. Stødkorrosionsslidstest (slagbelastning: 4.5 J) viser, at legeret stål med et siliciumindhold på 1.49% har mindst slidstab og den bedste slidstyrke mod korrosion.
Vores ingeniører undersøgte også slid på slagkorrosion af tre slags minevådslibestål. De tre slags foringer er højkulstofstål med lavt kulstofindhold (lath martensit struktur, hårdhed: 45 ~ 50 HRC, slagfasthedsværdi større end 50 J / cm2), høj manganstål (enfaset austenit struktur, hårdhed> 21 HRC, stød sejhedsværdi større end 147 J / cm2) og medium kulstoflegeret stål (hærdet martensitstruktur indeholdende en lille mængde bainit og bibeholdt austenit, hårdhed: 57 ~ 62 HRC, slagstyrkeværdi: 20 ~ 30 J / cm2)。 Slagbelastningen er 2.7J, og malmmaterialet er sur jernmalm.Prøvningsresultaterne viser, at foringen med lavt kulstofindhold af højlegeret stål har mindst slidvægttab og den bedste slidstyrke mod korrosion.
1.2.3.2 Slidstærkt stål med lavlegering
Fordelene ved lavlegeret stål manifesteres hovedsageligt i dets gode hærdbarhed, høje hårdhed og høje sejhed. Flere og flere forskere begynder at undersøge muligheden for at bruge lavlegeret stål i stedet for højt manganstål som mølleforinger i den våde mølle. Generelt omdannes lavlegeret stål til hærdet martensit med gode omfattende egenskaber ved at tilføje elementer såsom C, Mn, Cr, Si, Mo, B og vælge passende varmebehandling.
Vores ingeniører har undersøgt anvendelsen af zg40cr2simnmov stål i møllen liners. Varmebehandlingsprocessen er 900 ℃ udglødning + 890 ℃ olieslukning + (220 ± 10 ℃) hærdning. Efter ovenstående varmebehandling er mikrostrukturen af zg40cr2simnmov stål enfaset hærdet martensit, og dets omfattende mekaniske egenskaber er gode: hårdhed ≥ 50 HRC, flydestyrke ≥ 1200 MPa, slagstyrke ≥ 18 J / cm2. Legeret stål og højt manganstål (mekaniske egenskaber: hårdhed ≤ 229hb, flydespænding ≥ 735mpa, slagstyrke ≥ 147j / cm2) er blevet testet i flere miner såsom aluminiumoxidanlægget fra Shandong Aluminium Corporation. Testresultaterne viser, at zg40cr2simnmovforingspladen i stål har en lang levetid i en vådkuglemølle og tørkuglemølle.
Vores ingeniører har også studeret undersøgelsen af et slidstærkt støbt stål i lavlegering og brugen af foringsplader. Forskellige varmebehandlingsprocesser blev undersøgt for lavlegeret stål, og den optimale proces var quenching ved 900 ~ 950 ℃ og hærdning ved 500 ~ 550 ℃. Efter varmebehandlingen havde legeret stål de bedste mekaniske egenskaber, hårdhed: 46.2 HRC, flydestyrke: 1500 MPa, slagfasthed: 55 J / cm2.
Resultaterne af slagslibning viser, at slidstyrken for lavlegeret stål standset ved 900 ~ 950 ℃ og hærdet til 500 ~ 550 ℃ er bedre end ZGMn13 under de samme testbetingelser. Derudover blev legeret stål og ZGMn13 testet i Sizhou koncentrator af Dexing kobbermine. Resultaterne viser, at levetiden for multi-element lavlegeret stålforing er 1.3 gange så lang som for den almindelige ZGMn13 foringsplade.
Under betingelse af vådslibning i metalminer er begrænsningerne i den traditionelle foring med høj manganstål, som i dag er meget udbredt, i stigende grad fremtrædende, og det er den generelle tendens, at dens dominerende stilling vil blive erstattet. Det lavlegerede martensitiske slidbestandige stål, der er udviklet på nuværende tidspunkt, har god slidstyrke, men dets sejhed er dårlig, hvilket resulterer i, at dets slagfasthed ikke er i stand til at opfylde arbejdsforholdene for metalmineforingsplade. En lignende situation findes i andet legeret stål, hvilket forhindrer fornyelsen af minefabrikken. Det er stadig en vanskelig opgave at udvikle nyt slidstærkt legeret stål, der kan erstatte de traditionelle linefabrikker med højt manganstål.
1.2.3.3 Bainit-slidstærkt stål
De samlede mekaniske egenskaber ved bainitisk stål er gode, og det lavere bainitstål har høj hårdhed, høj sejhed, lav hakfølsomhed og revnerfølsomhed. Den traditionelle produktionsmetode for bainitisk stål tilføjer Mo, Ni og andre ædle metaller og vedtager en isoterm slukningsproces. Dette gør ikke kun produktionsomkostningerne for bainitisk stål for høje, men fører også let til ustabilitet af stålkvalitet på grund af vanskeligheden ved proceskontrol. Den industrielle anvendelse af bainitisk stål er også meget begrænset. Med den yderligere efterforskning og udforskning af bainitisk stål er der blevet udviklet bainit-dobbeltfasestål, såsom Austenite Bainite Dual-phase stål, eutektisk forstærket Austenite Bainite Steel, martensite bainite dual-phase stål osv. På grund af dets lave produktionsomkostninger bainitstål kan anvendes i branchen.
Austenite Bainite (A / b) dobbeltfasestål kombinerer den stærke hærdningsevne hos austenit og den høje hårdhed og sejhed ved bainit, så a / b dobbeltfasestål har høj styrke og god sejhed og har fremragende slidstyrke. Mn Si Austenite Bainite Dual-fase stål opnået ved austempering har god slidstyrke, som kan opfylde mange slidbestandige forhold. I denne slags dobbeltfaset stål vælges Mn, Cr og andre elementer med lavere omkostninger for at forbedre ståldelernes hærdbarhed. Produktionsomkostningerne reduceres yderligere, og der opnås en ny type Mn Si Austenite Bainite dobbeltfasestål med gode omfattende egenskaber. En slags bainitisk stål med mikro og nanostruktur med bibeholdt austenit spredt i bainitmatricen introduceres. Det nye bainitiske stål har både ultrahøj styrke og plasticitet og viser fremragende mekaniske egenskaber. Resultaterne viser, at mikrobainitisk stål med højt tilbageholdt austenit har en høj hårdhedsværdi ved relativt lav tempereringstemperatur (mindre end 500 ℃), hvilket viser god hærdningsstabilitet.
Selvom bainitisk stål har fremragende mekaniske egenskaber, er dets produktionsproces kompliceret, og dets omkostninger er for høje, hvilket begrænser dets anvendelse i minen vådslibende foringspladeindustri. Den industrielle anvendelse af slidbestandigt stål i bainit-serien i metalminer kræver yderligere efterforskning.
1.2.3.4 Pearlite slidstærkt stål
Pearlitisk stål opnås normalt ved normalisering og hærdning efter legering med krom, mangan, molybdæn og andre grundstoffer i kulstofstål. Pearlitic stål har god sejhed, slagfasthed, simpel varmebehandling og ingen værdifulde legeringselementer. Dens produktionsomkostninger er lave. Det er en slags slidstærkt og korrosionsbestandigt legeret stål med stort udviklingspotentiale. Cr-Mn Mo-slidstærkt legeret stål med højt kulstofindhold har god sejhed og en vis arbejdshærdningsevne, så det kan bruges i et ætsende slibemiljø med en vis belastning.
Den kemiske sammensætning og mekaniske egenskaber af repræsentativt højt kulstof Cr Mn Mo-perlit slidstærkt stål er vist i tabel 1-1.
| Tabel 1-1 Kemisk sammensætning og mekaniske egenskaber af perlit slidstærkt støbt stål | |||||||
| Kemisk sammensætning | mekaniske egenskaber | ||||||
| C | Mn | Si | Ni | Cr | Mo | H.B.W. | KV2 / J |
| 0.55 | 0.6 | 0.3 | 0 | 2 | 0.3 | 275 | / |
| 0.65 | 0.9 | 0.7 | 0.2 | 2.5 | 0.4 | 325 | 9.0-13.0 |
| 0.65 | 0.9 | 0.3 | 0 | 2 | 0.3 | 321 | / |
| 0.75 | 0.9 | 0.7 | 0.2 | 2.5 | 0.4 | 363 | 8.0-12.0 |
| 0.75 | 0.6 | 0.3 | 0 | 2 | 0.3 | 350 | / |
| 0.85 | 0.9 | 0.7 | 0.2 | 2.5 | 0.4 | 400 | 6.0-10.0 |
1.3 Slidmekanisme og model
Slid henviser til fænomenet, at materialet adskilles fra kontaktfladen på grund af en vis belastning på grund af materialets relative glidning. Mekanismen for løsrivelse af materiale fra overfladen kan være forskellig på grund af de forskellige egenskaber ved materialer, arbejdsmiljø, belastning og handlingstilstand. Slidmekanismen kan opdeles i klæbende slid, slid på slid, slid på overfladen, slid på båndet og stødslid. Ifølge statistikker er det økonomiske tab forårsaget af slibende slid det største og tegner sig for ca. 50% af det samlede, klæbende slid udgør 15% af det samlede antal; fretting slid udgør 7%; erosion slid udgør 7% af det samlede antal; korrosionsslid udgør 5% af det samlede.
1.3.1 Slibemekanisme for slid
Slid på legeret stål forårsaget af slibende slid er den største, hvilket hovedsagelig skyldes 1. Slid forårsaget af glidning af hård og ru overflade på den bløde overflade; 2. Slid forårsaget af gensidig friktion af hårde partikler, der glider mellem kontaktfladerne. I henhold til de forskellige slidforhold kan den slidende slidmekanisme opdeles i følgende to typer:
Type 1: Mikroskæremekanisme
Under påvirkning af ekstern belastning frembringer slidpartiklerne på overfladen af materialet en kraft på materialet. Når kraftens retning er i normal retning, producerer slidpartiklerne på overfladen af materialet en kraft på materialet. Når kraftens retning er tangentiel, bevæger de slibende partikler sig parallelt med slidfladen på grund af den tangentiale kraft. Hvis modstanden fra de slibende partikler, der bevæger sig på materialets overflade, er lille, vil det skære materialet og producere chips. Skærestien for slibende partikler på materialets overflade er smal og lav, og skærestørrelsen er lille, så det kaldes mikrosnit. Hvis slibepartiklerne ikke har skarpe kanter, eller vinklerne er forskellige fra skærevejsretningen, eller selve materialet har god plasticitet, vil skæreeffekten ikke få materialet til at producere chips, men vil blive skubbet fremad eller begge sider af slibende partikler, og der dannes en fure på materialets overflade langs den slibende partikels bevægelsesbane.
Type 2: Træthedsmekanisme
Træthedsspaltningsmekanisme henviser til, at matrixen deformeres og hærdes under påvirkning af slibende partikler, og der dannes revner på undergrundslaget på grund af kontaktspænding. Revnerne strækker sig ud til overfladen og falder af i form af et tyndt lag, og der dannes uregelmæssige spaltegrop på overfladen af materialet. Når de slibende partikler glider på overfladen af prøven, dannes der et stort plastisk deformationsområde. Efter gentagen plastisk deformation, på grund af hærdning af arbejdet, overfladen af materialet til sidst skræller af til slidrester. Generelt er træthedsgrænsen baseret på materialets slidstyrke ukorrekt.
1.3.2 Mekanisme og model for korrosion og slid
Den våde mølle, der anvendes i metallurgiske miner, lider ikke kun af belastningen af tung belastning og svær slitage, men er også korroderet af flydende opslæmning. Korrosionsslid refererer til massetabsprocessen forårsaget af den elektrokemiske eller kemiske reaktion mellem materialets overflade og det omgivende miljø, som kaldes korrosionsslid. Arbejdsforholdene for min våde mølle er normalt elektrokemisk korrosionsslid. Den gensidige markedsføringsmekanisme mellem slid og korrosion gør, at materialetabet overstiger den enkelte slidstyrke plus korrosionshastigheden. For at undersøge effekten af våd slid på slidmekanismen er det nødvendigt at undersøge korrosionsmekanismen.
1.3.2.1 Fremme af slid på korrosion
(1) Mekanisk fjernelsesmodel. Figur 1-3 viser den mekaniske fjernelsesmodel. På grund af eksistensen af et ætsende medium vil der opstå ensartet korrosion på metaloverfladen under korrosion og slid, og de dannede korrosionsprodukter kan dække overfladen af prøven fuldstændigt. Dette lag af korrosionsprodukt kaldes korrosionsfilm. Det kan forhindre materialeoverfladen i yderligere korrosion, men det er let at blive båret af andre hårde materialer eller slibende partikler i den relative glidning af spænding. Derefter er den nøgne metaloverflade let at korrodere, så slid fremmer korrosion. I et specifikt korrosionsmedium afhænger materialets korrosionsbestandighed hovedsageligt af den passive film. Generelt vil korrosionsslidningshastigheden for metal med ringe genvindingsevne for passiv film stige med 2 størrelsesordener eller endda 4 størrelsesordener sammenlignet med den enkelte statiske korrosionshastighed.
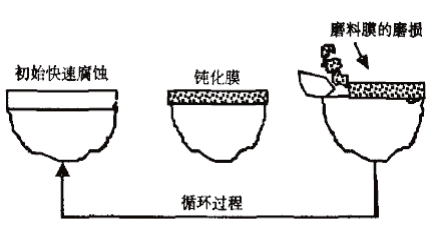
Fig.1-3 Model til mekanisk fjernelse af overfladen
(2) I henhold til den elektrokemiske model vil der blive produceret et bestemt plastisk deformationsareal på overfladen af metalprøven på grund af slibemidlets vinkelforskydningskraft. Den elektrokemiske korrosion af metaloverfladen er meget ujævn, hvilket fører til en yderligere stigning i korrosionshastigheden.
1.4 Formålet med, betydningen og hovedindholdet i denne forskning
Driftsomkostningerne for en semi-autogen mølle, der anvendes til metalmineproduktion, er enorme, og den mest alvorlige del af slid og udgifter er mølleforingen. Kina forbruger cirka 2.2 millioner tons slidstærke stålmaterialer hvert år. Blandt dem forbruger møllelinjen under forskellige produktionsforhold så meget som 220000 tons stål, hvilket er ca. en tiendedel af det samlede forbrug af slidbestandige ståldele.
Arbejdsforholdene for de semi-autogene møller, der anvendes i metallurgisk mine, er dårlige. Som den mest beskadigede del af møllen er foringens levetid for kort, hvilket ikke kun øger driftsomkostningerne for den semi-autogene møller, men også i alvorlig grad påvirker metalminens produktionseffektivitet. På nuværende tidspunkt anvendes højt manganstål normalt til beklædningspladen i den semi-autogene mølle. Selvom højt manganstål har god omfattende ydeevne og god hærdningsevne, er flydestyrken for højt manganstål for lav, hvilket er let at deformere og mislykkes, hvilket ikke kan opfylde servicevilkårene for semi-autogen mølleforing og servicen Foringspladens levetid er kort. For at forbedre ovennævnte problemer skal der udvikles en ny type slidstærkt legeret stål med gode omfattende egenskaber som erstatning for foringer med højt manganstålfabrik.
Baseret på analysen af det semi-autogene møllers industrielle og minedriftsmiljø og analysen af foringsmaterialerne i forskellige våde møller, viser det sig, at foringen til den semi-autogene møllen er af stor betydning Det slidbestandige legeringsstål for plade skal have både hårdhed og sejhed; legeret stål skal have enfaset struktur så vidt muligt, eller det skal være flerfasestrukturen med den gode matchning af hårdhed og sejhed, såsom matrixstruktur + hårdmetal; legeret stål skal også matche med god flydespænding og have en vis evne til at modstå deformation; legeret stål skal have god slagkorrosionsslidende slidstyrke.
De vigtigste forskningsindhold er som følger:
(1) Undersøgelse om varmebehandling af slidbestandigt stål med lavt kulstofindhold med lavt kulstofindhold.
Gennem analysen af mikrostruktur, mekaniske egenskaber og slagkorrosionsslid af slidstærkt stål med højt kulstofindhold med lavt kulstofindhold med forskellig varmebehandling blev der opnået en slags slidstærkt korrosionslegeringsstål med bedre omfattende egenskaber.
Sammensætningen af stål med lavt kulstofindhold: C 0.65%, Si 0.54%, Mn 0.97%, Cr 2.89%, Mo 0.35%, Ni 0.75%, N 0.10%.
Varmebehandling af højkulstofstål med lavt legeret stål: 1000 ℃ × 6 timers glødning + 950 ℃ × 2.5 timers olieslukning + 570 ℃ × 2.5 timers hærdning; 1000 ℃ × 6 timers glødning + 950 2.5 × 250 timers olieslukning + 2.5 ℃ × 1000 timers hærdning; 6 ℃ × 950 timer udglødning + 2.5 ℃ × 570 timer normalisering + 2.5 ℃ × 1000 timers hærdning; 6 ℃ × 950 timer udglødning + 2.5 ℃ × 250 timer normalisering + 2.5 ℃ × XNUMX timers hærdning.
(2) Baseret på designet af højkulstoflegeret stål blev der konstrueret henholdsvis slidbestandigt højkulstofbainitisk stål, matrixkomposit med højt manganstål og perlitstål. Støbning og varmebehandling af møllelinjer blev afsluttet i Qiming Machinery, og det indledende forsøg blev foretaget i metalminer.
(3) Mikrostrukturobservation og forskning.
Den metallografiske struktur af højkulstof lavlegeret stål i varmebehandlingstilstand blev observeret, og indflydelsen af forskellige varmebehandlingsprocesser på mikrostrukturen af lavkulstof lavlegeret stål blev analyseret gennem analyse og sammenligning. Samtidig analyseres mikrostrukturen af slidbestandigt bainitisk stål, perlitstål og matrixkompositfor med højt manganstål.
(4) Test og forskning i mekaniske egenskaber.
Hårdheden og stødenergien af støbt og varmebehandlet stål med lavt kulstofindhold med lavt kulstofindhold blev testet, og hårdheden og slagstyrken af højt kulstoffattigt lavlegeret stål efter forskellige varmebehandling blev undersøgt. Samtidig blev hårdheds- og stødabsorberet energi fra slidbestandigt bainitisk stål, perlitstål og matrix-kompositforing med højt manganstål testet og analyseret. Trækprøver blev udført på støbt og varmebehandlet lav-legeret stål med højt kulstofindhold for at undersøge flydespændingen og andre egenskaber ved høj-kulstof-lavlegeret stål med forskellige varmebehandlingsprocesser. På samme tid blev flydespændingen af slidbestandigt bainitisk stål, perlitisk stål og matrix-kompositforing med højt manganstål testet og analyseret.
(5) Undersøgelse af slidende egenskaber ved slagkorrosion
Under slagkraften på henholdsvis 4.5j og 9j blev slagkorrosionsslidstyrke og slidmekanisme af højkulstofstål med lavt legeret stål undersøgt, og forskellige varmebehandlingsprocesser blev undersøgt, og slagkorrosionsslidstyrke af slidbestandigt bainitisk stål, perlitstål , og matrixkompositforplader med højt manganstål blev testet og sammenlignet. Analysen danner grundlaget for den praktiske industrielle anvendelse af stål.
2.0 Testbetingelser og metoder
I tilstanden af vådt ætsende medium er stålmaterialets korrosionshastighed meget højere end i tør tilstand, hvilket er flere gange tør tilstand. For at udvikle slidbestandigt, korrosionsbestandigt og slagfast slidstærkt legeret stål er matrixkompositter med højt kulstofindhold lavt legeringsstål, bainitisk stål, perlitstål og højt manganstål matrixkompositter designet. , og disse legeringsståls mikrostruktur og mekaniske egenskaber undersøges også. Trækprøvning, stødtest, slagkorrosion og slidstest blev udført for at opnå slidstærkt stål med bedre omfattende ydeevne, som kan give en reference til valg af semi -autogene mølleforinger.
2.1 Testmetode
2.1.1 Testblokstøbning
Prøverne med højt kulstofindhold og lavlegeret stål, der blev brugt i dette papir, blev smeltet i alkalisk ovnbeklædning med mellemfrekvens induktionsovn og støbt i en standard Y-formet testblok, som er vist i fig. 2-1. Støbnings- og varmebehandlingen af slidbestandigt bainitisk højkulstofstål, perlestål og højt manganstålmatrix kompositmølleforinger er afsluttet i Qiming Machinery, og der er udført foreløbig forsøgsbrug i minen.
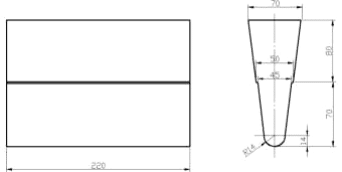
Fig.2-1 Skematisk diagram af Y-testblokprøve af stål med højt kulstofindhold
2.1.2 Design af varmebehandlingsprocesser
Varmebehandlingsprocessen har en åbenbar indflydelse på mikrostrukturen, de mekaniske egenskaber og slidstyrken i højkulstofstål med lavt legeret stål. Varmebehandlingsprocessen af denne type stål med lavt kulstofindhold er vist i fig. 2-2.
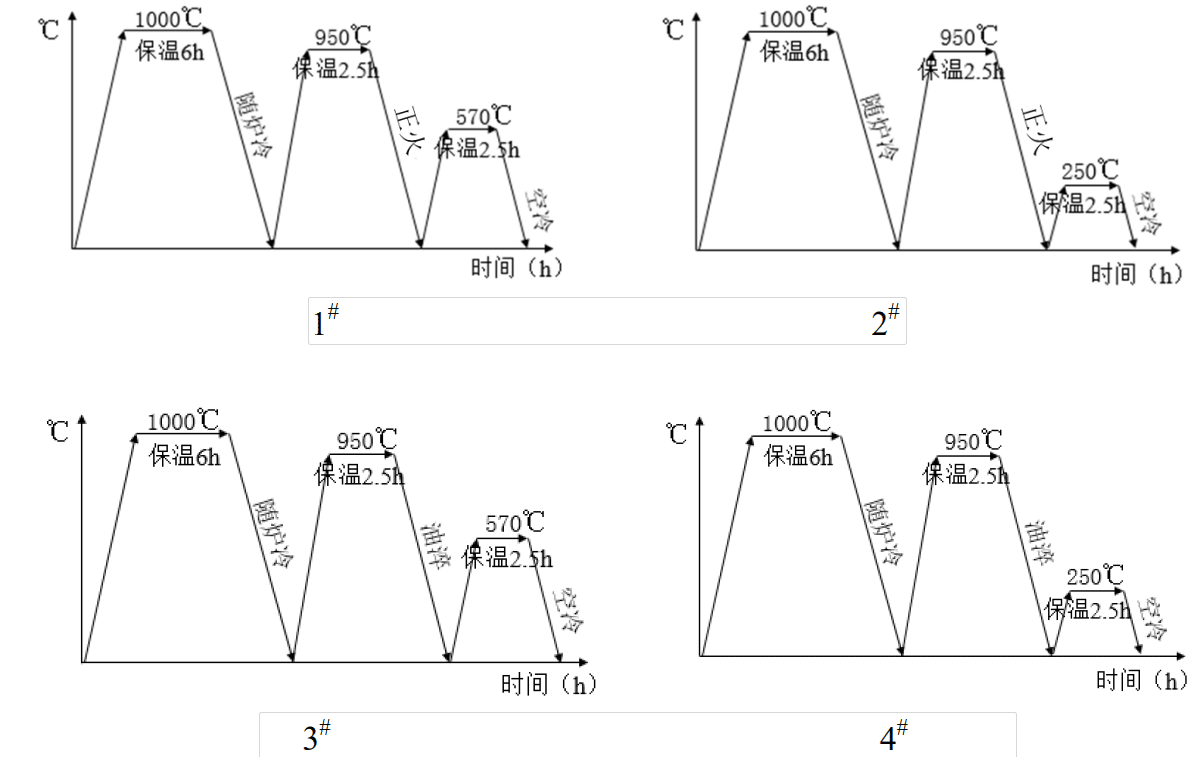
Fig.2-2 Varmebehandlingsprocesser af stål med lavt kulstofindhold
2.1.3 Prøveforberedelse
Prøverne til mikrostrukturanalyse, hårdhed, XRD, stødtest, trækprøvning og stødkorrosion slidstest blev skåret fra Y-formede testblokke af høj-kulstof lavlegeret stål med forskellig varmebehandling og støbt tilstand. Modellen på trådskæremaskinen er DK77. Skær testblokken ud med bearbejdning af slibemaskine til den passende ruhed.
2.1.4 Metallografisk strukturobservation
Mikrostrukturen for hver prøve blev observeret ved optisk Lycra-mikroskop. 4 vol.% Salpetersyrealkoholopløsning blev anvendt som en korrosionsopløsning til høj-kulstof-lavlegeret stål, perlestålforing og højt manganstålmatrixkompositforplade i forskellige varmebehandlingstilstande. På grund af den gode korrosionsbestandighed af bainitisk stål vælges jernchlorid saltsyrealkoholopløsning som korrosionsopløsningen på beklædningspladen i bainitstål. Korrosionsopløsningsformlen er 1 g jernchlorid, 2 ml saltsyre og 100 ml ethanol.
2.1.5 Mekanisk egenskabstest
Mekaniske egenskaber ved materialer, også kendt som mekaniske egenskaber ved materialer, henviser til materialets mekaniske egenskaber under forskellige eksterne belastninger i et bestemt miljø. De konventionelle mekaniske egenskaber ved metalmaterialer inkluderer hårdhed, styrke, slagfasthed og plasticitet. Dette projekt fokuserer på makrohårdhed, stødtest og trækprøvning.
Rockwell-hårdheden (HRC) af lav-legeringsstål med højt kulstofindhold, foring af bainitstål, foring af perlitstål og matrix-kompositforingsplade med højt manganstål som varmebehandlet og støbt blev testet af HBRVU-187.5 Bromwell optisk hårdhedsmåler. Hver prøve blev målt i 10 forskellige positioner, og prøveens hårdhedsværdi var det aritmetiske gennemsnit af testresultaterne.
JBW-300hc-instrumenteret metalpendulpåvirkningstestemaskine blev brugt til at teste stødabsorberingsenergien af standard Charpy V-hakprøver af henholdsvis varmebehandlet og as-cast-tilstand med høj kulstof lavlegeret stål, perlestålforing og bainitstålforing. matrix-kompositforing med højt manganstål blev behandlet til standard Charpy u-notch-prøve i henhold til standarden, og stødabsorptionsenergien blev testet. Stødstørrelsen for hver type hakket prøve er 10 mm * 10 mm * 50 mm, og den gennemsnitlige slagstørrelse for hver prøve er som vist på tegningen af 3 hak.
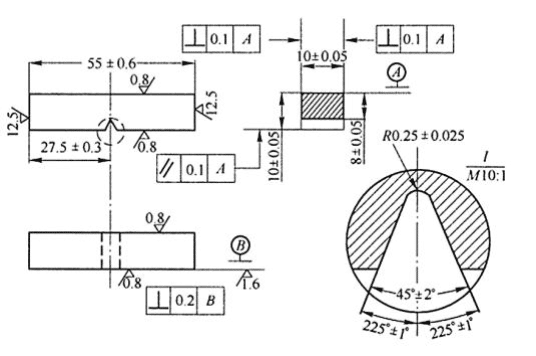
Fig.2-3 Størrelsen af den standard Charpy V-hakede slagprøve
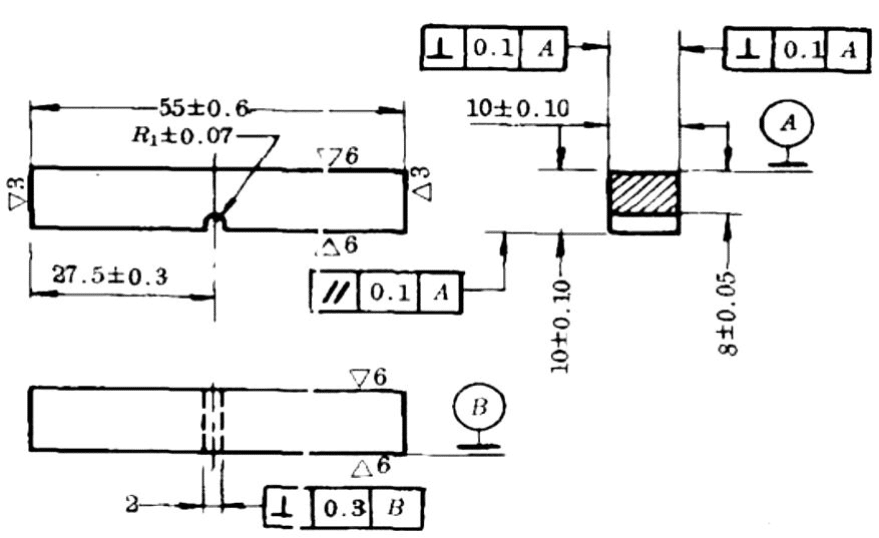
Fig.2-4 Størrelsen på den standard Charpy U-notede slagprøve
Ved at bruge WDW-300hc mikrocomputerstyret elektronisk universal trækprøvemaskine blev der udført trækprøvninger på højkulstof lavlegeret stål, bainitstålforing, perlestålforing og højt manganstålmatrixkompositforplade som varmebehandlet og støbt i rummet temperatur. Højkulstofstål med lavt legeringsstål, bainitisk stål, perlitstål og højt manganstålmatrixmateriale foringspladeprøver som støbt og varmebehandlet behandles til trækprøvestænger, som vist i figur 2-5. Trækhastigheden ved stuetemperatur er indstillet til 0.05 mm / min, og hver prøve testes tre gange, og den gennemsnitlige værdi tages.
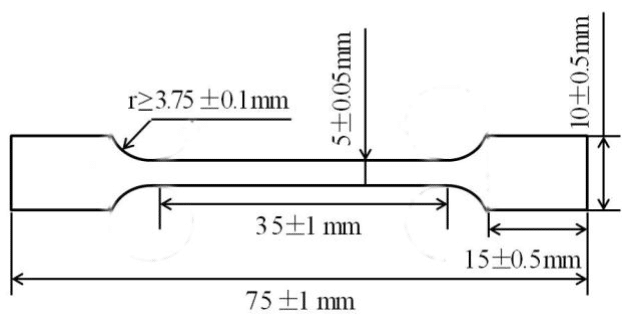
Fig.2-5 Prøvestørrelsen af trækprøven.
2.1.6 slidprøve på slagkorrosion
Stødkorrosion slidstest test udføres på den modificerede MLD-10a dynamiske belastning slidstest test maskine. Det skematiske diagram over slidstesteren er vist i fig. 2-6. Efter modificering kan testmaskinen til en vis grad simulere slidforholdene for slagkorrosionsslibning af den semi-autogene mølleforing. De specifikke testparametre er vist i tabel 2-1.
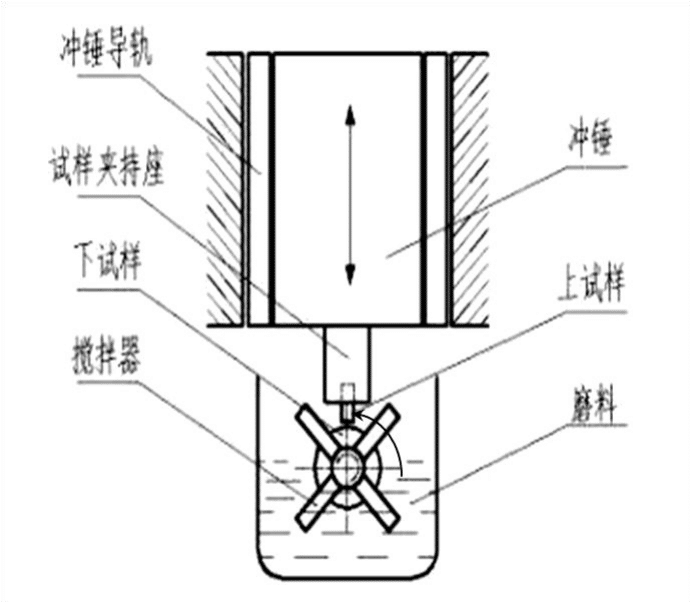
Fig.2-6 Det skematiske diagram over slidprøvningsmaskine for slagkorrosion
| Tabel 2-1 De tekniske parametre for testmaskine til slagkorrosion | |
| Parameternavn | Parameterværdi |
| Påvirkningsenergi / J | 4.5 |
| Hammervægt / kg | 10 |
| Påvirkningstider / tid · min-1 | 100 |
| Hammerens frie faldhøjde / mm | 45 |
| Rotationshastighed for lavere prøve / R · min-1 | 100 |
| Slibestørrelse / maske | 60-80 (kvartssand) |
| Masseforhold mellem vand og kvartssand | 2:5 |
| Vandmasse / kg | 1 |
| Kvartssandmasse / kg | 2.5 |
Under testen installeres den øverste prøve på hammeren, og den nederste prøve indstilles på spindlen. Drevet af motoren roterer den nedre prøve og blandeklinge på hovedakslen med motoren. Slaghammeren hæves for at indstille den krævede højde for stødsenergi og falder derefter frit. Drevet af hammeren påvirker den øvre prøve gentagne gange den nedre prøve og slibemidlet (vådt kvartssand) mellem de øvre og nedre prøver af blandebladet. I tidsrummet med at forberede sig på at komme ind i den næste slag erosionscyklus vil de øvre og nedre prøver og slibemidler have relativ glidning, og processen er slibende med tre legemer. Både de øvre og nedre prøver udsættes for en vis stød og slid, hvilket resulterer i et vægttab af prøven, hvilket er den mængde, der er slibet af prøven.
De nederste prøver af prøverne er 45 stål efter slukning og hærdning, og hårdheden er 50HRC. De øverste prøver er højkulstof lavlegeret stål, bainitstålforing, perlestålforing og højt manganstålmatrixkompositmateriale foringsplade som varmebehandlet og som støbt. Under påvirkningsenergien på 4.5j er størrelsen på den øvre prøve 10 mm * 10 mm * 30 mm, og den nedre endeflade behandles til en lysbueoverflade med en diameter på 50 mm, som vist i fig. 2-7; den øverste del af den øverste prøve med 9j slagenergi er 10mm * 10mm * 20mm, og den nederste del er 7.07mm * 7.07mm * 10mm, og den nedre endeflade behandles til en lysbueoverflade med en diameter på 50mm, som vist i fig. 2-8.
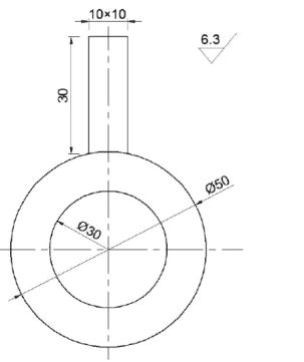
Fig.2-7 Det skematiske diagram over testkomponenter under 4.J slagkraft
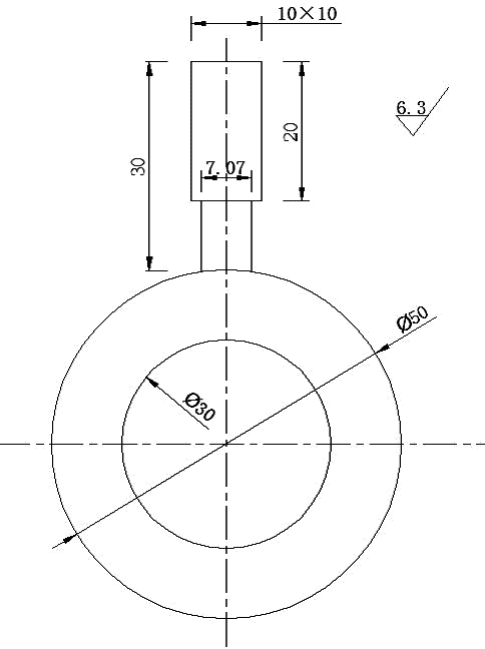
Fig.2-8 Det skematiske diagram over testkomponenter under 9J slagkraft
Inden slidprøven skal prøven formales i 30 minutter for at eliminere indflydelsen af prøveinstallationsfejl og andre faktorer. Efter præslibning skal du først fjerne snavs og andet snavs, der er fastgjort til den slidte overflade, med en blød børste, derefter rense prøven med absolut ethanol ultralyd, tørre den med det samme og veje den med elektronisk analytisk balance (afvej den tre gange hver gang, og tage dens gennemsnitlige værdi som kvaliteten af prøven). Ved begyndelsen af slidprøven skal du veje hvert 15. minut og derefter gentage ovenstående vejning.
2.1.7 Observation af stødbrud, trækbrud og korrosionsslidmorfologi
Stødbruddet, trækbruddet og korrosionsslidningsmorfologien for prøverne blev observeret under 500 og 2000 gange forstørrelse ved anvendelse af phenom prox scanningselektronmikroskop. Prøverne, der skal observeres, blev renset og tørret med ethanol, og overflademorfologien af prøverne blev observeret under scanningselektronmikroskopet, og brudmekanismen og slidmekanismen af slidbestandigt legeret stål blev analyseret.
3.0 Effekt af varmebehandling på mikrostruktur og mekaniske egenskaber ved slidbestandigt SAG-møbelforinger med højt kulstoflegeret stål
Varmebehandling har stor indflydelse på mikrostrukturen og de mekaniske egenskaber ved høj-kulstof-lav-legeret stål. I dette kapitel undersøges effekten af forskellig varmebehandling på det slidbestandige højkulstof-lavlegeret stål med en bestemt sammensætning, og varmebehandlingsprocessen optimeres for at opnå det optimale slagfast og slidstærke legeringsstål.
Den kemiske sammensætning af slidbestandigt højkulstof-lavlegeret stål er vist i tabel 3-1.
| Tabel 3-1 Den kemiske sammensætning af slidkorrosion stål med lavt kulstofindhold med lav legering (vægt%) | |||||||
| C | Si | Mn | P | S | Cr | Ni | Mo |
| 0.655 | 0.542 | 0.976 | 0.025 | 0.023 | 2.89 | 0.75 | 0.352 |
I henhold til varmebehandlingsprocessen vist i fig. 2-2 blev den Y-formede testblok varmebehandlet og markeret som prøver 1, 2, 3 og 4, og den støbte tilstand blev markeret som prøve 5. Efter varmebehandling, prøverne til mikrostrukturobservation, hårdhedstest, stødtest, trækprøvning og slagkorrosionsslibningstest blev skåret af trådskæremaskine.
3.1 Effekt af varmebehandlingsprocessen på mikrostruktur og mekaniske egenskaber af høj-kulstof lavlegeret stål
3.1.1 Mikrostruktur
Figur 3-1 viser mikrostrukturen af stål med højt kulstofindhold med lavt legering og forskellige varmebehandlingstilstande, og Figur 3-1 (a) (b) viser den metallografiske struktur af prøve 1. Efter udglødning ved 1000 ℃ og normalisering ved 950 ℃ og hærdning ved høj temperatur (570 ℃) er mikrostrukturen i prøven perlite. Fig. 3-1 (c) (d) viser den metallografiske struktur af prøve 2. Efter udglødning ved 1000 ℃ og normalisering ved 950 ℃ og hærdning ved lav temperatur (250 ℃) er mikrostrukturen af prøven også pearlite. Fig. 3-2 (a) (b) viser mikroeffekten med høj effekt taget af SEM. I mikrostrukturen i prøve 1 (fig. 3-2 (a)) kan lamellær pearlite med skiftende lys og mørk observeres, og mikrostrukturen i prøve 2 (fig. 3-2 (b)) kan også observeres med indlysende lamellær pearlite, Under samme forstørrelse har perlitstrukturen af højkulstof lavlegeret stål (1 × 10) hærdet ved 570 ℃ tendens til at være sfæroidiseret. Fig. 3-1 (E) (f) viser den metallografiske struktur af prøve 3. Efter udglødning ved 1000 ℃, olieafkøling ved 950 ℃ og hærdning ved høj temperatur (570 ℃), er mikrostrukturen i prøven hærdet sorbit med martensit orientering. Fig. 3-1 (g) (H) viser den metallografiske struktur af prøve 4. Efter udglødning ved 1000 ℃, olieafkøling ved 950 ℃ og hærdning ved lav temperatur (250 ℃), er mikrostrukturen af prøven hærdet ved lav temperatur martensit. Når prøven standses i olie ved 950 ° C og tempereres ved lav temperatur, diffunderer C-atomer først og udfælder dispergerede carbider fra overmættet a fast opløsning. Med stigningen i tempereringstemperaturen stiger carbidudfældninger i legeret stål, og hårdmetal omdannes gradvist til cementit og vokser gradvist op. Efterhånden som tiden går, bibeholdes austenit nedbrydes, og cementit udfældes på samme tid. Når tempereringstemperaturen stiger til 570 precip, udfældes overmættede C-atomer fuldstændigt fra den overmættede α faste opløsning og de fine cementitaggregater og grovheder, der viser den hærdede sorbit, som opretholder martensitretningen.
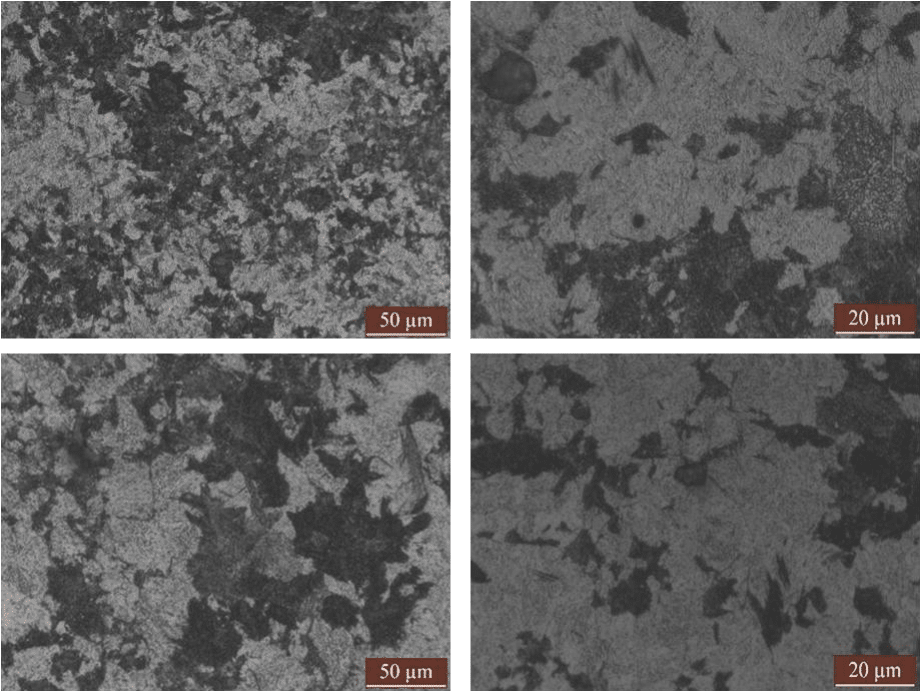
Fig.3-1 Mikrostruktur af stål med højt kulstofindhold med lav legering i forskellige varmebehandlingsprocesser (a) (b) 1 # ; (c) (d) 2 #
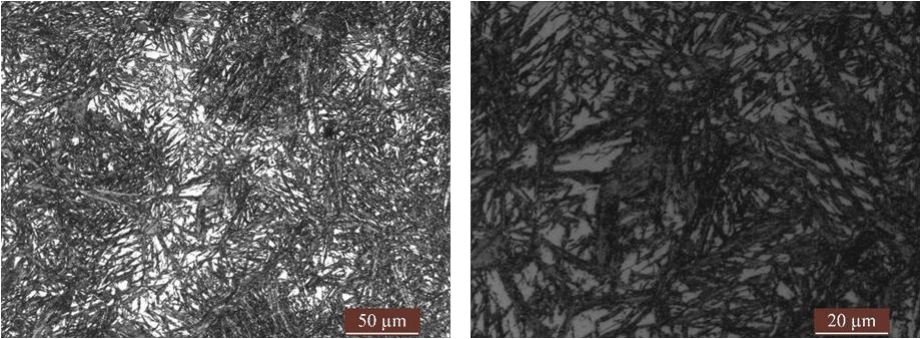
Fig.3-1 Mikrostruktur af kulstoffattige stål med lavt legering i forskellige varmebehandlingsprocesser (e) (f) 3 #
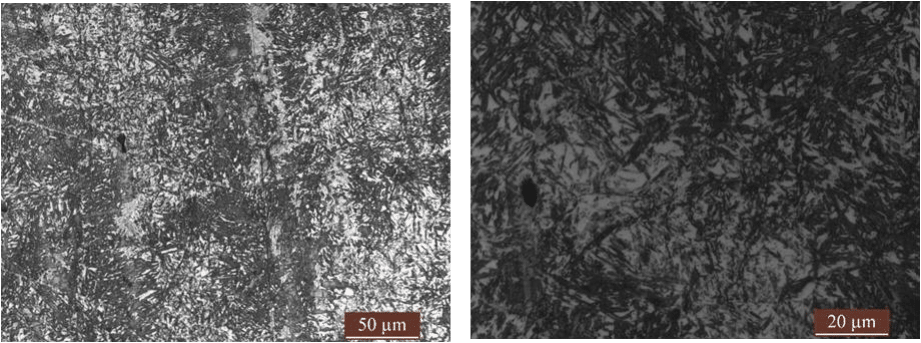
Fig.3-1 Mikrostruktur af kulstoffattige lavlegerede stål i forskellige varmebehandlingsprocesser (g) (h) 4 #
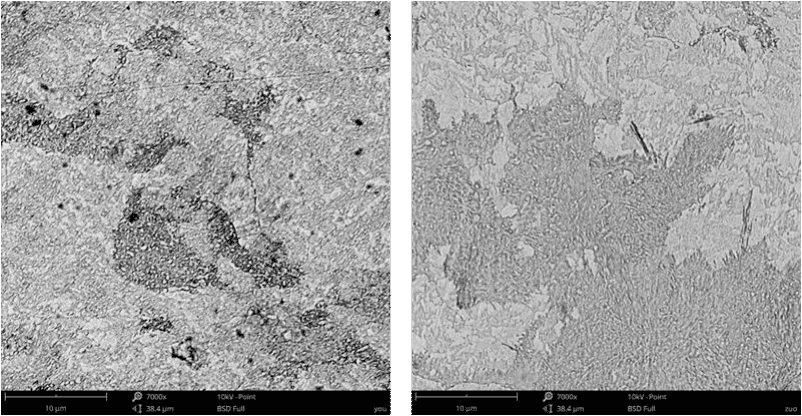
Fig. 3-2 Mikrostruktur af stål med højt kulstofindhold og lav legering efter normaliseret og hærdet (a) 1 # ; (b) 2 #
Figur 3-3 viser XRD-diffraktionsmønstre af stål med højt kulstofindhold med lav legering i forskellige varmebehandlingstilstande. Det kan ses af mønsteret, at prøverne i forskellige varmebehandlingstilstande kun har α-fase eller overmættet α-fase og cementitfase uden andre faser.
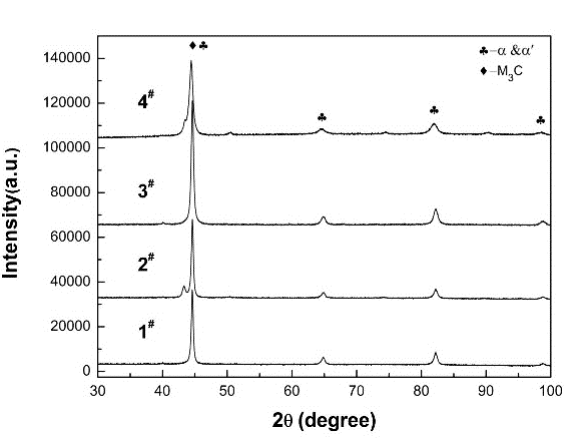
Fig. 3-3 XRD-mønstre af stål med højt kulstofindhold med lav legering efter forskellig varmebehandling
3.1.2 Mekaniske egenskaber
Fig. 3-4 viser hårdheden af stål med højt kulstofindhold med lav legering i forskellige varmebehandlinger og støbte tilstande. Resultaterne viser, at: hårdhedsværdien af det kulstoffattige lavlegerede stål (prøve 4) udglødet ved 1000 ℃ og olie standset ved 950 ℃ og hærdet ved 250 ℃ er den højeste. Hårdhedsværdierne for prøve 1, prøve 2 og prøve 3 er meget tætte og signifikant lavere end for prøve 4, og prøve 2 er lidt højere end prøve 1 og prøve 3. Fordi jo højere tempereringstemperaturen er, jo lavere hårdhed af legeret stål er. Hårdheden af 2 × 10 prøver hærdet ved lav temperatur (250 ℃) er lidt højere end den for 1 × 10 prøver hærdet ved høj temperatur (570 ℃), og den for 4 × 10 prøver hærdet ved lav temperatur (250 ℃) er højere end for 3 × 10 prøver. 1 # prøve og 2 # prøver er kulstof lavlegeret stål efter normalisering og hærdning behandling. Hærdetemperatur har ringe effekt på stålets hårdhedsværdi, og forskellen er lille, så hårdhedsværdien af 1 # prøven og 2 # prøven har ringe forskel. 3 # prøve og 4 # prøve er kulstoffattigt lavlegeret stål efter slukning og hærdning. Hærdetemperatur har stor indflydelse på prøveens hårdhedsværdi. Hårdheden af 4 # prøven hærdet ved lav temperatur er meget højere end den for 3 # prøven efter hærdning ved høj temperatur.
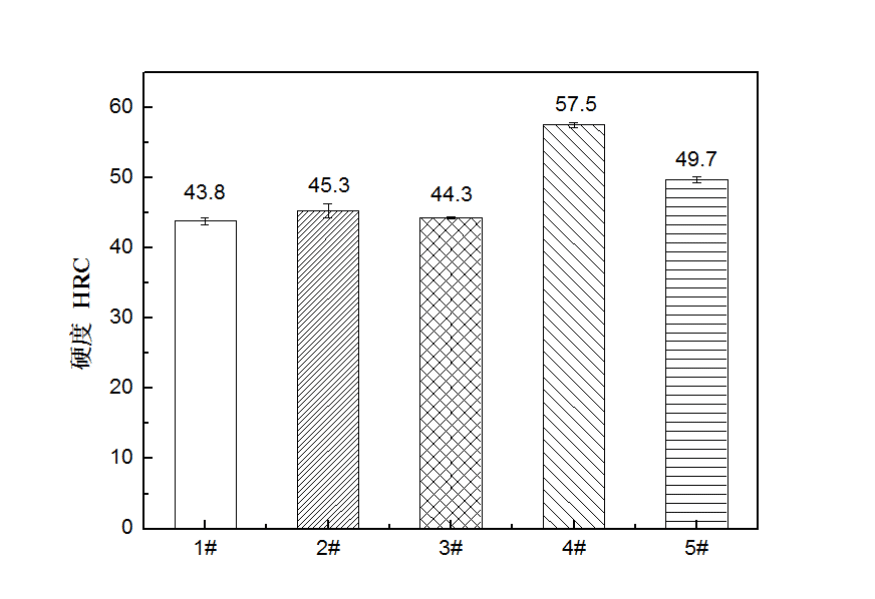
Fig.3-4 Hårdhed af stål med lavt kulstofindhold i den forskellige varmebehandlingsproces
Den stødabsorberede energi fra forskellige varmebehandlinger og støbt stål med lavt kulstofindhold med lavt kulstofindhold er vist i fig. 3-5. Resultaterne viser, at stødabsorptionsenergien fra prøverne 1, 2, 3 og 4 falder igen. Slagabsorptionsenergien af højkulstofstål med lavt legeret stål (prøve 1) udglødet ved 1000 ℃, normaliseret ved 950 ℃ og hærdet til 570 ℃ er signifikant højere end for andre prøver. Dette skyldes, at efter normalisering af behandlingen forbedres graden af fast opløsning af hvert element i legeringsstål i austenit, adskillelsen af legeringselementer i støbestrukturen forbedres, homogeniseringsgraden af støbestruktur forbedres, og slagstyrken af stål forbedres. Efter normalisering og temperering af varmebehandling er 1 og 2 prøver perlit struktur med god sejhed. Perlitstrukturen i prøve 1 er passiveret og har tendens til at sfæroidiseres. Derfor er sejhed af prøve 1 bedre end prøve 2, og stødsenergien af prøve 1 er højere. Efter nedkøling af olie og hærdebehandling ved lav temperatur er den endelige mikrostruktur af legeret stål hærdet martensit. Prøven opretholder høj hårdhed og lav sejhed som quenchet, så legeringsstålet opretholder stadig høj hårdhed og lav sejhed. Efter nedkøling og hærdning af olie ved høje temperaturer begyndte martensit at nedbrydes, og en stor mængde sorbit blev dannet. Prøve 3's hårdhed faldt markant, og sejheden steg markant. Derfor var sejhed af prøve 3 bedre end prøve 4. Slagabsorptionsenergien for støbt kulstof med lavt kulstofstål er den laveste, og sejheden er den værste.
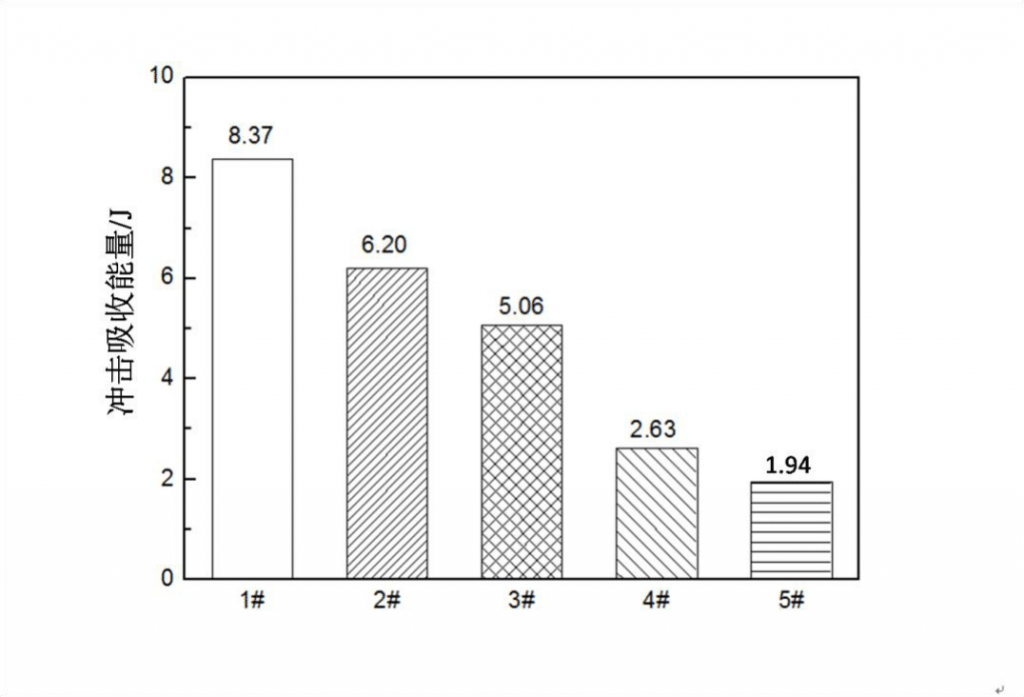
Fig.3-5 Slagstyrke for stål med højt kulstofindhold med lav legering i den forskellige varmebehandlingsproces
Trækresultaterne af højkulstof-lavlegerede stål i forskellige varmebehandlinger og støbte tilstande er vist i tabel 3-2. Resultaterne viser, at trækstyrken Rm: 3 # > 1 # > 2 # > 4 # > 5 #; Udbyttestyrke Rel: 3 # > 1 # > 2 # > 4 # 、 5 #. Med andre ord har styrken af højt kulstoffattigt lavlegeret stål (3 #) udglødet ved 1000 oil, olie standset ved 950 ℃ og hærdet ved 570 ℃ den højeste styrke, og højt kulstofstål med lavt legeret stål (4 #) udglødet ved 1000 ℃, olie standset ved 950 ℃ og hærdet ved 250 ℃ har den laveste styrke. Forlængelse efter brud δ: 1 # > 2 # > 3 # > 4 # > 5 #, det vil sige, det højkulstoffattige stål med lavt legering (1 #) udglødet ved 1000 ℃, normaliseret ved 950 ℃ og hærdet ved 570 ℃ har bedste plasticitet, 1 #, 2 #, 3 # og 4 # er blandet brud. Resultaterne viser, at plasticiteten af højkulstof lavlegeret stål (# 4) udglødes ved 1000 ℃, olie slukkes ved 950 ℃ og hærdes ved 250 ℃ er det værste, som er skør brud. Styrken og plasticiteten af støbt lav-legeret stål med højt kulstofindhold (nr. 5) er værre end varmebehandlingsprøven, som er en sprød brud.
| Tabel 3-2 Trækprøvningsresultater af stål med lavt kulstofindhold med lav legering i den forskellige varmebehandlingsproces | |||
| ArtNr | Trækstyrke / Mpa | Forlængelse efter brud /% | Udbytte styrke / Mpa |
| 1# | 1005 | 14.31 | 850 |
| 2# | 947 | 13.44 | 760 |
| 3# | 1269 | 10.53 | 1060 |
| 4# | 671 | 4.79 | / |
| 5# | 334 | 3.4 | / |
3.1.3 analyse af påvirkningsbrud
Fig. 3-6 viser kollisionsfrakturmorfologien for forskellige varmebehandlinger og støbt stål med højt kulstofindhold. Fig. 3-6 (a) (b) viser stødfrakturmorfologien af høj-kulstof lavlegeret stål (prøve 1) udglødet ved 1000 ℃, normaliseret ved 950 ℃ og hærdet til 570 ℃. SEM-observationsresultaterne viser, at brudfladen er relativt flad i henhold til den makroskopiske observation (se fig. 3-6 (a)) 3-6 (b)) observation viser, at der er små fordybninger på brudfladen og en klar tungen mønster kan ses. Denne prøve viser bedre sejhed end andre prøver. Fig. 3-6 (c) (d) viser stødfrakturmorfologien af høj-kulstof lavlegeret stål (prøve 2) udglødet ved 1000 950, normaliseret ved 250 ℃ og hærdet til 3 ℃. Det kan ses af observationen ved lav forstørrelse (se fig. 6-3 (c)), at brudfladen er relativt flad, og fra højeffektobservation (se fig. 6-3 (d)), en lille antallet af fordybninger kan observeres i bruddet, og tydelig tunge-lignende mønster og rivekant kan observeres Kendetegnene ved kvasi-spaltning afsløres. Fig. 6-3 (E) (f) viser morfologien for slagfraktur af stål med højt kulstofindhold med lavt legering (prøve 1000) udglødet ved 950 ℃, olie standset ved 570 ℃ og hærdet til 3 ℃. Bruddet er relativt fladt ifølge observationen ved lav forstørrelse (se fig. 6-3 (E)), og der er et par fordybninger og et lille antal rivekanter i bruddet observeret ved høj forstørrelse (se fig. 6- 3 (f)). Fig. 6-4 (g) (H) viser morfologien for slagfraktur af stål med højt kulstofindhold (1000 #), udglødet ved 950 ℃, normaliseret ved 570 ℃ og hærdet til 3 ℃. Frakturen er en intergranulær fraktur observeret ved lav forstørrelse (se fig. 6-3 (g)), og der er et par rivende kanter og kvasi-spaltningsfrakturmorfologi ved høj forstørrelse (se fig. 6-3 (H)). Fig. 6-5 (I) (J) viser morfologien for slagfraktur af støbt højkulstof-lavlegeret stål (XNUMX #). Bruddet viser et flodmønster, som er en typisk skør brud, og sejheden i den støbte prøve er den værste.
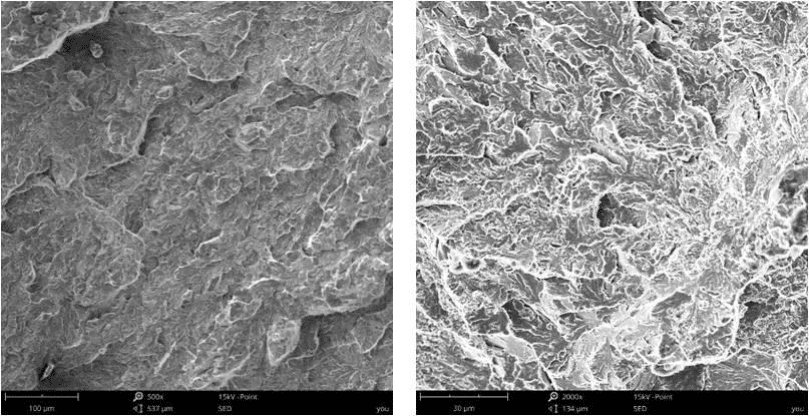
Fig.3-6 Frakturmorfologier af stål med højt kulstofindhold i legeringer i forskellige varmebehandlingsprocesser (a) (b) # 1
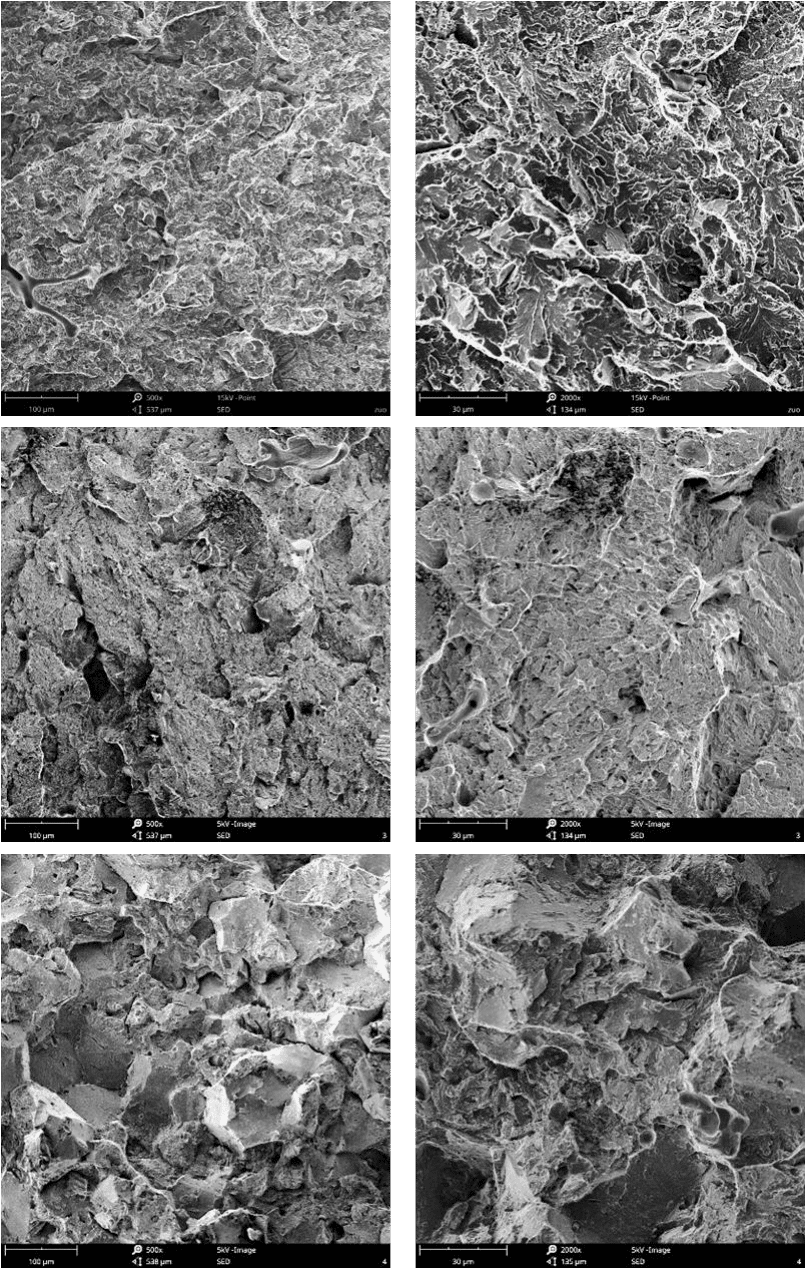
Fig.3-6 Frakturmorfologier af stål med højt kulstofindhold med lave legeringer i forskellige varmebehandlingsprocesser (c) (d) # 2, (e) (f) # 3, (g) (h) # 4
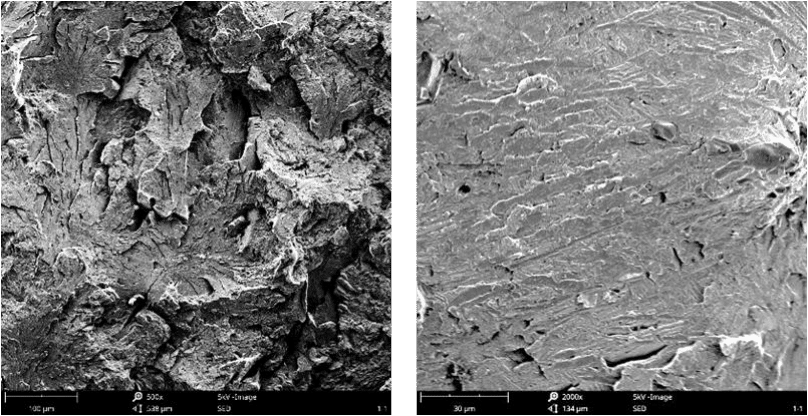
Fig.3-6 Frakturmorfologier af stål med lavt kulstofindhold i lavlegering i forskellige varmebehandlingsprocesser (i) (j) # 5
3.1.4 Analyse af trækbrud
Trækbrudsmorfologien af høj-kulstof-lavlegeret stål med forskellig varmebehandling og støbt tilstand er vist i fig. 3-7. Fig. 3-7 (a) (b) viser trækbruddets morfologi af høj-kulstof lavlegeret stål (# 1) udglødet ved 1000 ℃, normaliseret ved 950 ℃ og hærdet til 570 ℃. Små fordybninger kan observeres, og brudområdet er stort, hvilket hører til duktilt brud med høj sejhed. Fig. 3-7 (c) (d) viser trækbruddets morfologi af høj-kulstof-lavlegeret stål (nr. 2) udglødet ved 1000 ℃, normaliseret ved 950 ℃ og hærdet ved 250 ℃, Små fordybninger og delvist glatte riller observeres ved høj forstørrelse (fig. 3-7 (d)). Der findes ingen revner i rillerne, som hører til duktil fraktur. Kuplerne er mindre og overfladiske, og prøvens sejhed er værre end nummer 1. Fig. 3-7 (E) (f) viser trækbruddets morfologi af høj-kulstof-lavlegeret stål (# 3) udglødet ved 1000 ° C, olie standset ved 950 ° C og hærdet til 570 ° C. De fleste spaltningsmønstre og et lille antal små kupler kan observeres. Spaltningsmønsterområdet er større, fiberarealet er mindre, og prøve nr. 3 er en blandet brud. Figur 3-7 (g) (h) Trækbrudsmorfologien for høj-kulstof-lavlegeret stål (nr. 4) udglødet ved 1000 ℃, olie quenchet ved 950 ℃ og hærdet ved 250 obvious viser tydeligt flodmønster og spaltningsfrakturegenskaber. Ved høj forstørrelse (fig. 3-7 (H)) observeres et lille antal lavvandede fordybninger i brudcentret, men prøverne hører stadig til en skør brud. Fig. 3-7 (I) (J) viser trækbruddets morfologi af støbt lav-kulstofstål med højt kulstofindhold (nr. 5) med tydeligt flodmønster og tydelige spaltningsfrakturegenskaber. Det hører til en skør brud, og prøvens sejhed er den værste.
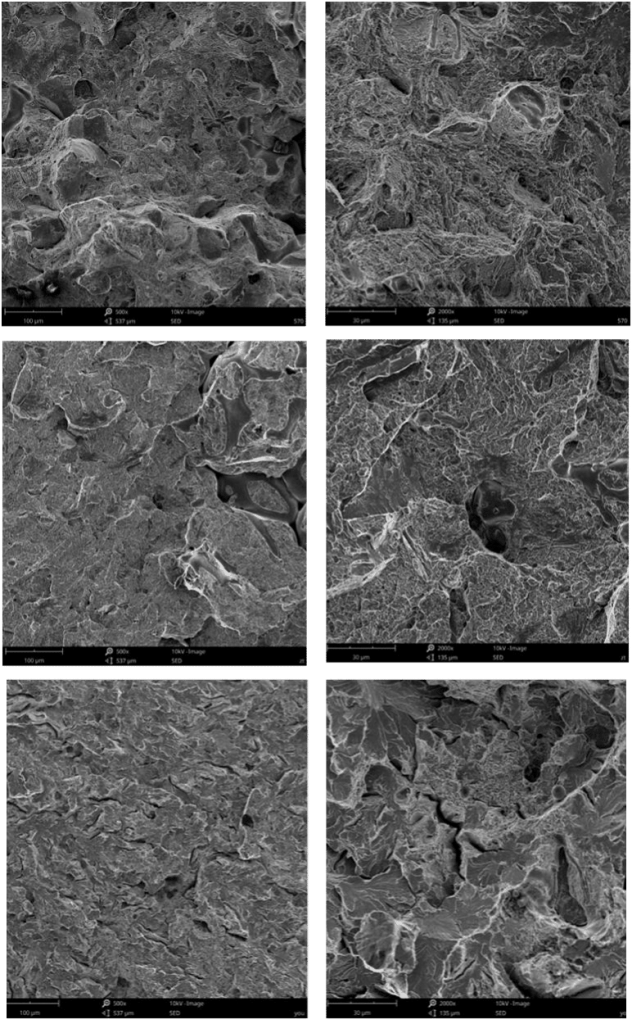
Fig.3-7 Frakturmorfologier af medium kulstoflegeret stål med høj kromlegering i forskellige varmebehandlingsprocesser (a) (b) # 1, (c) (d) # 2, (e) (f) # 3
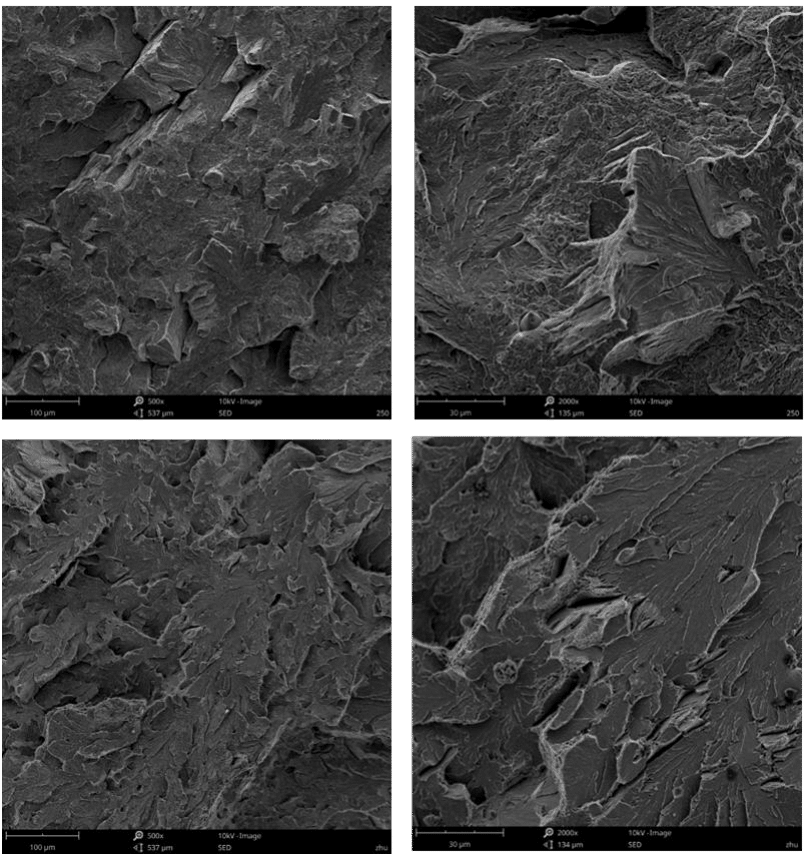
Fig.3-7 Frakturmorfologier af medium kulstoflegeret stål med høj kromlegering i forskellige varmebehandlingsprocesser (g) (h) # 4, (i) (j) # 5
Slidstærkt legeret stål med lavt kulstofindhold med lavt kulstofindhold med sammensætning på c0.65%, Si 0.54%, Mn 0.97%, Cr 2.89%, Mo 0.35%, Ni 0.75% og N 0.10% blev udsat for fire forskellige varmebehandlinger. Virkningerne af forskellige varmebehandlinger på mikrostrukturen og de mekaniske egenskaber af lav-legeret stål med højt kulstofindhold blev undersøgt. Varmebehandlingsmetoderne i stål med lavt kulstofindhold er som følger: 1000 ℃ × 6 timers glødning + 950 ℃ × 2.5 t normalisering + 570 ℃ × 2.5 timers hærdning; 1000 ℃ × 6 timer udglødning + 950 ℃ × 2.5 timer normalisering + 250 ℃ × 2.5 timers hærdning; 1000 ℃ × 6 timers glødning + 950 2.5 × 570 timers olieslukning + 2.5 ℃ × 1000 timers hærdning; 6 ℃ × 950 timers glødning + 2.5 ℃ × 250 timers olieslukning + 2.5 ℃ × XNUMX timers hærdning. Resultaterne viser, at:
- Mikrostrukturen af kulstoffattigt lavlegeret stål (# 1) udglødet ved 1000 ℃, normaliseret ved 950 ℃ og hærdet til 570 ℃ er perlite. Mikrostrukturen af kulstoffattigt lavlegeret stål (# 2) udglødet ved 1000 ℃, normaliseret ved 950 ℃ og hærdet til 250 ℃ er også perlite. Imidlertid er perlittestrukturen i nr. 1 passiveret og har tendens til at være sfæroidiseret, og dens omfattende egenskaber er bedre end den i nr. 2. Mikrostrukturen i lav-legeringsstål med højt kulstofindhold (prøve 3) udglødet ved 1000 ℃, olie stoppet ved 950 ℃ og hærdet ved 570 ℃ er hærdet sorbit med martensitorientering. Mikrostrukturen af højkulstof-lavlegeret stål (# 4) udglødet ved 1000 ℃, olie standset ved 950 ℃ og hærdet ved 250 ℃ er hærdet martensit.
- Hårdheden af kulstoffattigt lavlegeret stål (# 4) udglødet ved 1000 ℃, olie standset ved 950 ℃ og hærdet ved 250 ℃ har den højeste Rockwell-hårdhed på 57.5 HRC. Hårdheden af de andre tre slags stål med lavt kulstofindhold med lavt kulstofindhold er lavere end for prøve 4, og hårdhedsværdierne er tæt på. Hårdheden af prøverne 1,2,3 er 43.8 HRC, 45.3 HRC og 44.3 HRC.
- V-hakets slagstyrke test viser, at det kulstoffattige lavlegerede stål (# 1) udglødet ved 1000 ℃, normaliseret ved 950 ℃ og hærdet ved 570 ℃ har den højeste stødabsorberingsenergi (8.37 J) og den bedste sejhed. Trækprøvningsresultaterne viser også, at forlængelsen efter brud δ af høj-kulstof-lavlegeret stål (# 1) udglødet ved 1000 ℃, normaliseret ved 950 ℃ og hærdet ved 570 ℃ har den maksimale forlængelse efter brud (14.31%), og bruddet er en duktil brud.
- Resultaterne af trækprøvningen viser, at styrken af lav-legeret stål med højt kulstofindhold (# 3) udglødet ved 1000 ℃, olie standset ved 950 ℃ og hærdet ved 570 ℃ har den bedste styrke (Rm: 1269 mpa, Rel: 1060 mpa), styrken på # 1 , # 2 , # 3 , og # 4 er Rm: 1005 MPa, Rel: 850 MPa; Rm: 947 MPa, Rel: 740 MPa; Rm: 671 MPa.
- De mekaniske egenskaber ved støbt højkulstof-lavlegeret stål (nr. 5) er værre end de varmebehandlede prøver. Varmebehandling forbedrer de omfattende egenskaber ved høj-kulstof lavlegeret stål.
4.0 Mikrostruktur og mekaniske egenskaber af slidbestandigt bainitisk stål, perlitstål og højt manganstål matrix komposit møbelforinger
For at sammenligne og studere det slidstærke og korrosionsbestandige legeringsstål til den semi-autogene mals foringsplade, idet vi tager højkulstoflegeret stål som den grundlæggende orientering, designet vores fabrik tre slags højkulstoflegeret stål og deres sammensatte materialer og fremstillede foringsplader. Støbning og varmebehandling blev afsluttet på vores fabrik, og det indledende forsøg blev foretaget i metalminer.
Den kemiske sammensætning af bainitisk stål, perlitstål og kompositmølleforinger med højt manganstål er vist i tabel 4-1, tabel 4-2 og tabel 4-3.
| Tabel4-1 Den kemiske sammensætning af foringsplader af bainitstål (vægt%) | |||||||
| C | Si | Mn | P | S | Cr | Mo | Ni |
| 0.687 | 1.422 | 0.895 | 0.053 | 0.029 | 4.571 | 0.424 | 0.269 |
| Tabel 4-2 Den kemiske sammensætning af perlestålforplader (vægt%) | |||||||
| C | Si | Mn | Al | W | Cr | Cu | Ni |
| 0.817 | 0.43 | 0.843 | 0.028 | 0.199 | 3.103 | 0.111 | 0.202 |
| Tabel 4-3 Den kemiske sammensætning af højmanganstålmatrixkompositforplader (vægt%) | |||||||
| C | Si | Mn | Al | Cr | V | Ti | Ni |
| 1.197 | 0.563 | 20.547 | 0.271 | 0.143 | 0.76 | 0.232 | 0.259 |
Efter fjernelse af bainitstålforing, perlestålforing og højt manganstålmatrix kompositforing, skæres prøverne til mikrostrukturobservation, hårdhedstest, stødtest, trækprøvning og slagkorrosionsslidstest af trådskæremaskine.
4.1 Mikrostruktur og mekaniske egenskaber for bainitisk stål, perlitstål og matriks kompositmølleforinger med højt manganstål
4.1.1 Mikrostruktur
Figur 4-1 viser den metallografiske struktur af beklædningspladen i bainitstål, og figur 4-1 (a) (b) viser den metallografiske struktur af den ikke-slidende overflade. Den sorte nålelignende nedre bainitstruktur (se pil i figur 4-1 (b)), fjerlignende øvre bainitstruktur (se figur 4-1 (b) cirkel) og noget hvidbeholdt austenit kan observeres. Fig. 4-1 (c) (d) viser slidfladens metallografiske struktur. Den sorte nålelignende nedre bainitstruktur og noget hvidbeholdt austenit kan observeres. Den sorte nålelignende nedre bainit på den ikke-slidende overflade er finere end slidfladen.
Figur 4-2 viser XRD-diffraktionsmønsteret for beklædningspladen i bainitstål. Diffraktionsmønsteret for den bainitiske stålprøve viser diffraktionstoppene for α-fasen og γ-fasen, og der er ingen tydelig diffraktionstop for carbid i diagrammet.
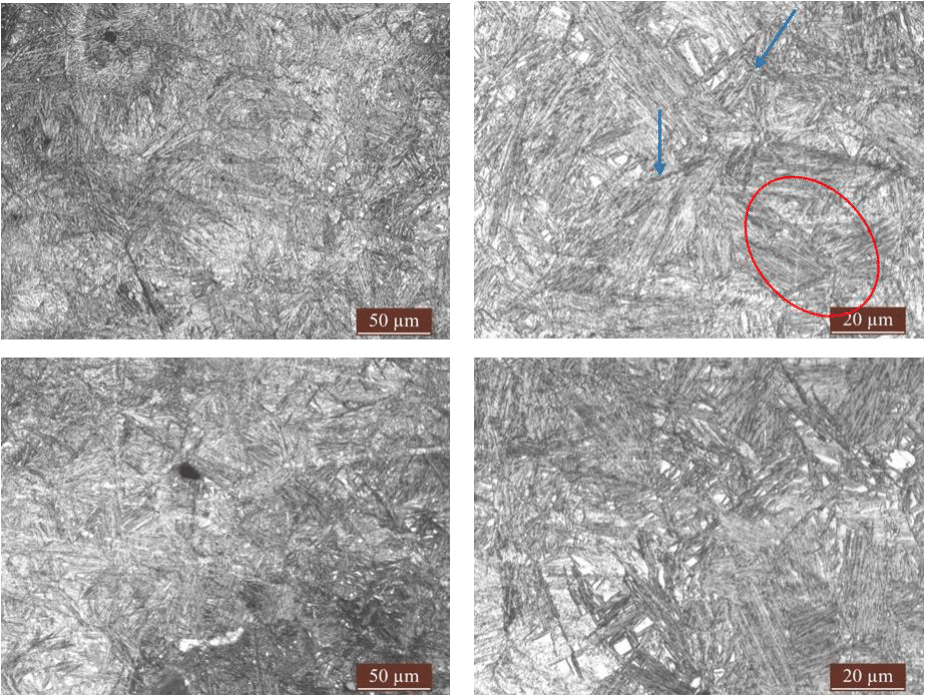
Fig.4-1 Mikrostruktur af beklædningsplader af bainitisk stål (a) (b) slidfri overflade; (c) (d) slidflade
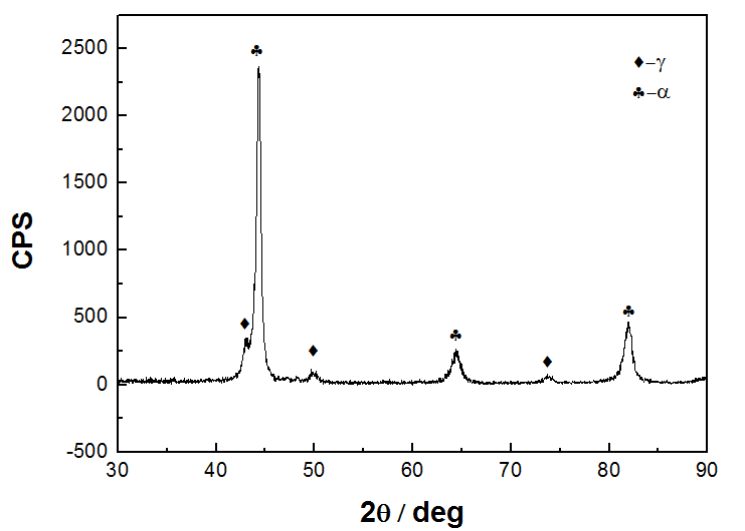
Fig.4-2 XRD-mønstre af bainitiske stålforplader
Fig. 4-3 viser den metallografiske struktur af den sammensatte foringsplade med højt manganstålmatrix, fig. 4-3 (a) viser makrograf, fig. 4-3 (b) viser et diagram med høj forstørrelse, og Fig. 4-3 (b) viser et stort antal carbider på austenitkorngrænsen. På overfladen af den polerede og korroderede matrix-sammensatte foringspladeprøve med højt manganstål blev der taget henholdsvis 10 metallografiske billeder med en forstørrelse på 100 gange (se fig. 4-4). Arealfraktionen af carbider i synsfeltet blev analyseret ved hjælp af softwaren Las-fase-ekspertsoftware fra Lycra metallografisk mikroskop, og den aritmetiske gennemsnitsværdi blev taget. Ifølge beregningen er carbidindholdet i den høje manganstålmatrixkompositforing 9.73%. Carbider dispergeres i austenit som anden fase, hvilket forbedrer materialets slidstyrke og flydestyrke. Det høje manganstålmatrixkompositforingsmateriale er et kompositmateriale med austenitstruktur som matrix og carbid som anden fase.
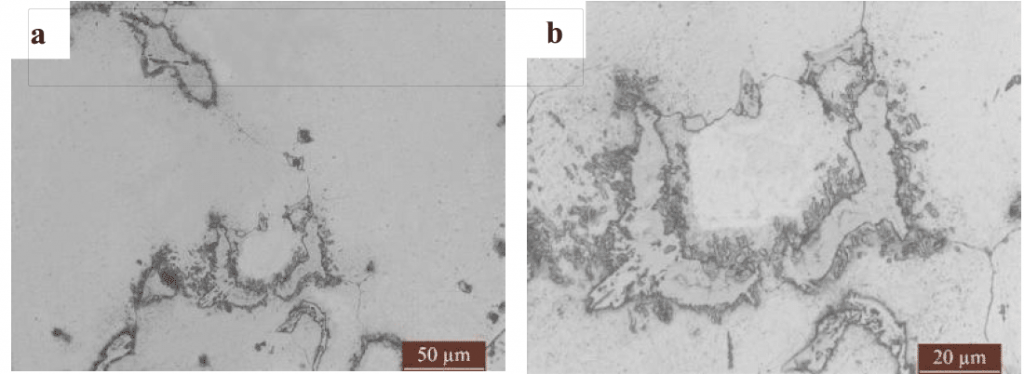
Fig.4-3 Mikrostruktur af matrix-kompositforingsplader med højt manganstål
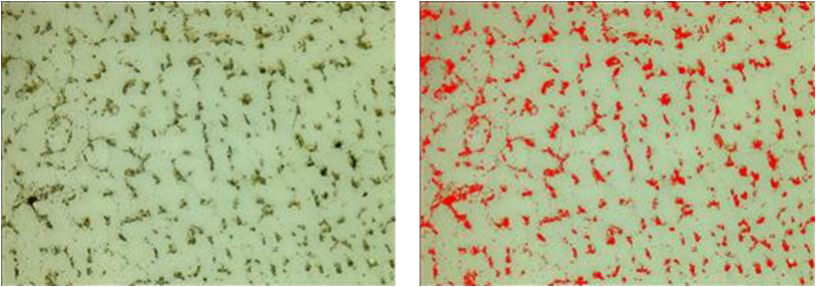
Fig.4-4 Statistisk behandlingsdiagram over hårdmetalsoftware til kompositforingsplader med højt manganstål
Fig. 4-4 viser XRD-diffraktionsmønsteret med højt manganstålmatrixkompositforplade, hvor der er diffraktionstoppe for y-fase og carbid, men ingen diffraktionstop for martensit.
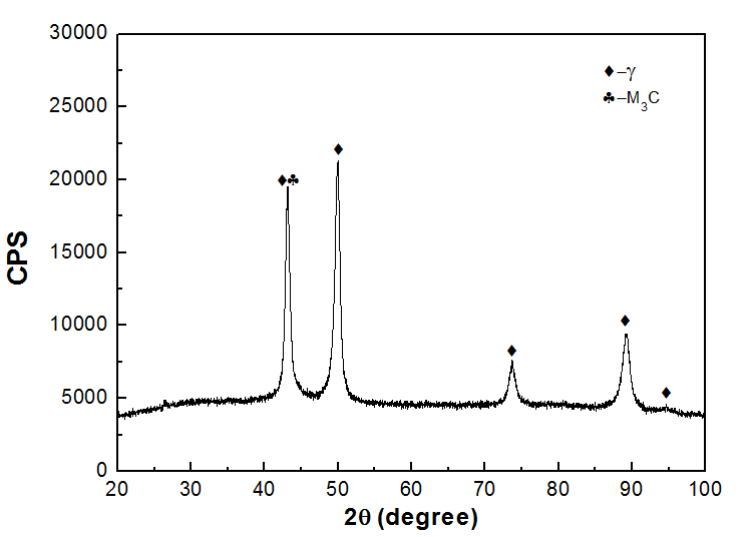
Fig.4-5 XRD-mønstre af matrixkompositforplader med højt manganstål
Fig. 4-6 viser mikrostrukturen af perlestålforing, og fig. 4-6 (a) (b) viser den metallografiske struktur taget af Lycra metallografisk mikroskop. Det kan observeres, at perlitstrukturen er sort og hvid (se fig. 4-6 (b) sort cirkel). Det hvide område er ferrit, og det sorte er cementit. Fig. 4-6 (c) viser højeffekt-mikrostrukturen af SEM. Pearlite med lyse og mørke faser kan ses. Den lysere del er cementit, og den mørkere del er ferrit.
Figur 4-7 viser XRD-diffraktionsmønsteret for perlestålværksforinger. Der er diffraktionstoppe for α-fasen og Fe3C-fasen i diffraktionsmønsteret for perlemølleforingerne, og der vises ingen åbenbar rest austenit-top.
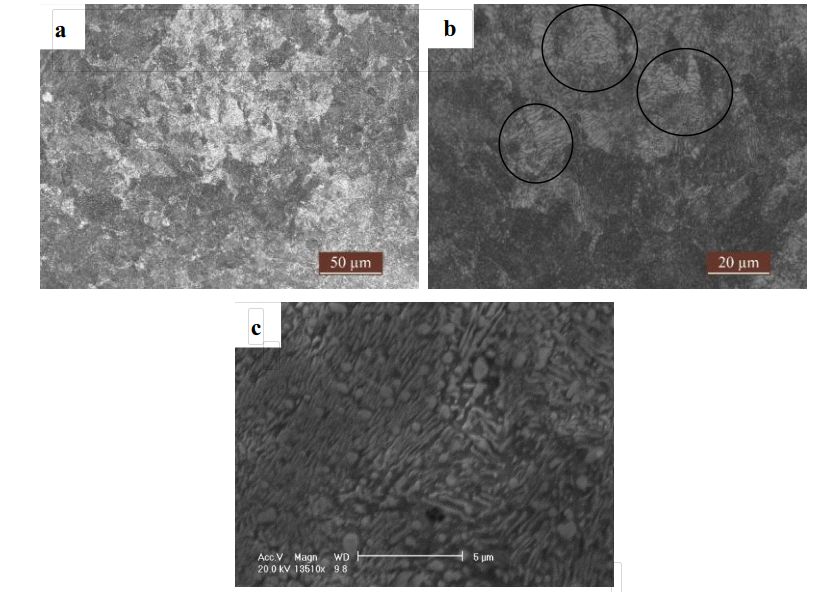
Fig.4-6 Mikrostruktur af Pearlite-legeringsforplader
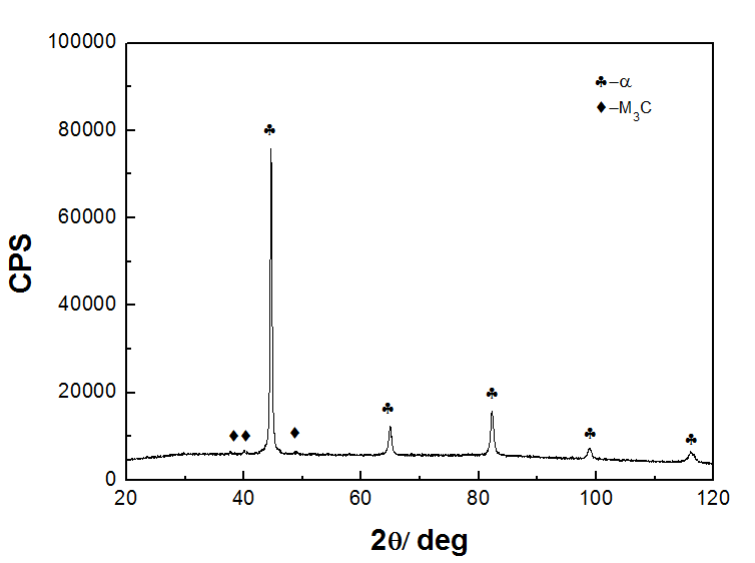
Fig.4-7 XRD-mønstre af perle-legeringsforplader
4.1.2 Mekaniske egenskaber
Tabel 4-4 viser testresultaterne for hårdhed og slagfasthed for bainitstålforing, højmanganstålmatrixkompositforing og perlestålforing. Resultaterne viser, at bainitstålforingen har gode matchende egenskaber af hårdhed og sejhed; matrixkompositten med højt manganstål har dårlig hårdhed, men god sejhed uden arbejdshærdning; hårdheden af perlestål er dårlig.
| Tabel 4-4 Rockwell hårdhed og slagstyrke for tre slags foringer af legeret stålfabrik | |
| Vare | Resultat |
| Hårdhed af bainitiske stålfabrikker (HRC) | 51.7 |
| Hårdhed af højmanganstålmatrix kompositlegering stålværksforinger (HRC) | 26.5 |
| Hårdhed af perle-legeret stålværksforinger (HRC) | 31.3 |
| V-hak slagabsorptionsenergi af bainitiske stålfabrikker (J) | 7.5 |
| U-hak stødabsorberingsenergi af højmanganstålmatrix kompositlegering stålværksforinger (J) | 87.7 |
| Stødabsorberingsenergi af perlitlegerings stålværksforinger med V-hak (J) | 6 |
Figur 4-8 er en sammenligning af hårdhedsfordeling i det hærdede lagareal af tre slags foringsmaterialer, nemlig bainitstålforing, kompositforingsplade med høj manganstålbund og perforestålforing. Resultaterne viser, at den høje manganstålbaserede kompositforingsplade og bainitstålforing har et åbenbart hærdningsfænomen efter en prøve i minen. Behandlingshærdningsdybden for den høje manganstålbaserede kompositforing er 12 mm, og foringspladens hårdhed øges til 667 HV (58.7 HRC); bearbejdningshærdningsdybden af bainitstålforing er 10 mm, hårdheden af HVS blev forøget med næsten 50% ved bearbejdning af hærdning, og der var ikke noget tydeligt hærdningsfænomen i perlitstålfor.
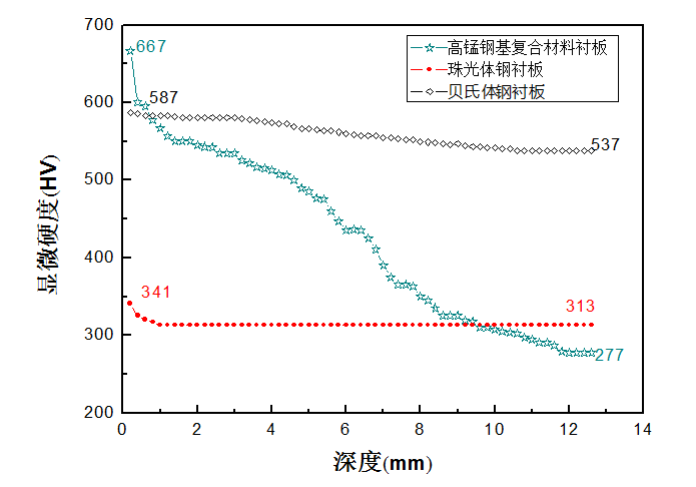
Fig.4-8 Kontrastdiagram over hårdhedsfordeling i tre slags hærdet lag af foringsstål
Tabel 4-5 viser trækprøvningsresultaterne af højmanganstålmatrix kompositmølleforinger og perlestålmølleforinger. Resultaterne viser, at trækstyrken for perlestålmatrix-kompositmølleforinger svarer til den for højmanganstålmatrix-kompositmateriale, men foringen med høj manganstålmatrix-kompositmateriale har højere flydespænding end perlemorsstålmølleforinger. På samme tid er forlængelsen efter brud af perlestålforing højere end for manganstålmatrixkomposit, og foringen af højt manganstålmatrixkompositmateriale har bedre sejhed.
| Tabel 4-5 Trækprøvningsresultater for forskellige stålfabrikker af legeret stål | |||
| ArtNr | Trækstyrke / Mpa | Forlængelse efter brud /% | Udbytte styrke / Mpa |
| Matrix kompositforing med højt manganstål | 743 | 9.2 | 547 |
| Pearlite stålforing | 766 | 6.7 | 420 |
4.1.3 Effektfrakturanalyse
Fig. 4-9 viser stødbrudsmorfologien for bainitstålforing, matrixkompositforing med højt manganstål og perforestålforing. Fig. 4-9 (a) (b) viser stødbrudsmorfologien af bainitstålforingsmateriale. Brudoverfladen er relativt flad med et lille antal rivekanter og høj forstørrelse (fig. 4-9 (a)) Bruddets sejhed i fordybningerne (B-9) er lav, men brudsenergien er lille. Fig. 4-9 (c) (d) viser morfologien for stødbrud af matrix-kompositforingsmateriale med højt manganstål. Fra den lave forstørrelse (fig. 4-9 (c)) observeres tydelig plastisk deformation på brudoverfladen, og fordybninger vises på tværsnittet. Ved høj forstørrelse (fig. 4-9 (d)) kan store og små kupler observeres på samme tid, og de store kupler er dybe, og kuplerne er viklet ind i hinanden. Figur 4-9 (E) (f) viser stødbruddets morfologi af perlestålforingsmateriale. Brudfladen er relativt flad under lav forstørrelse (fig. 4-9 (E)), mens flodmønsteret kan observeres ved høj forstørrelse (fig. 4-9 (f)). På samme tid kan et lille antal kupler observeres ved kanten af flodmønsteret. Prøven er skør brud i makrovisningen og plastfraktur i den lokale del i mikrovisningen.
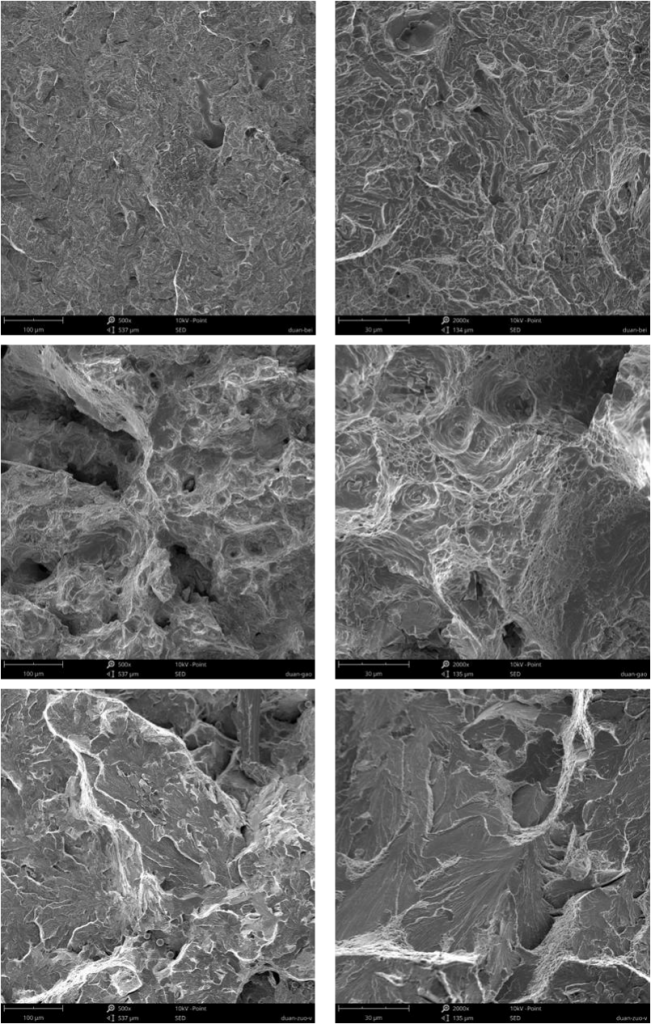
Fig. 4-9 stødbrudsmorfologi af tre slags foringsstål (a) (b) bainitstålforingsplader; (c) (d) sammensatte foringsplader med højt manganstålmatrix (e) (f) perlestålforingsplader
4.1.4 Analyse af trækbrud
Figur 4-10 viser trækfrakturmorfologien for højmanganstålmatrixkompositforplade og perlestålforingsplade, og figur 4-10 (a) (b) viser trækbrudmorfologien for højmanganstålmatrixkompositforingsplademateriale. Fra den lave effekt (fig. 4-10 (a)) har bruddet åbenbar plastisk deformation, en lille mængde rivekant og høj forstørrelse (fig. Et lille antal lavvandede fordybninger og et stort antal spaltningstrin kan observeres i 4-10 (b) Prøven hører til blandet brudtilstand. Fig. 4-10 (c) (d) viser trækbrudsmorfologien for perlestålforingsmateriale. Brudoverfladen er relativt flad, når den observeres ved lav forstørrelse ( Fig. 4-10 (c)). Det åbenlyse flodmønster og rivekant kan observeres ved høj forstørrelse (Fig. 4-10 (d)) Prøven hører til en skør brud.
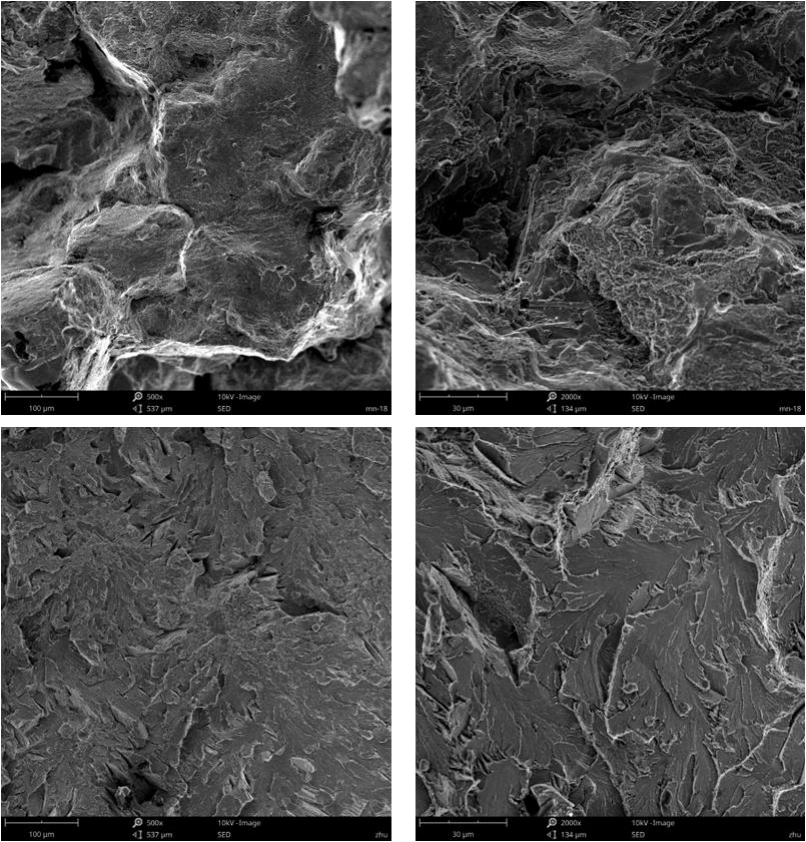
Fig. 4-10 Brudmorfologier af tre slags foringsstål (a) (b) kompositforingsplader med højt manganstål; (c) (d) perlestålforingsplader
4.2 Resultaterne
- Mikrostrukturen af de bainitiske legeringsstålfabrikker viser sort nålelignende nedre bainit og en del af fjerlignende øvre bainit med en hårdhed på 51.7 HRC. Efter at møllebelægningen er testet i miner, har den en bestemt arbejdshærdningsdybde på 10 mm. Mølleforingens hårdhed øges med 50 HV. Slagenergien absorberet af V-hakket af bainit stålforing er 7.50 J, og brudoverfladen er en duktil brud. Bainitlegeringsstålfabrikkerne har gode omfattende mekaniske egenskaber.
- Mikrostrukturen i den høje manganstålmatrix kompositmølleforing er austenitstruktur. Der er mange carbider i austenitkorngrænsen, og indholdet af carbid er 9.73%. Foringsmaterialet af matrixkompositmateriale med højt manganstål er et kompositmateriale med austenitstruktur som matrix og hårdmetal som anden fase. Hårdheden af den høje manganstålmatrixkompositforing er 26.5 HRC uden hærdning af arbejdet. Efter at have været brugt i miner forekommer tydelig hærdning af arbejdet. Arbejdshærdningsdybden er 12 mm. Den højeste hårdhed er 667 HV (58.7 HRC). Den stødabsorberede energi fra standard u-hak af matrix kompositforing med højt manganstål er 87.70 J, og stødbruddet er en duktil brud. Forlængelsen efter trækbrud af den sammensatte foring med højt manganstålmatrix er 9.20%, og trækbruddet er en blandet brud. Den høje manganstålmatrix kompositmølleforing har god sejhed. Trækstyrke og flydespænding for højmanganstålmatrix kompositmølleforinger er 743 MPa og 547 MPa.
- Resultaterne viser, at mikrostrukturen i perle-legeret stålværksforinger typisk er sort og hvid perlestruktur med en hårdhed på 31.3 timer, og der er intet åbenbart fænomen til hærdning efter forsøgsbrug i miner. Slagabsorptionsenergien for standard V-hak af perlestålforing er 6.00j, og brudoverfladen er en mikrolokal plastfraktur og makro-skør brud. Forlængelsen af perlestålforing efter trækbrud er 6.70%, trækbruddet er en skør brud, sejheden er høj, og foringen af manganstålmatrixkomposit er dårlig. Trækstyrke og flydespænding for perlestålforing er 766 MPa og 420 MPa.
5.0 Stødkorrosion og slidstyrke hos halvautogene stålfabrikker
Mølleforingerne i den semi-autogene møller er ikke kun påvirket og slidt af gylle, men også korroderet af gylle i tromlen, hvilket i høj grad reducerer foringens levetid. Stødkorrosion slidstest kan godt simulere slidtilstanden af foringspladen på den semi-autogene mølle. På nuværende tidspunkt er forskningen i materialers slidbestandighed og korrosionsegenskaber hovedsagelig at måle slidvægttabet af materialer under slagkorrosionsslidstest under tre-krops slidforhold og derefter observere prøvernes slidmorfologi ved scanning af elektronmikroskop, og analyser derefter slidmekanismen. I dette kapitel analyseres slidbestandighed og slidmekanisme for forskellige prøver gennem slagkorrosionsslidende slidstab og morfologi af varmebehandlet korrosionsbestandigt stål med lavt kulstofindhold, korrosionsbestandigt stål, foring af bainitstål, perlestålforing og højt manganstål matrix kompositforing.
5.1 Slidstyrkeegenskaber ved slagkorrosion ved 4.5 J slagkraft
5.1.1 modstandsdygtig mod korrosion og slid
Under virkningen af slagkraft på 4.5j slides vægttabet af korrosionsbestandigt stål med lavt kulstofindhold, lavlegeret stål, bainitstålforing, perlestålforing og højt manganstålmatrixkompositforplade i forskellige varmebehandlingstilstande med slagkorrosionsslidende slid tiden er vist i fig. 5-1.
- Resultaterne viser, at vægttabet for hver prøve øges med tiden, og slidhastigheden er stabil;
- Slidstyrken for hver prøve er som følger: bainit stål foringsplade steel 1000 ℃ udglødning +950 ℃ normalisering +570 ℃ hærdet høj kulstof lavlegeret stål > 1000 ℃ udglødning +950 ℃ olie quenching + 250 ℃ hærdet høj kulstof lavt legeret stål> perlestålforing > 1000 ℃ udglødning + 950 ℃ normalisering + 250 ℃ hærdning af kulstof med lavt legeringsstål > 1000 ℃ udglødning + 950 qu olieslukning + 570 ℃ hærdning af højt kulstoffattigt lavlegeret stål> højt manganstål base kompositmølleforinger.
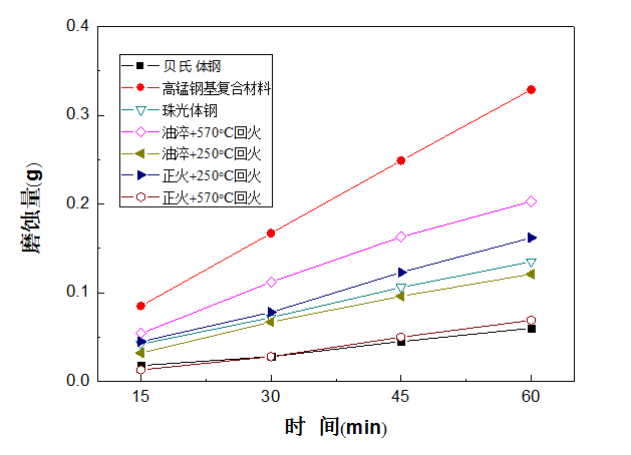
Fig.5-1 Den slidte tabsvægt af forskellige foringslegeringsstål under 4.5J slagkraft
5.1.2 Analyse af slidmekanisme
Der er to hovedslidmekanismer for slid på slid: den ene er slid forårsaget af slibeskæring og mejsel; den anden er træthedsslid forårsaget af gentagen gropdannelse under slagkraften. Under vådslibning er slidstød ved slibning hovedsageligt slidstab og ledsaget af elektrokemisk korrosion, hvilket fremmer hinanden og fremskynder materialernes slidstyrke.
Figur 5-2 viser slidoverflademorfologien af korrosionsbestandigt stål med høj kulstoffattig korrosionsbestandig stål- og bainitstålforing, foring af perlestålstål og foring af kompositmateriale med højt manganstål-kompositmateriale under forskellige varmebehandlingstilstande.
Fig. 5-2 (a) (b) viser slidmorfologien for 1R-prøven, det vil sige det højcarbonfattige lavlegerede stål, udglødet ved 1000 ℃ og normaliseret ved 950 ℃ og hærdet til 570 ℃. Ved lav forstørrelse (fig. 5-2 (a)) er prøveens slidflade relativt flad. Ved høj forstørrelse (fig. 5-2 (b)) kan skærefurer iagttages, og der vises en lille mængde udmattende grober på den slidte overflade. Prøven er hovedsageligt en mikroskæremekanisme. Prøven er perlite med en hårdhedsværdi på 43.7 HRC og har en vis skærebestandighed. Samtidig har prøven en stærk sejhed. Under processen med slagkorrosionsslidende slid kan det producere stor plastisk deformation. Før plastisk deformation træthed spalling, forvandles det til en plastisk deformationskile og plastikrygg under påvirkning af slagkraft og kvartssand. Der er ingen åbenbar korrosion på den slidte overflade af prøven, hvilket indikerer, at prøveens korrosionsbestandighed er god.
Fig. 5-2 (c) (d) viser slidmorfologien for 2R-prøven, det vil sige det høje kulstoffattige lavlegerede stål udglødet ved 1000 ℃ og normaliseret ved 950 ℃ og hærdet til 250 ℃. Ved lav forstørrelse (fig. 5-2 (c)) er prøveens slidflade relativt flad. Ved høj forstørrelse (fig. 5-2 (d)) kan der observeres brede og lave skærefurer, og der kan ses tydelig plastisk deformationskile, plastkam og nogle skærefliser forårsaget af plastisk deformation. Samtidig kan en der vises en lille mængde spaltende grober, som hovedsagelig er mikroskæremekanisme, ledsaget af en lille mængde plastisk deformation, træthed, der spalter. Der er ingen åbenbar korrosion på den slidte overflade af prøven, hvilket indikerer, at prøveens korrosionsbestandighed er god.
Fig. 5-2 (E) (f) viser slidmorfologien for 3R-prøven, det vil sige det højcarbonfattige lavlegerede stål, udglødet ved 1000 ℃, quenchet ved 950 ℃ og hærdet til 570 ℃. Ved lav forstørrelse (figur 5-2 (E)) er prøveens slidflade relativt flad med noget snavs. Ved høj forstørrelse (fig. 5-2 (f)) kan der observeres et stort antal uregelmæssige spaltegrop. Prøveens slidmekanisme er den plastiske træthedsspaltningsmekanisme. Der er ingen åbenbar korrosion på den slidte overflade af prøven, hvilket indikerer, at prøveens korrosionsbestandighed er god.
Fig. 5-2 (g) (H) viser slidmorfologien for 4R-prøven, det vil sige det højkulstofstål med lavt legeret stål, udglødet ved 1000 ℃ og standset ved 950 ℃ og hærdet ved 250 ℃. Ved lav forstørrelse (fig. 5-2 (g)) er prøveens slidflade relativt flad. Ved høj forstørrelse (fig. 5-2 (H)) kan der observeres lave og genvejsfurer. Fordi prøven er hærdet martensit, når dens hårdhed 57.5 HRC, har den stærk skærebestandighed. Et stort antal uregelmæssige spaltegrop kan observeres på samme tid på den slidte overflade. Prøvens plasticitet er lav. Under virkningen af periodisk stress opstår gentagen plastisk deformation, der danner spændingskoncentrationskilde, træthedsspredning og endelig træthedssvigt. Prøvenes slidmekanisme er plastisk træthedssvulst. Der er ingen åbenbar korrosion på den slidte overflade af prøven, hvilket indikerer, at prøveens korrosionsbestandighed er god.
Fig. 5-2 (I) (J) viser slidmorfologien for 5R-prøven, dvs. bainitstålforingsmateriale. Ved lav forstørrelse (fig. 5-2 (J)) kan der observeres, at der findes lange skærefurer og genvejsfurer på samme tid, og der kan ses en lille mængde uregelmæssige spaltegrop. Prøveens mikroskæremekanisme er hovedsageligt mikroskæring. Prøven er bainitisk struktur, har god hårdhedsstyrke, høj hårdhedsværdi (51.3 HRC) og en vis skærebestandighed; på samme tid har prøven en stærk sejhed, som kan frembringe stor plastisk deformation og et lille antal spaltende grober i processen med slagkorrosionsslidende slid. Derfor er prøvens korrosionsslidende slidstyrke den bedste. Der er ingen åbenbar korrosion på den slidte overflade af prøven, hvilket indikerer, at prøveens korrosionsbestandighed er god.
Fig. 5-2 (k) (L) viser slidmorfologien af 6R-prøven, dvs. højt manganstålmatrixkompositforingsmateriale, ved lav forstørrelse (fig. 5-2) (k) (slidfladen på prøven er relativt flad, kan en lille mængde skærefurer observeres, og lange og dybe skærefurer og en del af slidrester kan observeres i høje tidspunkter (fig. 5-2 (L)), hvilket indikerer, at prøveens anti-skæreevne er dårlig, og der kan observeres et stort antal uregelmæssige spaltningsgrave på den slidte overflade, og mikroskæremekanismen er prøveens hovedmekanisme. Der er ingen åbenbar korrosion på den slidte overflade af prøven, hvilket indikerer, at prøveens korrosionsbestandighed er god. Hårdheden af prøven er lav uden arbejdshærdning. Det kan ikke få nok arbejdshærdende hårdhed under slagkraften på 4.5 j. Derfor er prøveens skærebestandighed dårlig, og virkningen af korrosionsslibende slidstyrke er den værste.
Fig. 5-2 (m) (n) viser slidmorfologien for 7R-prøven, dvs. perlestålforingsmateriale. Ved lav forstørrelse (fig. 5-2 (m)) er prøveens slidflade relativt flad, og et lille antal spaltende grober kan observeres. Ved høj forstørrelse (fig. 5-2 (n)) kan der observeres dyb skærefure og slidrester, og prøveens anti-skæreevne er dårlig. Nogle uregelmæssige spaltningsgrave kan observeres omkring skærefuren og snavs. Mikroskæremekanismen og udmattelsesforstyrrende andel af prøven er ens. Der er ingen åbenbar korrosion på den slidte overflade af prøven, hvilket indikerer, at prøveens korrosionsbestandighed er god.
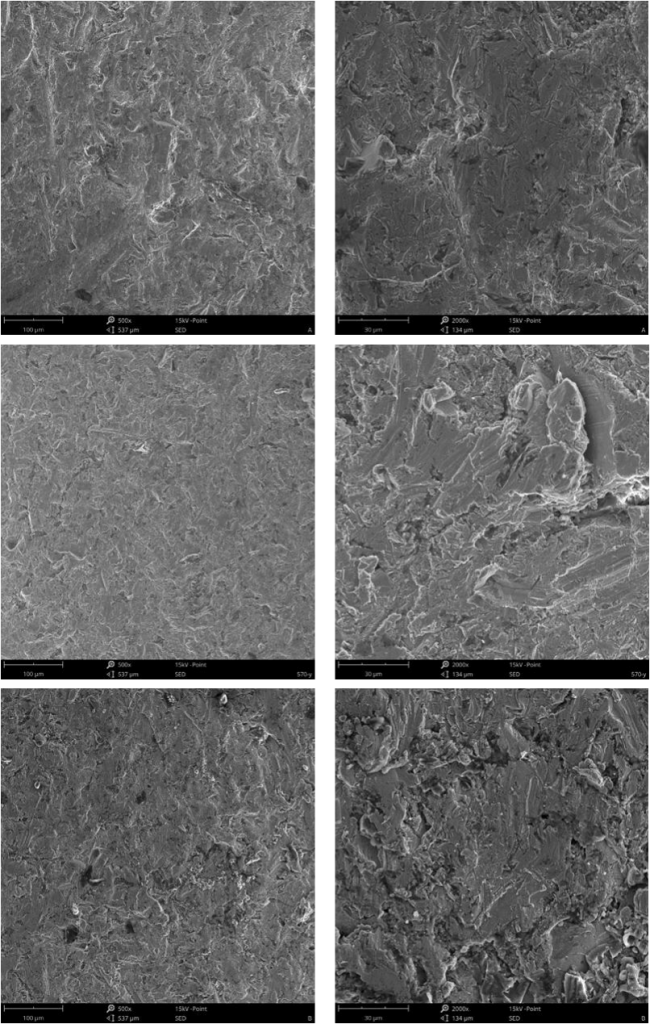
Fig.5-2 Den slidte overflademorfologi af forskellige foringslegeringsstål under 4.5J slagkraft (a) (b) 1R; (c) (d) 2R; (e) (f) 3R
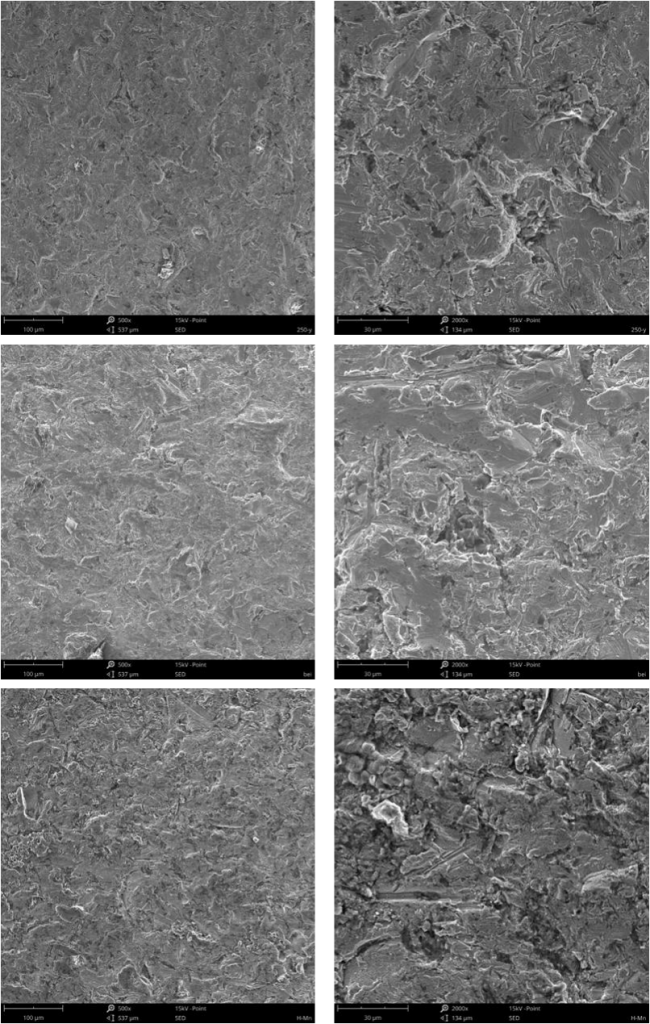
Fig.5-2 Den slidte overflademorfologi af forskellige foringslegeringsstål under 4.5J slagkraft (g) (h) 4R; (i) (j) 5R; (k) (l) 6R
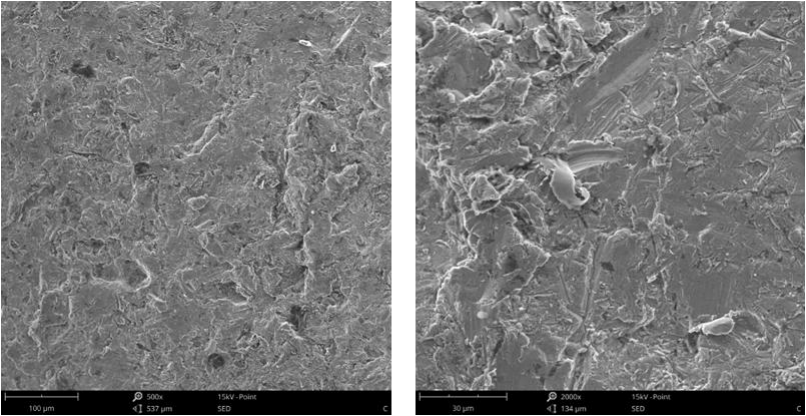
Fig.5-2 Den slidte overflademorfologi af forskellige foringslegeringstål under 4.5J slagkraft (m) (n) 7R
Afslutningsvis er der i stødkorrosionens slidprøvning under 4.5j stødenergi nogle prøver hovedsageligt mikroskærende slidmekanismer, nogle prøver er hovedsageligt trætte slidende slidmekanismer, og nogle prøver er lige så stressede på de to slidmekanismer. Prøvernes modstandsdygtighed over for erosion bestemmes af de to mekanismer, nemlig hårdhed og sejhed. Ifølge testresultaterne har bainitisk stål den bedste matchning af hårdhed og sejhed og den bedste slag- og slidstyrke. Slidstyrken på højt manganstålmatrixkompositfor er den værste, fordi den ikke kan få tilstrækkelig hærdning. Dette resultat er i overensstemmelse med resultatet af slid vægttab.
5.1.3 Arbejdshærdende effekt af slidbestandigt legeret stål under slagkraft på 4.5J
For at undersøge arbejdshærdende virkning af forskellige slidstærke legeringsstål blev mikrohardhedens gradvise ændringskurve for det slidte underlag af forskellige slidstærke legeringsstål under slagkraft på 4.5j målt, det vil sige slagslidsarbejdet hærdningskurve. Figur 5-3 viser arbejdshærdningskurverne af korrosionsbestandigt stål med højt kulstofindhold, lavt legeringsindhold, bainitstålforing, perlestålforing og højt manganstålmatrix-kompositforingsplade under slagkraft på 4.5 j.
Det kan ses af figuren, at forskellige slidbestandige legeringsstål har en vis grad af hærdningsevne under arbejdet med slagkraft på 4.5j. Jo tættere på slidfladen, jo bedre er arbejdshærdningseffekten; jo længere væk fra slidfladen, jo værre er den hærdende virkning; hærdningshastigheden af matriks-komposit med højt manganstål er den største, og hårdheden øges med næsten 264 Resultaterne viser, at hårdheden af lav-kulstof-lavlegeret stål hærdet ved 1000 ℃, olie slukket ved 950 ℃ og hærdet ved 250 1000 har den højeste hårdhed. Hårdheden af bainitisk stål er kun andet end hærdet ved 950 ℃, olie standset ved 250 ℃ og hærdet ved 4.5 ℃. Imidlertid er sejheden af den førstnævnte bedre end den sidstnævnte, og den førstnævnte har relativt høj hårdhed, så den førstnævnte har en høj hårdhed på XNUMXj Resultaterne viser, at slidstyrken for bainitisk stål er den bedste under slagkraft, hvilket er i overensstemmelse med resultatet af korrosionsanalyse af slidkvalitet.
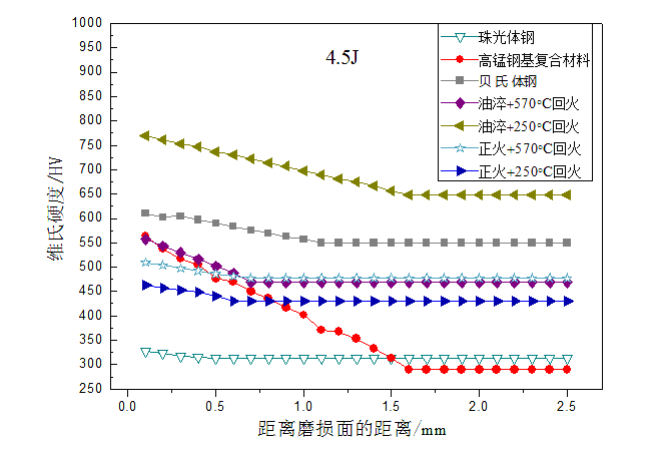
Fig.5-3 Stammehærdningskurver for forskellige foringslegeringsstål under 4.5J slagkraft
5.2 Slidegenskaber for slagkorrosionsslibende under 9J slagkraft
5.2.1 modstandsdygtig mod korrosion og slid
Under virkningen af stødsenergi 9j vises slidstab af korrosionsbestandigt stål med lavt kulstofindhold, rustfrit stål, bainitstålforing, perlestålforing og højt manganstålmatrixkompositforplade i forskellige varmebehandlingstilstande med slidtid med slagkorrosion. i fig. 5-4
- Resultaterne viser, at vægttabet for hver prøve øges med tiden, og slidhastigheden er stabil;
- Prøvenes slidstyrke og korrosionsbestandighed fra høj til lav er 1000 ℃ udglødning + 950 ℃ normalisering + 570 ℃ hærdning høj kulstof lavlegeret stål> bainitisk stål foringsplade ≥ 1000 ℃ udglødning + 950 ℃ olie quenching + 570 ℃ hærdning høj kulstof lavlegeret stål> 1000 ℃ udglødning + 950 ℃ olie quenching + 250 ℃ hærdning høj kulstof lavt legeret stål ≥ høj manganstål matrix kompositmateriale foringsplade> 1000 ℃ udglødning + 950 ℃ normalisering + 250 ℃ hærdning høj kulstof lavt legeret stål ≥ perlestål liner.
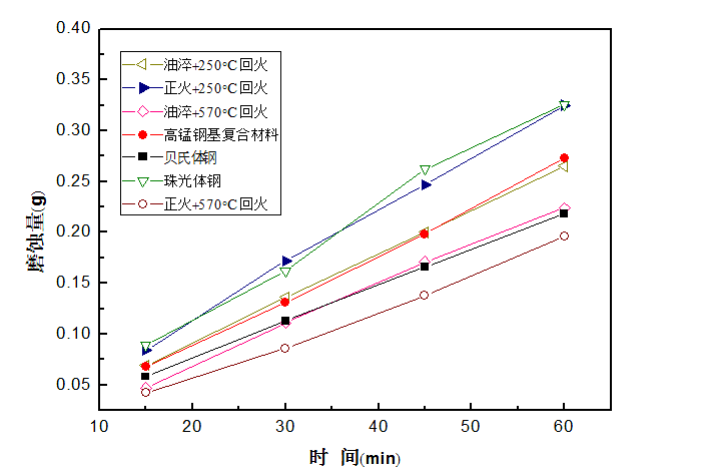
Fig.5-4 Den slidte tabsvægt af forskellige foringslegeringsstål under 9J slagkraft
5.2.2 Analyse af slidmekanisme
Figur 5-5 viser den slidte overflademorfologi af korrosionsbestandigt stål med højt kulstofindhold, lavt legeringsindhold, bainitstålforing, perlestålforing og højt manganstålmatrixkompositmateriale foringsplade under forskellige varmebehandlingstilstande.
Fig. 5-5 (a) (b) viser slibemorfologien for 1R-prøven, det vil sige det høje kulstoffattige lavlegerede stål, udglødet ved 1000 ℃ og normaliseret ved 950 ℃ og hærdet til 570 ℃. Ved lav forstørrelse (fig. 5-5 (a)) er slidfladen på prøven relativt flad. Ved høj forstørrelse (fig. 5-5 (b)) kan der ses tydelige skære riller med dybe riller og et lille antal træthed, der spalter grober. Prøven viser skære slidmekanismen af Den vigtigste faktor er spænding af træthed. Der er ingen åbenbar korrosion på den slidte overflade af prøven, hvilket indikerer, at prøveens korrosionsbestandighed er god.
Fig. 5-5 (c) (d) viser slidmorfologien for 2R-prøven, dvs. 1000 ℃ udglødning + 950 ℃ normalisering + 250 ℃ hærdning af højt kulstof-lavlegeret stål. Ved lav forstørrelse (fig. 5-5 (c)) er slidfladen på prøven relativt flad. Ved høj forstørrelse (fig. 5-5 (d)) kan store og små skærefurer observeres på samme tid, en lille mængde skæreaffald og en lille smule spalling kan observeres omkring den store skærefure Resultaterne viser at hovedmekanismen i prøven er at skære, ledsaget af en vis mængde træthedsspaltningsmekanisme. Der er ingen åbenbar korrosion på den slidte overflade, hvilket indikerer, at prøveens korrosionsbestandighed er god.
Fig. 5-5 (E) (f) viser slidmorfologien for 3R-prøven, dvs. 1000 ℃ udglødning + 950 ℃ olieslukning + 570 ℃ hærdning af kulstof med lavt legeringsstål. Ved lav forstørrelse (fig. 5-5 (E)) er slidoverfladen af prøven relativt flad uden åbenbar udmattelsesgrop. Ved høj forstørrelse (fig. 5-5 (f)) blev der observeret mange åbenlyse skærefurer og nogle udmattende grober. Prøveens skæremekanisme var hovedsageligt en skæremekanisme, og der var en udmattelsesmekanisme på samme tid. Der er ingen åbenbar korrosion på den slidte overflade af prøven, hvilket indikerer, at prøveens korrosionsbestandighed er god.
Fig. 5-5 (g) (H) viser slidmorfologien for 4R-prøven, dvs. 1000 ℃ udglødning + 950 ℃ olieslukning + 250 ℃ hærdningsstål med højt kulstofindhold. Ved lav forstørrelse (fig. 5-5 (g)) er prøveens slidflade relativt flad. Ved stor forstørrelse (fig. 5-5 (H)) kan mange korte og lave små skærefurer observeres, og der findes også et lille antal lange og lave små skærefurer. Træthedspaltningsgraven med forskellige størrelser fordeles på den slidte overflade. Træthedsspaltningsmekanismen er hovedmekanismen i prøven, og der findes en lille mængde skæremekanisme på samme tid. Der er ingen åbenbar korrosion på den slidte overflade af prøven, hvilket indikerer, at prøveens korrosionsbestandighed er god.
Fig. 5-5 (I) (J) viser slidmorfologien for 5R-prøven, det vil sige bainitstålforingsmateriale. Ved lav forstørrelse (fig. 5-5 (I)) er prøveens slidflade relativt flad, og tydelige skærefurer kan ses. Ved høj forstørrelse (fig. 5-5 (J)). Der er ingen åbenbar korrosion på den slidte overflade af prøven, hvilket indikerer, at prøveens korrosionsbestandighed er god.
Fig. 5-5 (k) (L) viser slidmorfologien for 6R-prøven, dvs. højt manganstålmatrixkompositforingsmateriale. Ved lav forstørrelse (fig. 5-5 (k)) er prøveens slidflade relativt flad, og tydelig skærefure kan observeres. Ved høj forstørrelse (fig. 5-5 (L)) er skærefuren lav og noget snavs kan observeres. Under denne betingelse er skærefuren på slidoverfladen 4.5j Under betingelse af stødenergi er prøven kort og lav, hvilket indikerer, at prøven har en stærkere skæreevne i ætsende slibende slid under høj slagkraft. Nogle uregelmæssige spaltningsgrave kan observeres på den slidte overflade, og mikroskæremekanismen er prøveens hovedmekanisme. Der er ingen åbenbar korrosion på den slidte overflade af prøven, hvilket indikerer, at prøveens korrosionsbestandighed er god.
Fig. 5-5 (m) (n) viser slidmorfologien for 7R-prøven, dvs. perlestålforingsmateriale. Ved lav forstørrelse (fig. 5-5 (m)) er prøveens slidflade relativt flad, og der kan observeres tydelige spaltningsgrave. Ved høj forstørrelse (fig. 5-5 (n)) har udmattelsesgropene spor af gentagen plastisk deformation, og en lille mængde skærefurer og slidrester kan observeres. Prøveens udmattelsesmekanisme er hovedsagelig udmattelse. Der er ingen åbenbar korrosion på den slidte overflade af prøven, hvilket indikerer, at prøveens korrosionsbestandighed er god.
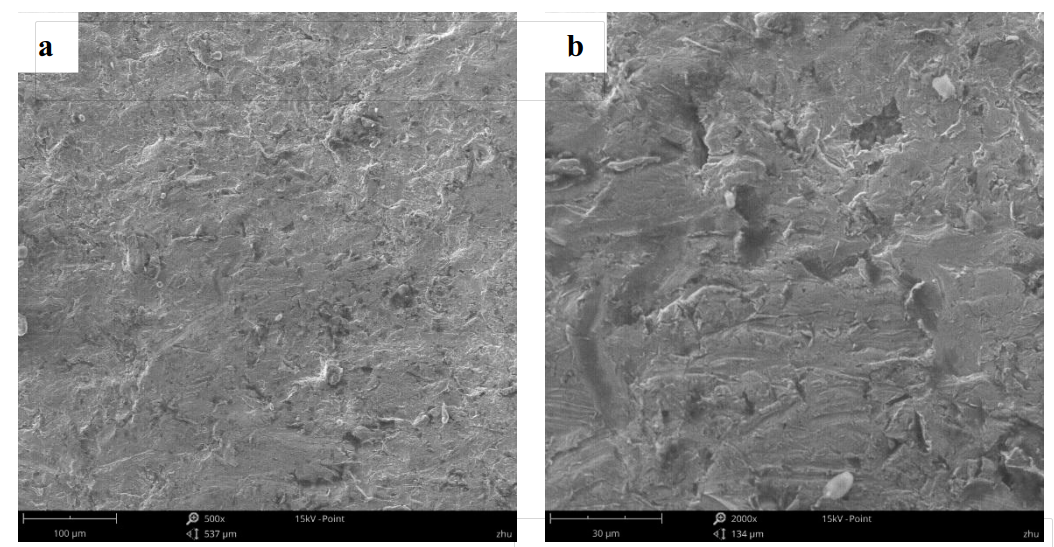
Fig.5-5 Den slidte overflademorfologi af forskellige foringslegeringsstål under 9J slagkraft (a) (b) 1R
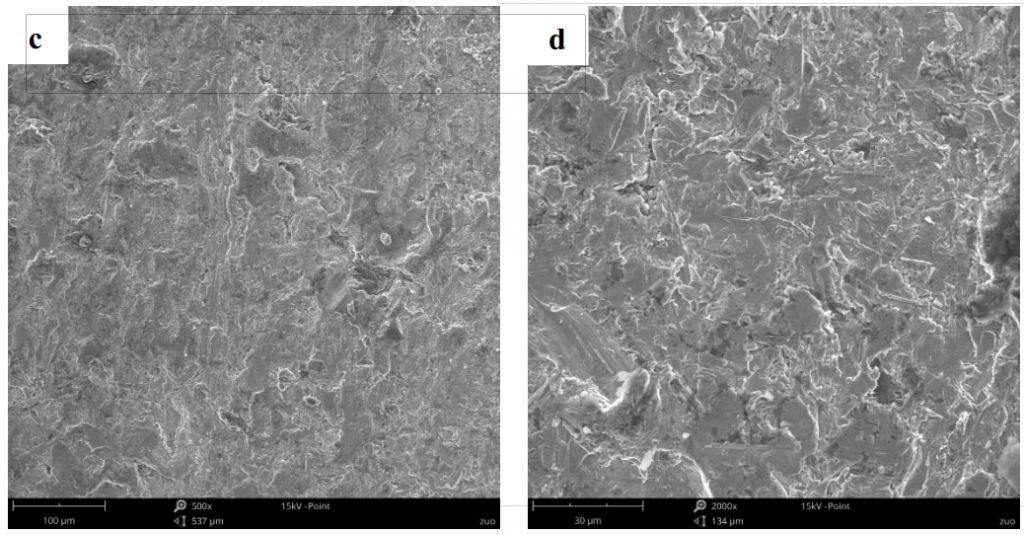
Fig.5-5 Den slidte overflademorfologi af forskellige foringslegeringsstål under 9J slagkraft (c) (d) 2R
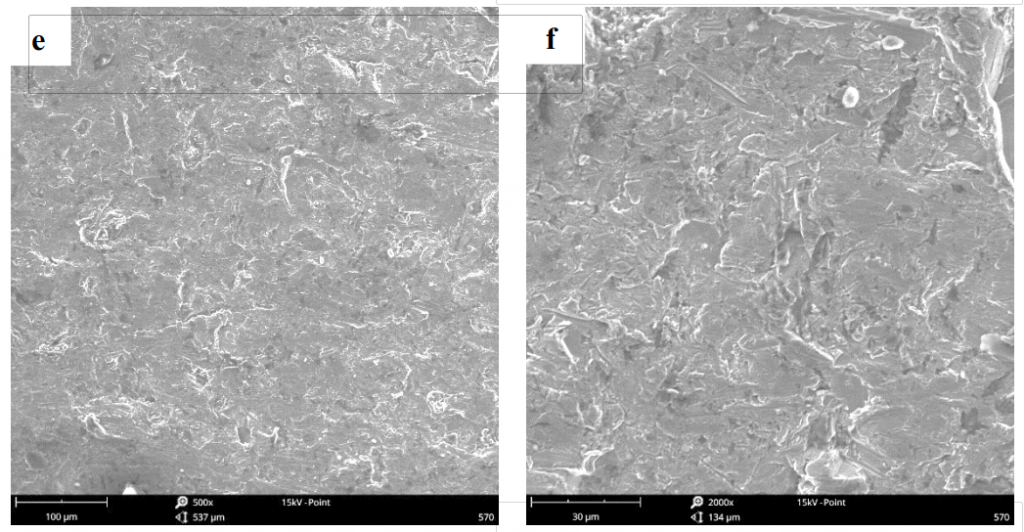
Fig.5-5 Den slidte overflademorfologi af forskellige foringslegeringsstål under 9J slagkraft (e) (f) 3R
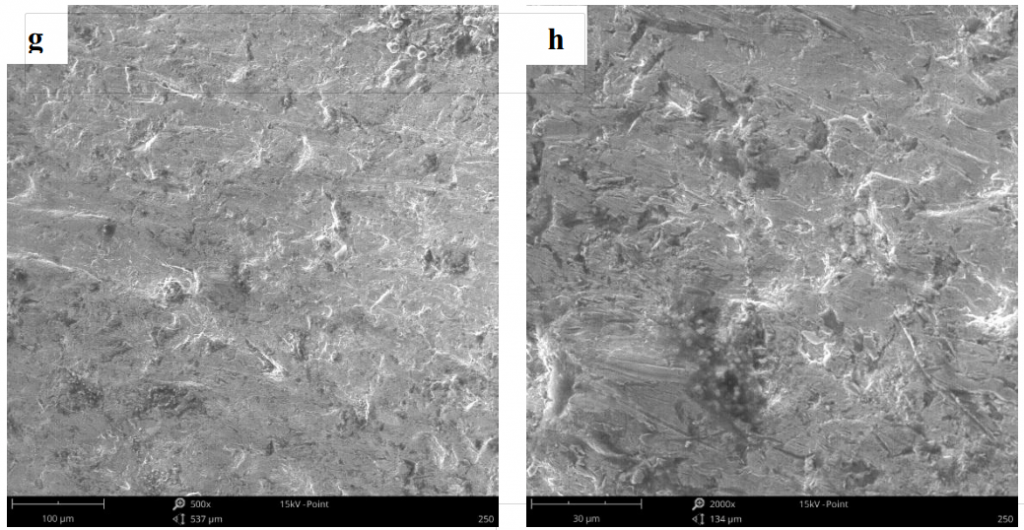
Fig.5-5 Den slidte overflademorfologi af forskellige foringslegeringsstål under 9J slagkraft (g) (h) 4R
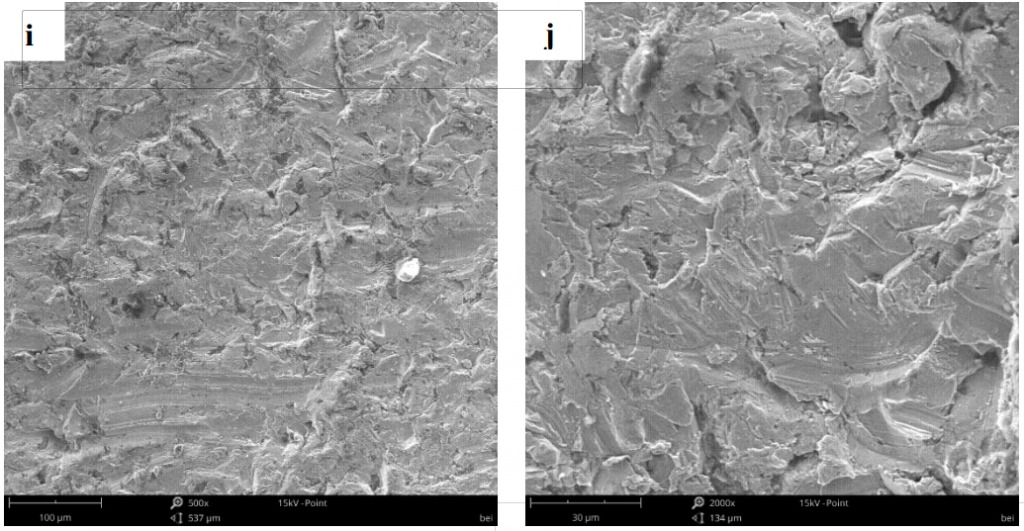
Fig.5-5 Den slidte overflademorfologi af forskellige foringslegeringsstål under 9J slagkraft (i) (j) 5R
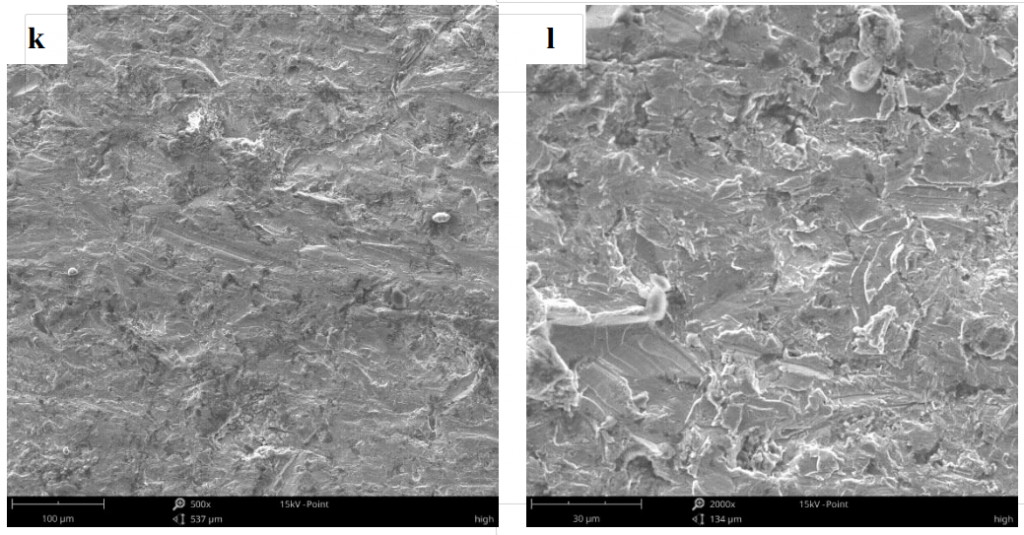
Fig.5-5 Den slidte overflademorfologi af forskellige foringslegeringsstål under 9J slagkraft (k) (l) 6R
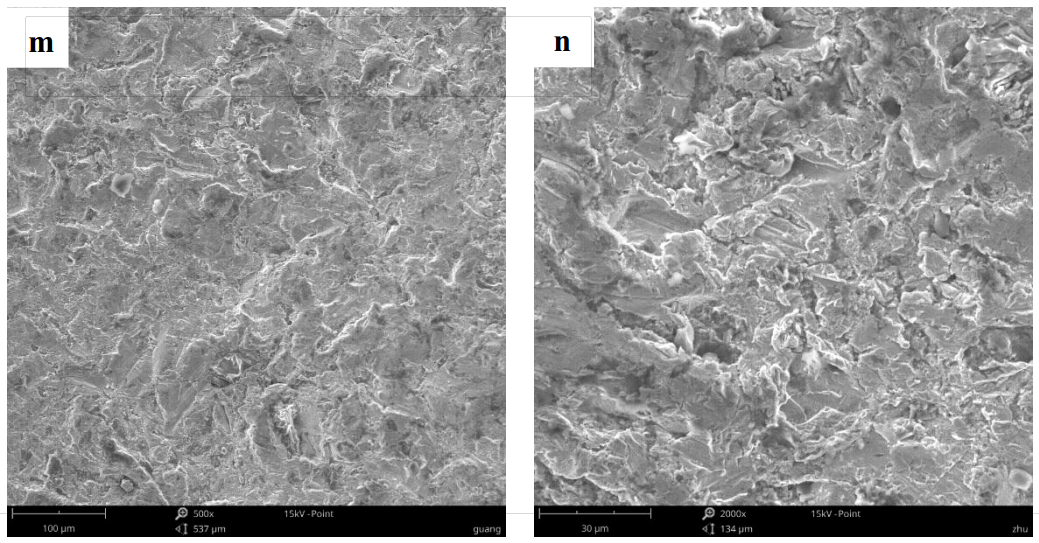
Fig.5-5 Den slidte overflademorfologi af forskellige foringslegeringstål under 9J slagkraft (m) (n) 7R
Afslutningsvis er der i stødkorrosionens slidstest under 9j stødsenergi nogle prøver hovedsageligt mikroskærende slidmekanismer, og nogle prøver er hovedsageligt trætte slidende slidmekanismer. Prøvernes modstandsdygtighed over for erosion bestemmes af de to mekanismer, nemlig hårdhed og sejhed. Ifølge testresultaterne har det kulstoffattige lavlegerede stål udglødet ved 1000 ℃, normaliseret ved 950 ℃ og hærdet til 570 a en god matchning mellem hårdhed og sejhed, og sejheden er den bedste, så slagslidstyrken er den bedste . Forpladen med højt manganstålmatrixkompositmateriale kan opnå en vis hærdning under stor slagkraft, og dens slidstyrke og korrosionsbestandighed forbedres under denne tilstand. Dette resultat er i overensstemmelse med resultatet af slid vægttab.
5.2.3 Arbejdshærdende effekt af slidstærkt legeret stål under slagkraft på 9J
Figur 5-6 viser slid- og arbejdshærdningskurverne af korrosionsbestandigt stål med lavt kulstofindhold, lavlegeret korrosionsbestandigt stål, foring af bainitstål, perlestålforing og matrix-kompositforingsplade med højt manganstål under 9j slagkraft. Det kan ses af figuren, at forskellige slidbestandige legeringsstål under en kollisionsenergi på 9j har en vis grad af hærdningsevne. Jo tættere på slidfladen, jo bedre er arbejdshærdningseffekten; jo længere væk fra slidfladen, jo værre er den hærdende virkning; hærdningshastigheden for matrixkomposit med højt manganstål er den største, og arbejdshærdningen er hård Efter hærdning ved 1000 ℃, olieudslukning ved 950 ℃ og hærdning ved 250 ℃ er hårdheden af højt kulstoffattigt lavlegeret stål den højeste Arbejdshærdning hårdhed af kulstof med lavt legeringsstål udglødet ved 1000 ℃ og normaliseret ved 950 ℃ og hærdet ved 570 ℃ er kun ringere end hærdet ved 1000 ℃, olie standset ved 950 ℃ og hærdet ved 250 ℃. Imidlertid har førstnævnte bedre sejhed end sidstnævnte, og førstnævnte har ret høj hårdhed. Derfor udglødes førstnævnte ved 1000 ℃ under påvirkning af energi på 9j + Resultaterne viser, at slidstyrken af lavkulstofstål med lavt kulstofindhold normaliseret ved 950 ℃ og hærdet til 570 ℃ er den bedste, hvilket er i overensstemmelse med resultatet af korrosionsanalysekvalitetsanalyse.
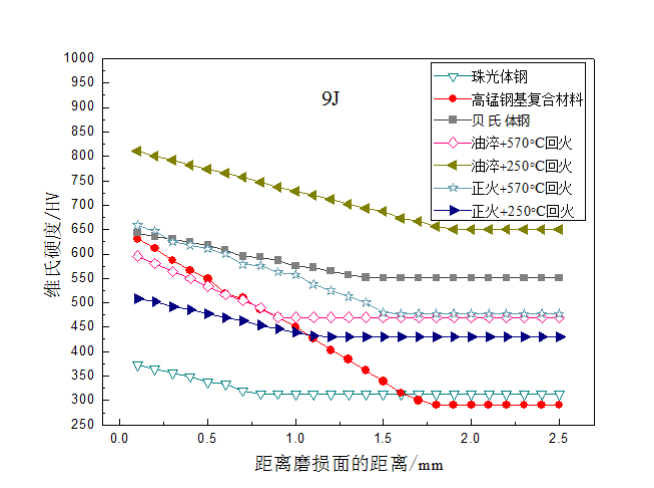
Fig.5-6 Stammehærdningskurver for forskellige foringslegeringsstål under 9J slagkraft
5.3 Resultaterne
Slidstærkt stål med lavt kulstofindhold med lavt legering med en sammensætning på Fe 93.50%, C 0.65%, Si 0.54%, Mn 0.97%, Cr 2.89%, Mo 0.35%, Ni 0.75% og N 0.10% blev behandlet af fire forskellige varmebehandlinger. Stødkorrosionsslidende slidstest af varmebehandlet højkulstof-lavlegeret stål, bainitstålforing, højt manganstålmatrixkompositforing og perlestålforing blev udført:
- I slagkorrosionsslidstest under 4.5J er slagkorrosionsslidstyrke af bainitisk stålforing bainit stålforing> 1000 ℃ udglødning + 950 ℃ normalisering + 570 ℃ hærdet høj kulstof lavlegeret stål> 1000 ℃ udglødning + 950 ℃ dæmpning af olie + 250 ℃ Hærdet kulstof med lavt legeringsstål> perlitstålforing> 1000 ℃ udglødning + 950 ℃ normalisering + 250 ℃ hærdet høj kulstof med lavt legeringsstål> 1000 ealing udglødning + 950 ℃ olieslukning + 570 ℃ hærdet høj kulstof lav legeret stål> højt manganstål matrix kompositforplade. Resultaterne viser, at vægttabet af legeret stål stiger med tiden og næsten lineært.
- Under påvirkningsenergien på 4.5j er en del af prøverne hovedsageligt mikroskærende slidmekanismer, nogle prøver er hovedsageligt trætte, spallende slidmekanismer, og nogle prøver har begge slidmekanismer. Stål med højt kulstofindhold lavt legeret udglødet ved 1000 ℃ og normaliseret ved 950 ℃ og hærdet ved 570 ℃, højt kulstof lavt legeret stål udglødet ved 1000 ℃ og normaliseret ved 950 ℃ og hærdet ved 250 ℃, bainit stålforinger og højt manganstål matrix kompositforinger er hovedsageligt mikroskæremekanisme suppleret med slidmekanisme, der trækker træthed. Træthedsspaltningsmekanismen af højt kulstoffattigt lavlegeret stål udglødet ved 1000 ℃, olie slukket ved 950 ℃ og hærdet ved 570 ℃ og udglødet ved 1000 ℃ + olie slukket ved 950 ℃ og hærdet ved 250 ℃ er hovedsageligt træthedsspaltningsmekanisme suppleret med mikroskæremekanisme. Mekanismen for udmattelse og mikroskæring er lige så vigtig for perlestålforing.
- I stødkorrosionsslidstest under 9j stødsenergi er stødkorrosion slidstyrke som følger: 1000 ℃ udglødning + 950 ℃ normalisering + 570 ℃ hærdning høj kulstof lavlegeret stål> bainit stål foringsplade ≥ 1000 ℃ udglødning + 950 ℃ olie quenching + 570 ℃ opsving Højkulstof lavlegeret stål udglødet ved 1000 ℃, olie quenchet ved 950 ℃ og hærdet ved 250 high til høj kulstof lavlegeret stål ≥ høj mangan stål matrix kompositforing> 1000 ℃ udglødning + 950 ℃ normalisering + 250 ℃ hærdning af kulstof med lavt legeringsstål ≥ perlitstålforing. Resultaterne viser, at vægttabet af legeret stål stiger med tiden og næsten lineært.
- Under påvirkningsenergien på 9j er nogle prøver hovedsageligt mikroskærende slidmekanismer, og nogle prøver er træthedsspændende slidmekanismer. Stål med lavt kulstoflegeret stål udglødet ved 1000 ℃ og normaliseret ved 950 ℃ og hærdet ved 570 ℃, højt kulstof lavt legeret stål udglødet ved 1000 ℃ og normaliseret ved 950 ℃ og hærdet ved 250 ℃, højt kulstoffattigt lavt legeret stål udglødet ved 1000 ℃ og olie slukket ved 950 ℃ og hærdet ved 570 ℃, bainit stålforinger og højt manganstålmatrixkompositforinger er hovedsageligt mikroskæremekanisme suppleret med slidmekanisme, der trækker træthed. Træthedsspaltningsmekanismen af højkulstof-lavlegeret stål og perlestålforingsplade udglødet ved 1000 ℃ og olie standset ved 950 ℃ og hærdet ved 250 ℃ er domineret af træthedsspaltningsmekanisme suppleret med en mikroskæremekanisme.
- Under påvirkningsenergien på 4.5J og 9J er korrosionen af alle prøver ikke indlysende. Under testbetingelserne er korrosionsbestandigheden af disse prøver god.
6.0 Undersøgelse af korrosionsafvisende resistente legeringsstål SAG Mill Liners resultater
I dette papir tages stødkorrosionen og slidforholdene for møllebelægningerne i den semi-autogene mølle som baggrund ved hjælp af Lycra metallografisk mikroskop, muffelovn, hårdhedsmåler og XRD. Virkningerne af varmebehandling på mikrostruktur, hårdhed , stødabsorberet energi, trækprøvningsresultater og slid på slagkorrosionsslibning af højkulstofstål med lavt legeret stål blev undersøgt ved hjælp af et diffraktometer, instrumenteret slagstestmaskine, trækprøvningsmaskine, slagkorrosion slidsteststest og scanningelektronmikroskop. På samme tid undersøges også de nye linier af bainitlegeringsstålfabrikker, nye liners foringer af højt manganstålmatrixkompositlegeringsstål og perlitlegeringsstålfabrikker. De vigtigste konklusioner er som følger:
- Efter udglødning ved 1000 ℃, normalisering ved 950 ℃ og hærdning ved 570 ℃, mikrostrukturen af slidbestandigt højkulstof-lavlegeret stål med en sammensætning på C 0.65%, Si 0.54%, Mn 0.97%, Cr 2.89%, Mo 0.35% , Ni 0.75%, og N 0.10% er perlit. Det kulstoffattige lavlegerede stål udglødet ved 1000 ℃ og normaliseret ved 950 ℃ og hærdet ved 250 has har også en perlitstruktur. Imidlertid har perlestrukturen af den tidligere tendens til at være sfæroidiseret, og dens omfattende egenskaber er bedre end sidstnævnte. Mikrostrukturen af kulstoffattigt lavlegeret stål udglødet ved 1000 ℃, olie standset ved 950 ℃ og hærdet ved 570 ℃ er hærdet sorbit med martensitorientering. Det kulstoffattige lavlegerede stål udglødet ved 1000 ℃, olie standset ved 950 ℃ og hærdet ved 250 ℃ er hærdet martensit. Stål med lavt kulstofindhold af lavlegeret stål udglødet ved 1000 ℃, olie standset ved 950 ℃ og hærdet ved 250 ℃ har den højeste Rockwell-hårdhed (57.5 HRC). Det kulstoffattige lavlegerede stål udglødet ved 1000 ℃, normaliseret ved 950 ℃ og hærdet ved 570 ℃ har den højeste stødabsorberingsenergi (8.37 j) og den bedste sejhed. Resultaterne af trækprøvningen viser, at styrken af kulstof med lavt legeret stål (# 3) udglødet ved 1000 ℃, olie standset ved 950 ℃ og hærdet ved 570 ℃ har den bedste styrke (RM: 1269 MPa). viser, at forlængelsen efter brud δ af høj-kulstof-lavlegeret stål (# 1) udglødet ved 1000 ℃, normaliseret ved 950 ℃ og hærdet ved 570 ℃ har den maksimale forlængelse efter brud (14.31%), og bruddet er en duktil fraktur.
- Resultaterne viser, at mikrostrukturen i bainitisk stålforing er sort nålelignende nedre bainit og en del af fjerlignende øvre bainit, og hårdheden er 51.7 HRC. Efter prøveanvendelsen øges foringen med 50 HV, arbejdsdybdets hærdningsdybde er 10 mm, og stødsenergiabsorptionen af V-hak er 7.50 J. Høj manganstålmatrixkompositfor er et kompositmateriale med austenit struktur som matrix og hårdmetal som anden fase. Foringens hårdhed er 26.5 HRC, og foringens højeste hårdhed er 667 HV (58.7 HRC), arbejdsdybdets hærdningsdybde er 12 mm, den stødabsorberede energi fra standard u-hak er 87.70 J og stødbruddet overfladen er en duktil brud. Forlængelsen efter brud er 9.20%, og trækbruddet er en blandet fraktur. Trækstyrken og flydespændingen for foringen er henholdsvis 743 MPa og 547 MPa. Mikrostrukturen i perlestålforingen er sort og hvid perlestruktur, og hårdheden er 31.3 HRC. Der er intet åbenlyst fænomen til hærdning efter forsøgsbrug. Den stødabsorberede energi af standard V-hak af perlestålforing er 6.00 J, og brudoverfladen er en mikrolokal plastfraktur og makro-skør brud. Forlængelsen efter brud på perlestålforingen er 6.70%, og trækbruddet er en skør brud. Trækstyrke og flydespænding for perlestålforing er 766 MPa og 420 MPa.
- Ved 4.5j I stødkorrosionsslidstest under stødsenergi slidstyrke på stødkorrosion slidstyrke af bainitisk stålforingsplade> 1000 ℃ udglødning + 950 ℃ normalisering + 570 ℃ hærdet høj kulstof lavlegeret stål> 1000 ℃ udglødning + 950 ℃ olie quenching + 250 ℃ hærdet højkulstof lavlegeret stål> perlestålforing> 1000 ℃ udglødning + 950 ℃ normalisering + 250 ℃ hærdet høj kulstof lavlegeret stål> 1000 ℃ udglødning + 950 ℃ olieslukning + 570 Højt kulstof lavlegeret stål som hærdet tilstand > højt manganstålmatrix kompositforplade. Stål med højt kulstofindhold lavt legeret udglødet ved 1000 ℃ og normaliseret ved 950 ℃ og hærdet ved 570 ℃, højt kulstof lavt legeret stål udglødet ved 1000 ℃ og normaliseret ved 950 ℃ og hærdet ved 250 ℃, bainit stålforinger og højt manganstål matrix kompositforinger er hovedsageligt mikroskæremekanisme suppleret med slidmekanisme, der trækker træthed. Træthedsspaltningsmekanismen af højt kulstoffattigt lavlegeret stål udglødet ved 1000 ℃, olie slukket ved 950 ℃ og hærdet ved 570 ℃ og udglødet ved 1000 ℃ + olie slukket ved 950 ℃ og hærdet ved 250 ℃ er hovedsageligt træthedsspaltningsmekanisme suppleret med mikroskæremekanisme. Træthedsspaltningsmekanismen og mikroskæremekanismen er lige så vigtige for perlestålforingen.
- I slagkorrosionsslidstest under 9j slagkraft er slagkorrosionsslidstyrke som følger: 1000 ℃ udglødning + 950 ℃ normalisering + 570 ℃ hærdning af kulstof med lavt legeringsstål> bainitstålforplade ≥ 1000 ℃ udglødning + 950 ℃ olie quenching + 570 ℃ opsving Højkulstof lavlegeret stål udglødet ved 1000 oil, olie quenchet ved 950 ℃, hærdet ved 250 high, høj carbon kulstof lavlegeret stål ≥ høj mangan stål matrix kompositforplade> 1000 ℃ udglødning + 950 ℃ normalisering + 250 ℃ hærdning af kulstof med lavt legeringsstål ≥ perliner. Stål med lavt kulstoflegeret stål udglødet ved 1000 ℃ og normaliseret ved 950 ℃ og hærdet ved 570 ℃, højt kulstof lavt legeret stål udglødet ved 1000 ℃ og normaliseret ved 950 ℃ og hærdet ved 250 ℃, højt kulstoffattigt lavt legeret stål udglødet ved 1000 ℃ og olie quenched ved 950 ℃ og hærdet ved 570 ℃, bainite stålforinger og højt manganstålmatrixkompositforinger er hovedsageligt mikroskæremekanisme suppleret med slidmekanisme, der trækker træthed. Træthedsspaltningsmekanismen af høj-kulstof-lavlegeret stål og perlestålforingsplade udglødet ved 1000 ℃ og olie standset ved 950 ℃ og hærdet ved 250 ℃ domineres af træthedsspaltningsmekanisme suppleret med en mikroskæremekanisme.
- Under påvirkningsenergien på 4.5j og 9j er korrosionen af alle prøver ikke åbenbar, og korrosionsbestandigheden af alle prøver er bedre under testbetingelserne.
