
Abstraktní
Na základě poloautogenních pracovních podmínek zákazníka, Qiming stroje zkoumá korozivzdorné legované oceli pro poloautogenní vložky mlýna.
Poloautogenní vložky mlýna jsou vystaveny nárazům a drsným podmínkám korozního opotřebení. V dnešní době se jako ocel široce používá ocel s vysokým obsahem manganu Vložka mlýna SAG desky doma i v zahraničí, ale krátká životnost obložených desek z manganové oceli pod oděrem způsobila zvýšení výrobních nákladů a tento materiál musí být přemístěn. Vývoj nových legovaných ocelí odolných proti opotřebení má akademický význam a ekonomickou hodnotu, aby se zlepšila životnost a snížily výrobní náklady desek válcovacích stolic SAG. V této souvislosti byl vyvinut a zkoumán nový typ nízkolegované oceli s vysokým obsahem uhlíku, současně byly v Qimingu vyvinuty nové vložkové desky z bainitové oceli, nové složené vložkové desky z vysoce manganové oceli a vložkové desky z perlitové oceli Stroje. Vliv procesu tepelného zpracování na chemické složení, mikrostrukturu, tvrdost, rázovou houževnatost, zkoušku tahem, odolnost proti korozi a odolnost proti korozi při abrazivním opotřebení vysoce uhlíkové nízkolegované oceli byl zkoumán metalografickým mikroskopem Leica, muflovou pecí, zkoušečem tvrdosti , přístrojový rázový zkoušeč, stroj pro zkoušku tahem, rázová koroze machine stroj pro testování oděru, rentgenová difúze , rastrovací elektronová mikroskopie a další výzkumné nástroje a prostředky. Současně byla prozkoumána mikrostruktura a komplexní vlastnosti tří nových otěruvzdorných vložkových desek.
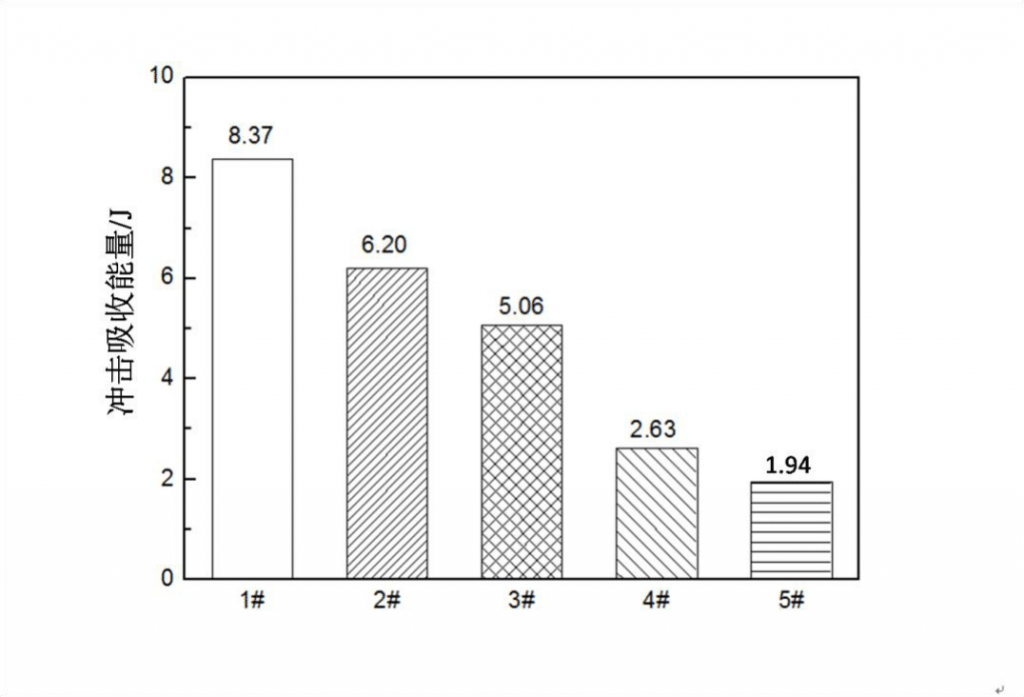
Nejprve byly vyrobeny čtyři různé tepelné úpravy pro vysoce uhlíkovou nízkolegovanou ocel odolnou proti opotřebení se složením C 0.65%, Si 0.54%, Mn 0.97%, Cr 2.89%, Mo 0.35%, Ni 0.75%, N 0.10%. Diskutován byl vliv procesů tepelného zpracování na mikrostrukturu a vlastnosti nízkouhlíkové nízkolegované slitiny. Výsledky ukazují, že mikrostruktura nízkolegované oceli s vysokým obsahem uhlíku žíhaná s žíháním 1000 ° C, normalizovanou teplotou 950 ° C a temperovanou teplotou 250 ° C je perlit a její energie pro absorpci rázu podle Charpyho V je nejvyšší (8.37 J). Tažnost se stejnými procesy tepelného zpracování je maximální (14.31%), zatímco pevnost v tahu, mez kluzu a tvrdost jsou 1005 MPa, 850 MPa a 43.8 HRC. Vysoce uhlíková nízkolegovaná ocel s žíháním 1000 ° C, normalizací 950 ° C a temperováním 250 ° C má nejlepší komplexní vlastnosti.
Výsledky studie tří nových typů vyvinutých vložkových desek jsou následující. Tvrdost vložkových desek z bainitové oceli je 51.7 HRC. Po pracovním vytvrzení se tvrdost vložkových desek zvyšuje o 50 HV a její energie absorpce nárazu Charpyho V je 7.50 J, jejíž tvrdost a houževnatost se dobře shodují. Matricové kompozitní vložkové desky z matné oceli jsou kompozitní materiál s austenitem jako matricí a karbidem jako druhou fází. Tvrdost kompozitních vložkových desek z vysoce manganové oceli je 26.5 HRC. Po pracovním vytvrzení se tvrdost vložkových desek zvýší na 667 HV (58.7 HRC its a její Charpyho energie ve tvaru písmene U s absorpcí nárazu je 87.70J. Prodloužení vložkových desek s dobrou houževnatostí je 9.20%, zatímco pevnost v tahu a mez kluzu jsou 743 MPa a 547 MPa. Tvrdost perlitických vložkových desek je 31.3 HRC. Po pracovním vytvrzení je tvrdost vložkových desek téměř nezměněna a její energie pro absorpci nárazu Charpyho ve tvaru V je 6.00 J. Prodloužení perlitických vložkových desek je nízké (6.64%), zatímco pevnost v tahu a mez kluzu jsou 766 MPa a 420 MPa.
Za podmínek energie nárazu 4.5 J: ztráta opotřebení bainitových ocelových vložkových desek je nejnižší a tento materiál má v tomto stavu nejlepší odolnost vůči rázové korozi a abrazivnímu opotřebení. V podmínkách nárazové energie 9J: ztráta hmotnosti při opotřebení nízkolegované oceli s vysokým obsahem uhlíku žíhaná při žíhání 1000 ° C, normalizované teplotě 950 ° C a temperované při 250 ° C je nejméně a tento materiál má nejlepší výkonnost vůči rázové korozi a odolnosti proti abrazivnímu opotřebení tento stav.
Analýzy poptávky po podmínkách použití, kdy je nárazové zatížení velmi malé, by měly být krycí desky SAG vyrobeny z bainitové oceli. když je nárazové zatížení velké, měly by být krycí desky SAG vyrobeny z vysoce uhlíkové nízkolegované oceli žíhané s žíháním 1000 ° C, normalizací 950 ° C a temperováním 250 ° C.
1.1 Stav výzkumu poloautomatických materiálů vložky mlýna
1.1.1 Poloautomatický mlýn
V roce 1932 se díky pokroku průmyslové technologie zrodil první autogenní mlýn na světě. Kolem roku 1950 autogenní mlýn byl formálně použit při těžbě. Po roce 1960 se celý proces autogenního mletí stal populárním v mnoha hutních dolech v mnoha zemích. V procesu vlastního mletí se jako hlavní mlecí médium při mletí používá ruda o velikosti větší než 100 mm, ale velikost se pohybuje mezi 20 mm a 80 mm
Vzhledem k jeho špatné schopnosti broušení není snadné být rozdrcen na vhodnou velikost velkou velikostí rudy. Aby se tento problém vyřešil, vědci se pokoušejí přidat určité množství ocelové kuličky do autogenního mlýna k mletí tohoto druhu brusiva. Obecně je množství přidané ocelové kuličky 2 až 8% objemu autogenního mlýna. Toto vylepšení výrazně zvyšuje účinnost mlecí sekce dolu a měl by se také vyrábět poloautogenní mlýn.
Obrázek 1-1 ukazuje plné schéma poloautogenního mlýna používaného v kovových dolech a obrázek 1-2 ukazuje obkladovou desku poloautogenního mlýna, který má být sestaven. Stručně řečeno, poloautogenní mlýn je druh zařízení na výrobu kovových dolů, které k mletí kovové rudy používá částečně mlecí kouli a samotnou rudu. Ačkoli má poloautogenní mlýn relativně vysokou spotřebu energie, což nepřispívá k efektivnímu využití energie, poloautogenní mlýn zahrnuje: střední a jemné drcení, třídění a přepravu rudy, což výrazně zkracuje produkci dolu proces, snižuje znečištění prachem, snižuje výrobní náklady a snižuje výrobní investice.
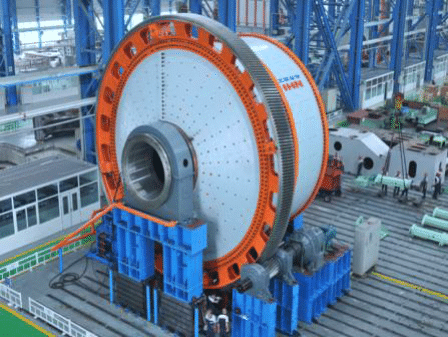
Obr. 1-1 Poloautogenní mlýn
Poloautogenní mlýn zahrnuje hlavně převodovou část, hlavní ložisko, síto válce, válcovou část, zařízení s pomalým pohonem, hlavní motor, zvedací zařízení, mazání, elektrické ovládání atd. Vložka mlýna je hlavní součástí válcové části poloautogenní mlýn a je také částí s největší ztrátou.
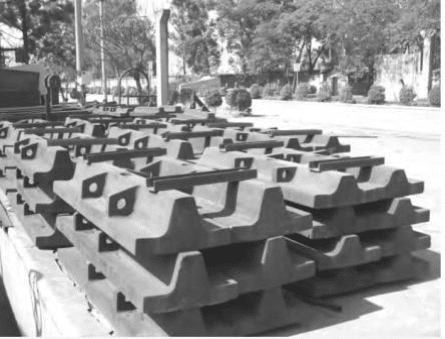
Obr. 1-2 Poloautogenní vložky mlýna
1.1.2 Poloautogenní vložky mlýna
Válec poloautogenního mlýna se synchronně otáčí pod pohonem motoru. Materiály (ocelová koule a kovová ruda) naložené ve válci se otáčejí do určité výšky s válcem. Působením gravitace jsou hozeny dolů určitou lineární rychlostí. Kovová ruda, brusná koule a obkladová deska budou mít relativně velký náraz a vážné opotřebení. Díky těmto účinkům se kovová ruda brousí a nejdůležitější je brousit kovovou rudu. Po rozemletí je kvalifikovaný materiál odeslán z válce pod nárazem vody.
1.2 Materiály odolné proti opotřebení pro poloautogenní vložky mlýna
Otěruvzdorné ocelové díly spotřebované abrazivním opotřebením jsou jednou z nejtěžších pracovních podmínek ocelových dílů odolných proti opotřebení. Ve srovnání s podmínkami suchého abrazivního opotřebení obsahují podmínky mokrého abrazivního opotřebení určité korozní faktory, takže stupeň opotřebení je složitější a závažnější. The mlynářské vložky poloautogenního mlýna jsou nejen vystaveny silným nárazům a dlouhodobému opotřebení, ale také vystaveny korozi vlhkých minerálních materiálů. Zároveň byla po dlouhou dobu v procesu servisu vystavena vzájemnému působení nárazů vložky, abrazivního opotřebení a elektrochemické koroze, díky čemuž se vložka stala nejzávažnější částí mlýna SAG, která podléhá opotřebení a poruchám. .
Má dlouhou historii používat vysoce manganovou ocel jako vložky do mlýna na mokré mletí doma i v zahraničí. Dosud je vysoce manganová ocel stále nejpoužívanějším materiálem pro mokrou liniovou vložku. Jiné legované oceli odolné proti opotřebení a korozi, jako je vložka z perlitové oceli, se také používají doma i v zahraničí, ale účinek není příliš uspokojivý. Je naléhavou potřebou průmyslu vložek mokrého mlýna a důležitým úkolem technických inovací vyvinout nový typ vložky z nízkolegované oceli s vysokým obsahem uhlíku s dobrou odolností proti oděru a zavést jej do praxe.
1.2.1 austenitická manganová ocel
V lité oceli odolné proti opotřebení byla austenitická manganová ocel široce používána v různých ocelových součástech odolných proti opotřebení díky svým jedinečným vlastnostem a má dlouhou historii. Metalografická struktura je převážně jednofázový austenit nebo austenit obsahuje malé množství karbidu. Struktura austenitu má silnou schopnost kalení. Když je pracovní povrch vystaven velké nárazové síle nebo velkému kontaktnímu namáhání, povrchová vrstva bude rychle tvrdnout a její povrchová tvrdost může být dokonce zvýšena na 700 HBW, takže je zvýšena odolnost proti opotřebení. Ačkoli se zvyšuje tvrdost povrchové vrstvy pracovní plochy, tvrdost a houževnatost austenitové struktury ve vnitřní vrstvě zůstávají nezměněny, což způsobuje, že ocel s vysokým obsahem manganu má nejen vynikající odolnost proti opotřebení, ale také schopnost odolávat velkým nárazům. zatížení. Díky této vlastnosti má ocel s vysokým obsahem manganu vynikající aplikační účinek při abrazivním opotřebení při nárazu a při vysokém namáhání při abrazivním opotřebení. Existuje mnoho výhod oceli s vysokým obsahem manganu, ale existuje také mnoho vad. Když je síla nárazu nebo kontaktní napětí oceli s vysokým obsahem manganu příliš malá, ocel nemůže dostatečně tvrdnout a odolnost proti opotřebení se sníží, takže nemůže fungovat normálně. Kromě toho se zjistilo, že odolnost proti korozi oceli s vysokým obsahem manganu je špatná, což ve vlhkém prostředí nemůže dosáhnout ideálního účinku。
Od 1960. let XNUMX. století začali vědci doma i v zahraničí reformovat austenitickou ocel s cílem zlepšit její komplexní vlastnosti. Většina z nich přidává některé slitinové prvky, jako je Cr, Mo, Ni, V atd., A současně upravuje obsah C a Mn a přijímá úpravu očkování, aby získala austenitickou manganovou ocel s lepší odolností proti opotřebení. Až dosud výzkum a zkoumání legování, modifikace a posilování austenitických ocelí a metastabilních austenitických ocelí dosáhly uspokojivých výsledků. Některé země dokonce přidávají do národních norem vylepšené austenitické oceli. Ocel s vysokým obsahem manganu je běžným materiálem pro mokré vložky do mlýna doma i v zahraničí. Pokud je rázové zatížení mokrého mlýna příliš malé, není kalení oceli s vysokým obsahem manganu dokončeno a jeho odolnost proti opotřebení při otěru bude slabá. Navíc kvůli nízké korozní odolnosti austenitické struktury je životnost korozní odolnosti austenitické oceli relativně nízká.
1.2.2 Litina odolná proti opotřebení
Nízkolegovaná a vysoce legovaná bílá litina jsou v současnosti široce používány. Ve srovnání s tradiční bílou litinou a nízkouhlíkovou bílou litinou má nová litina odolná proti opotřebení představovaná nízkým obsahem chromu a vysokou chromovou bílou litinou lepší odolnost proti opotřebení.
Chrom je hlavním legujícím prvkem bílé litiny s nízkým obsahem chromu. Karbidy jsou obecně bílá chrom s nízkou chromovou litinou rozptýleny v litině sítí. Proto je křehkost bílé litiny s nízkým obsahem chrómu větší a odolnost proti opotřebení je nižší než u bílé a středně legované bílé litiny. Obecně není vhodný pro pracovní podmínky s vysokými požadavky na odolnost proti opotřebení a houževnatost. Vysoce chromová bílá litina je široce používána v mnoha typech zařízení a pracovních podmínek, což je způsobeno širokým rozsahem obsahu chromu (10% ~ 30%) ve vysokochromové bílé litině. Houževnatost litiny s nízkým obsahem uhlíku Cr12 v litině s vysokým obsahem chromu je zvýšena díky úpravě obsahu chromu, který splňuje požadavky velkého cementového kulového mlýna s velkým nárazovým zatížením; po určitém tepelném zpracování může litina Cr15 dosáhnout dobrého výkonu smíchaného s malým množstvím karbidu a martenzitická struktura zadrženého austenitu má dobrou odolnost proti opotřebení, kterou lze použít k broušení kuličkových a obkladových deskových materiálů kulového mlýna v cementárně; Litiny Cr20 a Cr26 mají dobrou shodu tvrdosti a houževnatosti a vysokou kalitelnost, což lze použít u silných dílů odolných proti opotřebení. Litina Cr20 a Cr26 má navíc silnou odolnost proti korozi a odolnost proti oxidaci, kterou lze také použít při mokrém opotřebení korozí a při vysokých teplotách.
1.2.3 Legovaná ocel odolná proti opotřebení nemanganem
S vývojem stále více a více nemanganových legovaných ocelí s vynikajícím výkonem se zjistilo, že tvrdost a houževnatost tohoto druhu legované oceli lze upravit ve velkém rozsahu optimalizací poměru složení nebo zkoumáním tepelného zpracování a může mají také vysokou tvrdost a zároveň vysokou houževnatost. Má dobrý aplikační efekt v mnoha pracovních podmínkách. Neleganová legovaná ocel může mít současně vysokou tvrdost, vysokou pevnost a dobrou houževnatost. Jeho pevnost a tvrdost jsou mnohem vyšší než u austenitické manganové oceli a jeho aplikační účinek je lepší za podmínek malého rázového zatížení. Chrom, mangan, nikl, křemík, molybden a další slitinové prvky se často přidávají do oceli odolné proti opotřebení, aby se zlepšily její mechanické vlastnosti a kalitelnost.
1.2.3.1 Středně vysoká legovaná ocel odolná proti opotřebení
V posledních letech provedli inženýři společnosti Qiming Machinery rozsáhlý výzkum obkladových desek ze martenzitické oceli odolné proti opotřebení se střední a vysokou slitinou (C 0.2 ~ 0.25%, Cr 3 ~ 16%, Ni ≤ 2%, Mo ≤ 1%) obkladové desky a došlo k určitému pokroku.
(1) Návrh chemického složení
Uhlíkový prvek
Obsah uhlíku má přímý vliv na mikrostrukturu, mechanické vlastnosti, kalitelnost a další vlastnosti legované oceli. Výsledky ukazují, že tvrdost vzorku klesá s poklesem obsahu uhlíku, což vede k nedostatečné odolnosti proti opotřebení, ale houževnatost je relativně lepší; s nárůstem obsahu uhlíku se zvyšuje tvrdost vzorku, odolnost proti opotřebení je relativně lepší, ale plasticita a houževnatost se zhoršují. Výsledky ukazují, že tvrdost legované oceli se zvyšuje se zvyšováním obsahu uhlíku a její plastická houževnatost klesá. Když je obsah uhlíku v určitém rozmezí (0.2 ~ 0.25%), rázová houževnatost (α K) legované oceli klesá velmi pomalu a téměř zůstává nezměněna. V rámci tohoto rozmezí obsahu uhlíku je mikrostrukturou legované oceli lištový martenzit. Výsledky ukazují, že kompozitní mechanické vlastnosti tří druhů konstrukcí jsou dobré a odolnost proti opotřebení při korozi při nárazu je vynikající.
Chromový prvek
Chromový prvek může do určité míry zlepšit kalitelnost legované oceli. Ocel má po správném procesu tepelného zpracování dobré komplexní mechanické vlastnosti. Chromové prvky mohou existovat ve formě karbidu obsahujícího chrom v nauhličené oceli, což může do určité míry dále zlepšit odolnost ocelových dílů proti opotřebení. Naši inženýři studovali vliv Cr na vlastnosti ocelí Cr Ni Mo-slitiny s obsahem C 0.15-0.30. Výsledky ukazují, že rázovou houževnatost legované oceli lze zlepšit zvýšením obsahu chromu za podmínky kalení a popouštění. Proto při konstrukci legované oceli můžeme upravit obsah chromového prvku tak, aby legovaná ocel získala lepší komplexní mechanické vlastnosti, aby bylo dosaženo nejlepšího účinku odolného proti opotřebení.
Naši inženýři studovali odolnost proti opotřebení legované oceli s různými chromovými prvky za kyselých podmínek. Bylo zjištěno, že se zvyšováním obsahu chrómu (1.5% ~ 18%) se odolnost proti opotřebení ocelových dílů nejprve zvyšuje a poté snižuje. Když je obsah chromu 12.5%, má ocel nejlepší odolnost proti opotřebení a odolnost proti korozi. Nakonec je hmotnostní zlomek slitinového prvku chromu Závěrem je, že 10 ~ 12% legované oceli odolné proti opotřebení má nejlepší účinek odolný proti opotřebení.
Niklový prvek
Současně může nikl zlepšit kalitelnost legované oceli a optimalizovat její mechanické vlastnosti. Výsledky ukazují, že tvrdost legované oceli se přidáním niklového prvku málo zlepší, ale energii absorpce nárazu a houževnatost legované oceli lze do značné míry zlepšit. Současně může nikl urychlit pasivaci legované oceli Fe Cr a optimalizovat odolnost proti korozi a oxidaci legované oceli Fe Cr. Obsah niklu v legované oceli odolné proti opotřebení by však neměl být příliš vysoký (obvykle méně než 2%). Obecně příliš vysoký obsah niklu způsobí, že zóna y fáze bude příliš velká, což povede ke zvýšení zadržené austenitické fáze v legované oceli, což znemožňuje získání legálních ocelí dobré komplexní vlastnosti.
Prvek molybdenu
Molybden může do určité míry vylepšit velikost zrna legované oceli, aby se optimalizovaly komplexní vlastnosti legované oceli. Molybden může zlepšit kalitelnost martenzitické oceli a současně zlepšit pevnost, tvrdost a odolnost proti korozi martenzitické oceli. Obsah křemíku v ocelových částech je obvykle nižší než 1%.
Křemíkový prvek
Obsah křemíku může ovlivnit austenitickou transformaci legované oceli. Přidání křemíku zpomaluje difúzi atomů uhlíku v procesu kalení, brání tvorbě karbidů v legované oceli, což vede k vysoké koncentraci uhlíku. Stabilita austenitické fáze se zlepšuje během fázové transformace. Současně určité množství Si může zlepšit tvrdost a odolnost proti opotřebení legované oceli zesílením roztokem. Obecně lze říci, že obsah křemíku v oceli je přibližně 0.3% ~ 0.6%.
(2) Proces tepelného zpracování a metalografická struktura
Proces tepelného zpracování přímo ovlivňuje mikrostrukturu a mechanické vlastnosti ocelových dílů. Naši technici zjistili, že proces tepelného zpracování má vliv na nízkolegovanou ocel odolnou proti opotřebení (chemické složení je C 0.3%, Mn 0.3%, Cr 1.6%, Ni 0.4%, Mo 0.4%, Si 0.30%, Re 0.4% ). Tepelné zpracování je kalení (850 ℃, 880 ℃, 910 ℃ a 930 ℃) a popouštění (200 ℃ a 250 ℃). Výsledky ukazují, že když je teplota popouštění konstantní, zvyšuje se tvrdost vzorku se zvyšováním teploty kalení, zatímco energie absorbovaná nárazem klesá a houževnatost se zhoršuje. V legované oceli temperované na 250 ° C se vysráží více karbidů, což zvyšuje tvrdost matrice. Mechanické vlastnosti vzorku temperovaného na 250 ° C jsou lepší než mechanické vlastnosti temperovaného na 200 ° C. Nejlepší je odolnost proti opotřebení z nízkolegované oceli temperované na 890 ℃ a temperované na 250 ℃.
Naši inženýři také studovali tepelné zpracování nízkolegované oceli se středním obsahem uhlíku s chemickým složením C 0.51%, Si 0.13%, Cr 1.52% a Mn 2.4%. Byly studovány účinky vodního chlazení, chlazení vzduchem a chlazení vzduchem na mikrostrukturu legované oceli. Mikrostruktura kalené legované oceli je martenzit a mikrostruktura po ochlazení vzduchem a chlazením vzduchu je martenzit i bainit. Po dalším temperování při 200 ° C , 250 ℃, 300 ℃, 350 ℃ a 400 ℃, celková tvrdost vzorků vykazuje klesající trend. Mezi nimi jsou vzduchem chlazené a vzduchem chlazené vzorky vícefázové struktury obsahující bainitovou fázi a jejich tvrdost klesá pomaleji. Ztráta opotřebení se zvyšuje se zvyšováním teploty popouštění. Protože bainitová struktura má dobrou odolnost proti popouštěcímu měknutí a dobrou houževnatost, tvrdost vzduchem chlazených a vzduchem chlazených vzorků klesá. Odolnost proti opotřebení kompozitní struktury s bainitovou fází je lepší.
(3) Studie materiálů vložek těžebních mlýnů
Naši inženýři analyzovali chování při poruše obkladové desky (legovaná ocel 5cr2nimo) poloautogenního mlýna ve vanadu na titanový magnetitový titan. Výsledky ukazují, že mikrostrukturou legované oceli je martenzit se zadrženým austenitem. Během provozu obkladové desky má minerální agregát nárazové abrazivní opotřebení obkladové desky a obkladová deska je také korodována buničinou. Na opotřebovaném povrchu obkladové desky bylo v provozu pozorováno velké množství korozních jám a trhlin. Předpokládá se, že důvodem selhání obkladové desky je, že nárazové zatížení za pracovních podmínek je příliš nízké a že obkladová deska není dostatečně vytvrzená, což má za následek nízkou tvrdost pracovního povrchu obkladové desky a špatnou odolnost proti opotřebení. .
Naši inženýři také studovali odolnost proti opotřebení při korozi třemi druhy nízkouhlíkových vysoce legovaných ocelí s různým obsahem uhlíku (C: 0.16%, 0.21%, 0.25%). Výsledky ukazují, že tvrdost legované oceli se zvyšuje se zvyšováním obsahu uhlíku, zatímco energie absorpce nárazu klesá. Experimentální výsledky ukazují, že legovaná ocel s obsahem 0.21% uhlíku má nejmenší ztrátu opotřebením a nejlepší odolnost proti korozi při otěru.
Byl také studován vliv obsahu křemíku (Si: 0.53, 0.97, 1.49, 2.10, 2.60, c 0.25%) na mikrostrukturu, mechanické vlastnosti a odolnost proti opotřebení lité oceli s vysokým obsahem chromu se středním obsahem uhlíku. Výsledky ukazují, že legovaná ocel s obsahem křemíku 1.49% má nejvyšší tvrdost (55.5 HRC) a nejlepší houževnatost (energie absorpce nárazu: 27.20 J) a její mikrostrukturou je lištový martenzit. Zkouška abrazivním opotřebením nárazovou korozí (rázové zatížení: 4.5 J) ukazuje, že legovaná ocel s obsahem křemíku 1.49% má nejmenší ztrátu opotřebením a nejlepší odolnost proti opotřebení při korozi.
Naši inženýři také studovali nárazové korozní abrazivní opotřebení tří druhů důlní oceli pro mokré broušení. Tyto tři druhy vložek jsou nízko uhlíková vysoce legovaná ocel (struktura latenčního martenzitu, tvrdost: 45 ~ 50 HRC, hodnota rázové houževnatosti větší než 50 J / cm2), vysoce manganová ocel (jednofázová austenitová struktura, tvrdost> 21 HRC, ráz hodnota houževnatosti vyšší než 147 J / cm2) a legovaná ocel se středním obsahem uhlíku (struktura zušlechtěného martenzitu obsahující malé množství bainitu a zadrženého austenitu, tvrdost: 57 ~ 62 HRC, hodnota rázové houževnatosti: 20 ~ 30 J / cm2。。 je 2.7 J a rudným materiálem je kyselá železná ruda. Výsledky zkoušek ukazují, že vložka z nízkouhlíkové vysoce legované oceli má nejmenší ztrátu hmotnosti oděrem a nejlepší odolnost proti opotřebení při korozi.
1.2.3.2 Nízkolegovaná ocel odolná proti opotřebení
Výhody nízkolegované oceli se projevují hlavně v dobré vytvrditelnosti, vysoké tvrdosti a vysoké houževnatosti. Stále více vědců začíná studovat možnost použití nízkolegované oceli místo vysoce manganové oceli jako vložky mlýna mokrého mlýna. Nízkolegovaná ocel se obecně transformuje na tvrzený martenzit s dobrými komplexními vlastnostmi přidáním prvků jako C, Mn, Cr, Si, Mo, B a volbou vhodného tepelného zpracování.
Naši inženýři studovali použití oceli zg40cr2simnmov ve vložkách mlýna. Proces tepelného zpracování je 900 ℃ žíhání + 890 ℃ kalení oleje + (220 ± 10 ℃) temperování. Po výše uvedeném tepelném zpracování je mikrostruktura zg40cr2simnmov oceli jednofázově temperovaný martenzit a její komplexní mechanické vlastnosti jsou dobré: tvrdost ≥ 50 HRC, mez kluzu ≥ 1200 MPa, rázová houževnatost ≥ 18 J / cm2. Legovaná ocel a ocel s vysokým obsahem manganu (mechanické vlastnosti: tvrdost ≤ 229 hb, mez kluzu ≥ 735mpa, rázová houževnatost ≥ 147j / cm2) byly testovány v několika dolech, jako je například závod na výrobu oxidu hlinitého společnosti Shandong Aluminium Corporation. Výsledky zkoušek ukazují, že ocelová obkladová deska zg40cr2simnmov má dlouhou životnost v mokrém a suchém kulovém mlýnu.
Naši inženýři také studovali studium nízkolegované oceli odolné proti opotřebení a použití obkladových desek. Byly zkoumány různé procesy tepelného zpracování pro nízkolegovanou ocel a optimálním procesem bylo kalení při 900 ~ 950 ° C a popouštění při 500 ~ 550 ° C. Po tepelném zpracování měla legovaná ocel nejlepší mechanické vlastnosti, tvrdost: 46.2 HRC, mez kluzu: 1500 MPa, rázová houževnatost: 55 J / cm2.
Výsledky nárazového abrazivního opotřebení ukazují, že odolnost proti opotřebení nízkolegované oceli kalené při 900 ~ 950 ° C a temperované při 500 ~ 550 ° C je za stejných zkušebních podmínek lepší než ZGMn13. Kromě toho byly legované oceli a ZGMn13 testovány v koncentrátoru Sizhou v měděném dole Dexing. Výsledky ukazují, že životnost víceprvkové vložky z nízkolegované oceli je 1.3krát delší než u běžné obkladové desky ZGMn13.
Za podmínek mokrého broušení v kovových dolech jsou stále více prominentní omezení tradiční vložky z vysoce manganové oceli, která je v současnosti široce používána, a je obecným trendem, že bude nahrazeno její dominantní postavení. Nízkolegovaná martenzitická ocel odolná proti opotřebení vyvinutá v současné době má dobrou odolnost proti opotřebení, ale její houževnatost je špatná, což má za následek její odolnost proti nárazu, která není schopna splnit pracovní podmínky kovové podšívkové desky. Podobná situace existuje iu jiných legovaných ocelí, což brání obnově vložky důlních mlýnů. Je stále obtížné vyvinout novou legovanou ocel odolnou proti opotřebení, která by mohla nahradit tradiční vložky mlýna z oceli s vysokým obsahem manganu.
1.2.3.3 Bainitová ocel odolná proti opotřebení
Celkové mechanické vlastnosti bainitické oceli jsou dobré a ocel s nízkým bainitem má vysokou tvrdost, vysokou houževnatost, nízkou vrubovou citlivost a citlivost na praskliny. Tradiční metodou výroby bainitické oceli je přidání Mo, Ni a dalších drahých kovů a přijetí procesu izotermického kalení. To nejen zvyšuje výrobní náklady bainitické oceli, ale také snadno vede k nestabilitě kvality oceli kvůli obtížnosti řízení procesu. Průmyslové využití bainitické oceli je také vážně omezené. S dalším průzkumem a průzkumem bainitické oceli byla vyvinuta bainitová dvoufázová ocel, jako je austenitová bainitová dvoufázová ocel, eutektická vyztužená austenitická bainitová ocel, martenzitová bainitová dvoufázová ocel atd. Kvůli nízkým výrobním nákladům, bainitová ocel může být použita v průmyslu.
Dvoufázová ocel Austenite Bainite (A / b) kombinuje silnou schopnost kalení austenitu a vysokou tvrdost a houževnatost bainitu, takže dvoufázová ocel a / b má vysokou pevnost a dobrou houževnatost a má vynikající odolnost proti opotřebení. Mn Si Austenit Bainit Dvoufázová ocel získaná austemperingem má dobrou odolnost proti opotřebení, která může splňovat mnoho podmínek odolných proti opotřebení. U tohoto druhu dvoufázové oceli jsou pro zlepšení kalitelnosti ocelových dílů vybrány Mn, Cr a další prvky s nižšími náklady. Výrobní náklady se dále snižují a získává se nový typ dvoufázové oceli Mn Si Austenite Bainite s dobrými komplexními vlastnostmi. Je představen druh bainitické oceli s mikro a nanostrukturou se zadrženým austenitem rozptýleným v bainitové matrici. Nová bainitická ocel má jak velmi vysokou pevnost, tak plasticitu a vykazuje vynikající mechanické vlastnosti. Výsledky ukazují, že mikro bainitická ocel s vysoce zadrženým austenitem má vysokou hodnotu tvrdosti při relativně nízké teplotě popouštění (méně než 500 ° C), což vykazuje dobrou stabilitu popouštění.
Ačkoli má bainitická ocel vynikající mechanické vlastnosti, její výrobní proces je složitý a její cena je příliš vysoká, což omezuje její použití v průmyslu důlních desek s mokrým broušením. Průmyslové použití bainitové oceli odolné proti opotřebení v kovových dolech vyžaduje další průzkum.
1.2.3.4 Perlitická ocel odolná proti opotřebení
Perlitická ocel se obvykle získává normalizací a popouštěním po legování chromem, manganem, molybdenem a dalšími prvky v uhlíkové oceli. Perlitická ocel má dobrou houževnatost, odolnost proti nárazové únavě, jednoduché tepelné zpracování a žádné cenné slitinové prvky. Jeho výrobní náklady jsou nízké. Jedná se o druh legované oceli odolné proti opotřebení a korozi s velkým vývojovým potenciálem. Legovaná ocel s vysokým obsahem uhlíku Cr Mn Mo odolná proti opotřebení má dobrou houževnatost a určitou schopnost kalení při práci, takže ji lze použít v prostředí korozního abrazivního opotřebení s určitým rázovým zatížením.
Chemické složení a mechanické vlastnosti reprezentativní vysoce uhlíkové Cr Mn Mo perlitové oceli odolné proti opotřebení jsou uvedeny v tabulce 1-1.
| Tabulka 1-1 Chemické složení a mechanické vlastnosti perlitové lité oceli odolné proti opotřebení | |||||||
| Chemické složení | mechanické vlastnosti | ||||||
| C | Mn | Si | Ni | Cr | Mo | H.B.W. | KV2 / J |
| 0.55 | 0.6 | 0.3 | 0 | 2 | 0.3 | 275 | / |
| 0.65 | 0.9 | 0.7 | 0.2 | 2.5 | 0.4 | 325 | 9.0-13.0 |
| 0.65 | 0.9 | 0.3 | 0 | 2 | 0.3 | 321 | / |
| 0.75 | 0.9 | 0.7 | 0.2 | 2.5 | 0.4 | 363 | 8.0-12.0 |
| 0.75 | 0.6 | 0.3 | 0 | 2 | 0.3 | 350 | / |
| 0.85 | 0.9 | 0.7 | 0.2 | 2.5 | 0.4 | 400 | 6.0-10.0 |
1.3 Mechanismus a model opotřebení
Opotřebením se rozumí jev, kdy je materiál oddělen od kontaktní plochy v důsledku určitého napětí v důsledku relativního klouzání materiálu. Mechanismus oddělení materiálu od povrchu se může lišit v důsledku různých vlastností materiálů, pracovního prostředí, zatížení a režimu činnosti. Mechanismus opotřebení lze rozdělit na adhezní opotřebení, abrazivní opotřebení, opotřebení povrchovou únavou, opotřebení třením a rázové opotřebení. Podle statistik je největší ekonomická ztráta způsobená abrazivním opotřebením, která představuje přibližně 50% z celkového počtu, adhezní opotřebení tvoří 15% z celkového počtu; pražce tvoří 7%; erozní opotřebení tvoří 7% z celkového počtu; korozní opotřebení tvoří 5% z celkového počtu.
1.3.1 Mechanismus abrazivního opotřebení
Opotřebení legované oceli způsobené abrazivním opotřebením je největší, což vyplývá hlavně z 1. Opotřebení způsobené klouzáním tvrdého a drsného povrchu po měkkém povrchu; 2. Opotřebení způsobené vzájemným třením tvrdých částic klouzajících mezi kontaktními plochami. Podle různých podmínek opotřebení lze mechanismus abrazivního opotřebení rozdělit do následujících dvou typů:
Typ 1: Mikrořezný mechanismus
Působením vnějšího zatížení vytvářejí částice otěru na povrchu materiálu sílu na materiál. Když je směr síly v normálním směru, částice opotřebení na povrchu materiálu vytvářejí sílu na materiál. Když je směr síly tangenciální, abrazivní částice se pohybují rovnoběžně s povrchem opotřebení díky tangenciálnímu platnost. Pokud je odpor abrazivních částic pohybujících se na povrchu materiálu malý, materiál se rozřízne a vytvoří se třísky. Dráha řezání abrazivních částic na povrchu materiálu je úzká a mělká a velikost řezu je malá, proto se tomu říká mikrořezání. Pokud abrazivní částice nemají žádné ostré hrany nebo se úhly liší od směru cesty řezu, nebo pokud má samotný materiál dobrou plasticitu, účinek řezání nedovolí materiálu vytvářet třísky, ale bude tlačen dopředu nebo na obě strany abrazivní částice a na povrchu materiálu podél dráhy pohybu abrazivních částic se vytvoří rýha.
Typ 2: Mechanismus odlupování únavy
Mechanismus únavového odlupování znamená, že matice je deformována a vytvrzena působením abrazivních částic a na podkladové vrstvě se v důsledku kontaktního napětí vytvářejí trhliny. Trhliny se táhnou k povrchu a vypadávají ve formě tenké vrstvy a na povrchu materiálu se vytvářejí nepravidelné odlupující se jámy. Když abrazivní částice sklouznou na povrch vzorku, vytvoří se velká oblast plastické deformace. Po opakované plastické deformaci se v důsledku vytvrzování povrch materiálu nakonec odloupne do zbytků opotřebení. Obecně je mez únavy založená na odolnosti materiálu proti opotřebení nesprávná.
1.3.2 Mechanismus a model koroze a opotřebení
Mokrý mlýn používaný v metalurgických dolech bude nejen trpět nárazem velkého nákladu a silného opotřebení, ale bude také korodován kapalnou suspenzí. Korozní opotřebení se týká procesu úbytku hmoty způsobeného elektrochemickou nebo chemickou reakcí mezi povrchem materiálu a okolním prostředím, který se nazývá korozní opotřebení. Pracovní podmínky důlního mokrého mlýna jsou obvykle elektrochemické korozní opotřebení. Mechanismus vzájemné podpory mezi opotřebením a korozí činí ztrátu materiálů vyšší než je míra opotřebení plus míra koroze. Aby bylo možné studovat účinek mokrého oděru na mechanismus opotřebení, je nutné studovat mechanismus koroze.
1.3.2.1 Podpora opotřebení korozí
(1) Model mechanického odstranění. Obrázek 1-3 ukazuje model mechanického odstraňování. Vzhledem k existenci korozivního média dojde během koroze a opotřebení k rovnoměrné korozi na kovovém povrchu a vytvořené produkty koroze mohou zcela zakrýt povrch vzorku. Tato vrstva korozního produktu se nazývá korozní film. Může zabránit další korozi povrchu materiálu, ale je snadné ho opotřebovat jinými tvrdými materiály nebo abrazivními částicemi při relativním klouzání napětí. Pak je povrch holého kovu snadno korodovatelný, takže opotřebení podporuje korozi. Ve specifickém korozním médiu korozní odolnost materiálů závisí hlavně na pasivním filmu. Obecně se míra korozního opotřebení kovu se špatnou obnovovací schopností pasivního filmu zvýší o 2 řády nebo dokonce o 4 řády ve srovnání s jedinou rychlostí statické koroze.
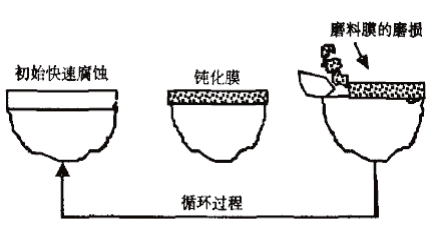
Obr. 1-3 Model mechanického odstranění povrchu
(2) Podle elektrochemického modelu se na povrchu kovového vzorku vytvoří určitá plastická deformační oblast v důsledku úhlové smykové síly brusiva. Elektrochemická koroze kovového povrchu je velmi nerovnoměrná, což vede k dalšímu zvýšení rychlosti koroze.
1.4 Účel, význam a hlavní obsah tohoto výzkumu
Provozní náklady poloautogenního mlýna používaného při výrobě kovových dolů jsou obrovské a nejzávažnější částí opotřebení a výdajů je vložka mlýna. Čína ročně spotřebuje přibližně 2.2 milionu tun ocelových materiálů odolných proti opotřebení. Mezi nimi vložka mlýna používaná v různých výrobních podmínkách spotřebovává až 220000 tun oceli, což je zhruba desetina celkové spotřeby ocelových dílů odolných proti opotřebení.
Pracovní stav poloautogenních mlýnů používaných v metalurgickém dole je špatný. Jako nejvážněji poškozená část mlýna je životnost vložky příliš krátká, což nejen zvyšuje provozní náklady poloautogenního mlýna, ale také vážně ovlivňuje efektivitu výroby kovového dolu. V současnosti se pro obkládací desku poloautogenního mlýna obvykle používá ocel s vysokým obsahem manganu. Ačkoli ocel s vysokým obsahem manganu má dobrý komplexní výkon a dobrou schopnost kalení při práci, mez kluzu oceli s vysokým obsahem manganu je příliš nízká, což se snadno deformuje a selže, což nemůže splnit servisní podmínky poloautogenní vložky mlýna, a servis životnost obkladové desky je krátká. Aby se zlepšily výše uvedené problémy, musí být vyvinut nový typ legované oceli odolné proti opotřebení s dobrými komplexními vlastnostmi jako náhrada za vložky mlýna z oceli s vysokým obsahem manganu.
Na základě analýzy průmyslového a těžebního prostředí poloautogenního mlýna a analýzy podšívkových materiálů různých mokrých mlýnů bylo zjištěno, že vložka poloautogenního mlýna má velký význam Legovaná ocel odolná proti opotřebení protože deska by měla mít jak tvrdost, tak houževnatost; legovaná ocel by měla mít pokud možno jednofázovou strukturu, nebo by to měla být vícefázová struktura s dobrým sladěním tvrdosti a houževnatosti, jako je maticová struktura + karbid; legovaná ocel by také měla odpovídat dobré meze kluzu a měla by mít určitou schopnost odolat deformaci; legovaná ocel by měla mít dobrou odolnost proti korozi a abrazivnímu opotřebení.
Hlavní obsah výzkumu je následující:
(1) Studie tepelného zpracování nízko uhlíkové nízkolegované oceli odolné proti opotřebení.
Analýzou mikrostruktury, mechanických vlastností a rázové korozní abrazivní opotřebení vysoce uhlíkové nízkolegované oceli odolné proti opotřebení s různým tepelným zpracováním byl získán druh korozní legované oceli odolné proti opotřebení s lepšími komplexními vlastnostmi.
Složení nízkolegované oceli s vysokým obsahem uhlíku: C 0.65%, Si 0.54%, Mn 0.97%, Cr 2.89%, Mo 0.35%, Ni 0.75%, N 0.10%.
Tepelné zpracování nízkolegované oceli s vysokým obsahem uhlíku: 1000 6 ℃ × 950 h žíhání + 2.5 ℃ × 570 h kalení oleje + 2.5 ℃ × 1000 h popouštění; 6 950 2.5 × 250 h žíhání + 2.5 ℃ × 1000 h kalení oleje + 6 ℃ × 950 h temperování; 2.5 570 ℃ × 2.5 h žíhání + 1000 ℃ × 6 h normalizace + 950 ℃ × 2.5 h temperování; 250 2.5 ℃ × XNUMX h žíhání + XNUMX ℃ × XNUMX h normalizace + XNUMX ℃ × XNUMX h temperování.
(2) Na základě konstrukce z legované oceli s vysokým obsahem uhlíku byla navržena vysoce uhlíková bainitická ocel odolná proti opotřebení, matricový kompozit z vysoce manganové oceli a perlitová ocel. Odlévání a tepelné zpracování vložek mlýna byly dokončeny v Qiming Machinery a předběžný pokus byl proveden v kovových dolech.
(3) Pozorování a výzkum mikrostruktury.
Byla pozorována metalografická struktura nízkolegované oceli s vysokým obsahem uhlíku ve stavu tepelného zpracování a pomocí analýz a srovnání byl analyzován vliv různých procesů tepelného zpracování na mikrostrukturu nízkolegované oceli s vysokým obsahem uhlíku. Současně je analyzována mikrostruktura bainitické oceli odolné proti opotřebení, perlitové oceli a kompozitní vložky matrice z vysoce manganové oceli.
(4) Test a výzkum mechanických vlastností.
Byly testovány tvrdost a energie nárazu odlitku a tepelně zpracované nízkolegované oceli s vysokým obsahem uhlíku a byla studována tvrdost a rázová houževnatost nízkolegované oceli s vysokým obsahem uhlíku po různých tepelných úpravách. Současně byla testována a analyzována tvrdost a energie absorbovaná nárazem z bainitické oceli odolné proti opotřebení, perlitové oceli a kompozitní vložky z matrice z vysoce manganové oceli. Byly provedeny tahové zkoušky na litých a tepelně zpracovaných vysoce uhlíkových nízkolegovaných ocelích za účelem studia meze kluzu a dalších vlastností vysoce uhlíkových nízkolegovaných ocelí s různými procesy tepelného zpracování. Současně byla testována a analyzována mez kluzu bainitické oceli odolné proti opotřebení, perlitické oceli a matricové kompozitní vložky z vysoce manganové oceli.
(5) Studie charakteristik abrazivního opotřebení nárazovou korozí
Při energii nárazu 4.5j respektive 9j byla studována odolnost proti abrazivnímu opotřebení a mechanismus opotřebení vysoce uhlíkové nízkolegované oceli s různými procesy tepelného zpracování a odolnost proti korozi proti abrazivnímu opotřebení bainitické oceli, perlitové oceli odolné proti opotřebení Byly testovány a porovnány kompozitní obkladové desky s matricí z vysoce manganové oceli. Analýza poskytuje základ pro praktické průmyslové použití oceli.
2.0 Zkušební podmínky a metody
V podmínkách vlhkého korozního prostředí je rychlost koroze ocelového materiálu mnohem vyšší než v suchém stavu, což je několikanásobek suchého stavu. V tomto příspěvku jsou navrženy s cílem vyvinout legované oceli odolné proti opotřebení, odolné proti korozi a odolné proti opotřebení, vysoce uhlíkové nízkolegované oceli odolné proti opotřebení, bainitické oceli, perlitové oceli a matricové kompozity z vysoce manganové oceli. Jsou také studovány mikrostruktury a mechanické vlastnosti těchto legovaných ocelí. Byly provedeny zkoušky tahem, nárazem, rázovou korozí a abrazivním opotřebením, aby se získala ocel odolná proti opotřebení s lepším komplexním výkonem, což může poskytnout vodítko pro výběr polotovarů -autogenní vložky mlýna.
2.1 Zkušební metoda
2.1.1 Odlévání zkušebního bloku
Vzorky s vysokým obsahem uhlíku a nízkolegované oceli použité v tomto článku byly roztaveny v indukční peci se střední frekvencí v alkalické peci a odlity do standardního zkušebního bloku ve tvaru Y, který je znázorněn na obr. 2-1. V Qiming Machinery bylo dokončeno lití a tepelné zpracování vysoce uhlíkové bainitické oceli odolné proti opotřebení, perlitové oceli a vysoce manganové ocelové matricové kompozitní vložky a v dole byl proveden předběžný zkušební provoz.
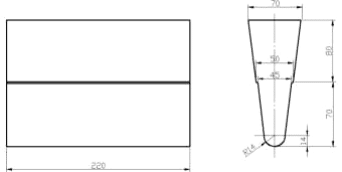
Obr. 2-1 Schéma vzorku zkušebního bloku Y z nízkolegované oceli s vysokým obsahem uhlíku
2.1.2 Návrh procesu tepelného zpracování
Proces tepelného zpracování má zjevný vliv na mikrostrukturu, mechanické vlastnosti a odolnost proti opotřebení nízkolegované oceli s vysokým obsahem uhlíku. Proces tepelného zpracování tohoto druhu nízkolegované oceli s vysokým obsahem uhlíku je znázorněn na obr. 2-2.
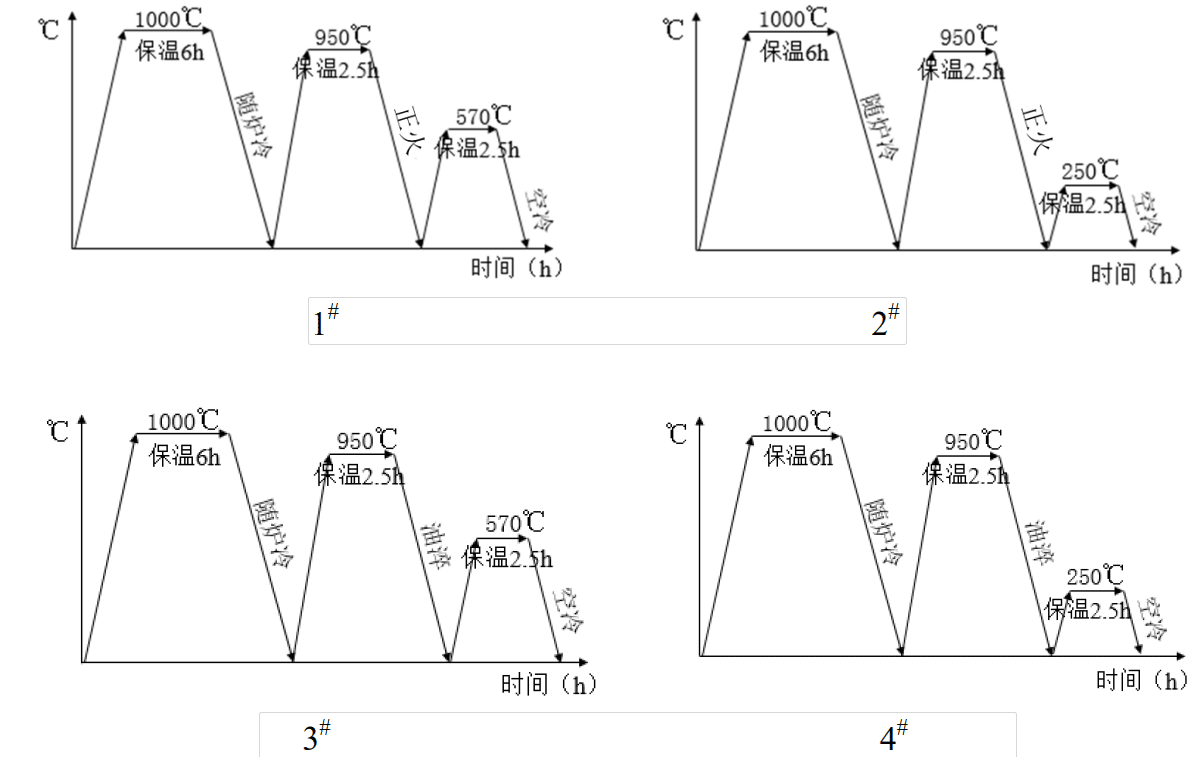
Obr.2-2 Procesy tepelného zpracování nízkolegované oceli s vysokým obsahem uhlíku
2.1.3 Příprava vzorku
Zkušební vzorky pro analýzu mikrostruktury, tvrdost, XRD, rázové zkoušky, zkoušky tahem a zkoušku abrazivním opotřebením při nárazové korozi byly vyříznuty ze zkušebních bloků ve tvaru Y z vysoce uhlíkové nízkolegované oceli s různým tepelným zpracováním a stavem odlitku. Model stroje na řezání drátu je DK77. Vyřízněte testovací blok zpracováním bruskou na příslušnou drsnost.
2.1.4 Pozorování metalografické struktury
Mikrostruktura každého vzorku byla pozorována optickým mikroskopem Lycra. 4% obj. Alkoholový roztok kyseliny dusičné byl použit jako roztok koroze pro nízkolegovanou ocel s vysokým obsahem uhlíku, vložku z perlitové oceli a kompozitní obkladovou desku z vysoce manganové oceli v různých stavech tepelného zpracování. Vzhledem k dobré korozní odolnosti bainitické oceli je jako roztok koroze obkladové desky z bainitové oceli vybrán roztok chloridu železitého s kyselinou chlorovodíkovou. Vzorec roztoku koroze je 1 g chloridu železitého, 2 ml kyseliny chlorovodíkové a 100 ml ethanolu.
2.1.5 Zkouška mechanických vlastností
Mechanické vlastnosti materiálů, známé také jako mechanické vlastnosti materiálů, odkazují na mechanické vlastnosti materiálů při různých vnějších zatíženích v určitém prostředí. Mezi běžné mechanické vlastnosti kovových materiálů patří tvrdost, pevnost, houževnatost a plasticita. Tento projekt se zaměřuje na makro tvrdost, rázové zkoušky a tahové zkoušky.
Tvrdost Rockwell (HRC) z nízkolegované oceli s vysokým obsahem uhlíku, vložky z bainitové oceli, vložky z perlitové oceli a desky z kompozitního obložení z matné oceli z manganové oceli jako tepelně zpracované a odlévané byly testovány testerem optické tvrdosti HBRVU-187.5 Bromwell. Každý vzorek byl měřen na 10 různých pozicích a hodnota tvrdosti vzorku byla aritmetickým průměrem výsledků testu.
K testování energie absorpce nárazu standardních vzorků Charpy s nízkým obsahem legované oceli, vložky z perlitové oceli a vložky z bainitové oceli jako tepelně zpracovaného a litého stavu byl použit přístroj JBW-300hc s přístrojem pro testování nárazů kovovým kyvadlem; kompozitní vložka s matricí z oceli s vysokým obsahem manganu byla zpracována na standardní vzorek typu Charpy u-notch podle normy a byla otestována energie absorpce nárazu. Velikost nárazu každého typu vrubového vzorku je 10 mm * 10 mm * 50 mm a průměrná velikost nárazu každého vzorku je uvedena na obrázku 3 zářezů.
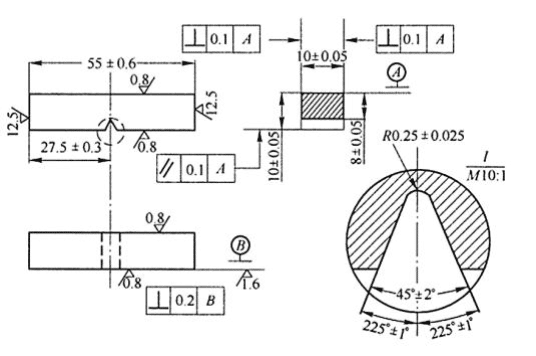
Obr. 2-3 Velikost standardního nárazového vzorku Charpyho s V-zářezem
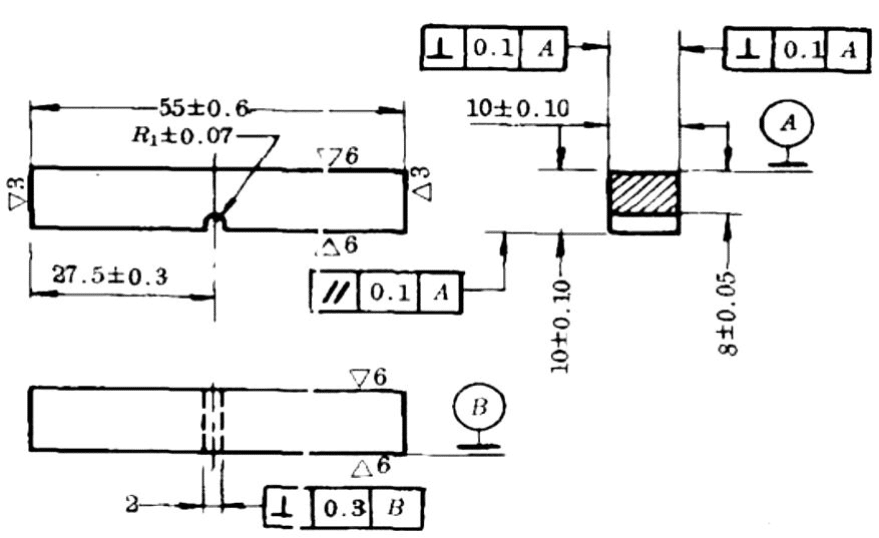
Obr. 2-4 Velikost standardního nárazového vzorku Charpyho s U-zářezem
Použitím elektronického univerzálního stroje pro zkoušení tahem řízeného mikropočítačem WDW-300hc byly provedeny zkoušky tahem na nízkolegované oceli s vysokým obsahem uhlíku, vložce z bainitové oceli, vložce z perlitové oceli a kompozitní obkladové desce z vysoce manganové oceli jako tepelně zpracované a odlévané v místnosti teplota. Nízkolegovaná ocel s vysokým obsahem uhlíku, bainitická ocel, perlitová ocel a vzorky obkladové desky matrice z matné oceli s vysokým obsahem manganu jsou odlévány a tepelně zpracovány do zkušebních tyčí, jak je znázorněno na obr. 2-5. Rychlost tahu při pokojové teplotě je nastavena na 0.05 mm / min a každý vzorek je testován třikrát a je měřena průměrná hodnota.
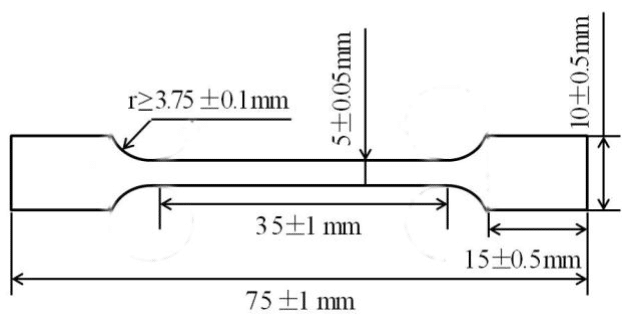
Obr. 2-5 Velikost vzorku při zkoušce tahem.
2.1.6 Zkouška abrazivním opotřebením nárazovou korozí
Zkouška abrazivním opotřebením nárazovou korozí se provádí na upraveném stroji pro testování abrazivního opotřebení MLD-10a. Schéma zkoušečky opotřebení je znázorněno na obr. 2-6. Po úpravě může zkušební stroj do určité míry simulovat stav nárazového koroze a abrazivního opotřebení poloautogenní vložky mlýna. Specifické parametry testu jsou uvedeny v tabulce 2-1.
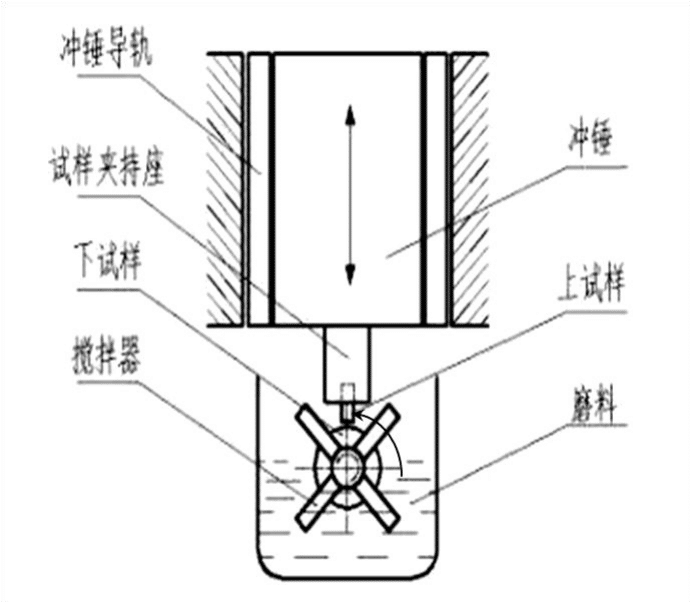
Obr. 2-6 Schéma stroje pro zkoušení opotřebením nárazovou korozí
| Tabulka 2-1 Technické parametry nárazového korozního zkušebního stroje | |
| Název parametru | Hodnota parametru |
| Energie nárazu / J | 4.5 |
| Hmotnost kladiva / kg | 10 |
| Doby / čas nárazu · min-1 | 100 |
| Volná výška pádu kladiva / mm | 45 |
| Rychlost otáčení nižšího vzorku / R · min-1 | 100 |
| Abrazivní velikost / velikost ok | 60-80 (křemenný písek) |
| Hmotnostní poměr vody ke křemičitému písku | 2:5 |
| Vodní hmotnost / kg | 1 |
| Hmotnost křemičitého písku / kg | 2.5 |
Během zkoušky se horní vzorek instaluje na kladivo a spodní vzorek se umístí na vřeteno. Poháněn motorem, spodní vzorek a míchací lopatka na hlavní hřídeli se otáčí s motorem. Rázové kladivo se zvedne, aby se nastavila požadovaná výška energie nárazu, a poté volně padá. Poháněný kladivem, horní vzorek opakovaně dopadá na spodní vzorek a abrazivum (mokrý křemenný písek) mezi horním a dolním vzorkem míchací čepelí. V časové mezeře přípravy na vstup do dalšího cyklu eroze nárazu budou mít horní a dolní vzorky a brusiva relativní kluznost a procesem je abrazivní opotřebení tří tělísek. Horní i spodní vzorek jsou vystaveny určitému nárazu a abrazivnímu opotřebení, což má za následek ztrátu hmotnosti vzorku, což je míra oděru vzorku.
Spodní vzorky vzorků jsou po kalení a popouštění 45 ocelí a tvrdost je 50 HRC. Horní vzorky jsou nízkolegovaná ocel s vysokým obsahem uhlíku, vložka z bainitové oceli, vložka z perlitové oceli a podšívka z kompozitního materiálu z vysoce manganové oceli jako tepelně zpracovaná a odlitá. Při energii nárazu 4.5j je velikost horního vzorku 10 mm * 10 mm * 30 mm a spodní čelní plocha je zpracována na povrch oblouku o průměru 50 mm, jak je znázorněno na obr. 2-7; horní část horního vzorku s energií nárazu 9j je 10 mm * 10 mm * 20 mm a spodní část je 7.07 mm * 7.07 mm * 10 mm a spodní čelní plocha je zpracována na povrch oblouku o průměru 50 mm, jak je znázorněno na obr. 2-8.
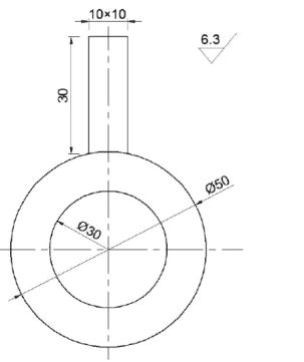
Obr. 2-7 Schéma zkušebních komponent pod nárazovou energií 4.J.
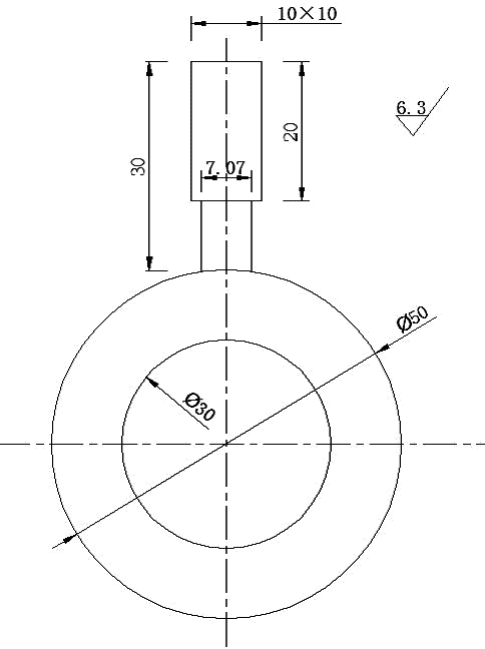
Obr. 2-8 Schéma zkušebních komponent pod nárazovou energií 9J
Před zkouškou opotřebením by měl být vzorek předbroušen po dobu 30 minut, aby se vyloučil vliv chyby instalace vzorku a dalších faktorů. Po předběžném rozemletí nejprve odstraňte zbytky a další nečistoty připevněné k opotřebenému povrchu měkkým kartáčem, poté vzorek očistěte ultrazvukem s absolutním ethanolem, ihned jej osušte a zvažte pomocí elektronické analytické váhy (pokaždé třikrát vážte, a vezměte jeho průměrnou hodnotu jako kvalitu vzorku). Na začátku zkoušky opotřebení vážte každých 15 minut a poté opakujte výše uvedenou operaci vážení.
2.1.7 Pozorování rázového lomu, tahového lomu a morfologie opotřebení korozí
Nárazová zlomenina, tahová zlomenina a morfologie korozního opotřebení vzorků byla pozorována při 500 a 2000 XNUMXnásobném zvětšení pomocí skenovacího elektronového mikroskopu phenom prox. Pozorované vzorky byly vyčištěny a vysušeny ethanolem a povrchová morfologie vzorků byla pozorována pod skenovacím elektronovým mikroskopem a byl analyzován mechanismus lomu a mechanismus opotřebení legované oceli odolné proti opotřebení.
3.0 Vliv tepelného zpracování na mikrostrukturu a mechanické vlastnosti vysokotlakých nízkolegovaných ocelí SAG válcových vložek odolných proti opotřebení
Tepelné zpracování má velký vliv na mikrostrukturu a mechanické vlastnosti nízkolegované oceli s vysokým obsahem uhlíku. V této kapitole je studován vliv odlišného tepelného zpracování na nízko uhlíkovou nízkolegovanou ocel s vysokou odolností proti opotřebení s určitým složením a proces tepelného zpracování je optimalizován tak, aby se získala optimální nárazuvzdorná a odolná proti legování.
Chemické složení vysoce uhlíkové nízkolegované oceli odolné proti opotřebení je uvedeno v tabulce 3-1.
| Tabulka 3-1 Chemické složení nízko uhlíkových nízkolegovaných ocelí s nízkým obsahem uhlíku (hmotnostně%) | |||||||
| C | Si | Mn | P | S | Cr | Ni | Mo |
| 0.655 | 0.542 | 0.976 | 0.025 | 0.023 | 2.89 | 0.75 | 0.352 |
Podle procesu tepelného zpracování zobrazeného na obr. 2-2 byl testovací blok ve tvaru Y tepelně ošetřen a označen jako vzorky 1, 2, 3 a 4 a stav odlitku byl označen jako vzorek 5. Po tepelné zpracování, vzorky pro pozorování mikrostruktury, zkouška tvrdosti, zkouška rázem, zkouška tahem a zkouška abrazivním opotřebením při nárazové korozi byly řezány drátovým řezacím strojem.
3.1 Vliv procesu tepelného zpracování na mikrostrukturu a mechanické vlastnosti nízkolegované oceli s vysokým obsahem uhlíku
3.1.1 Mikrostruktura
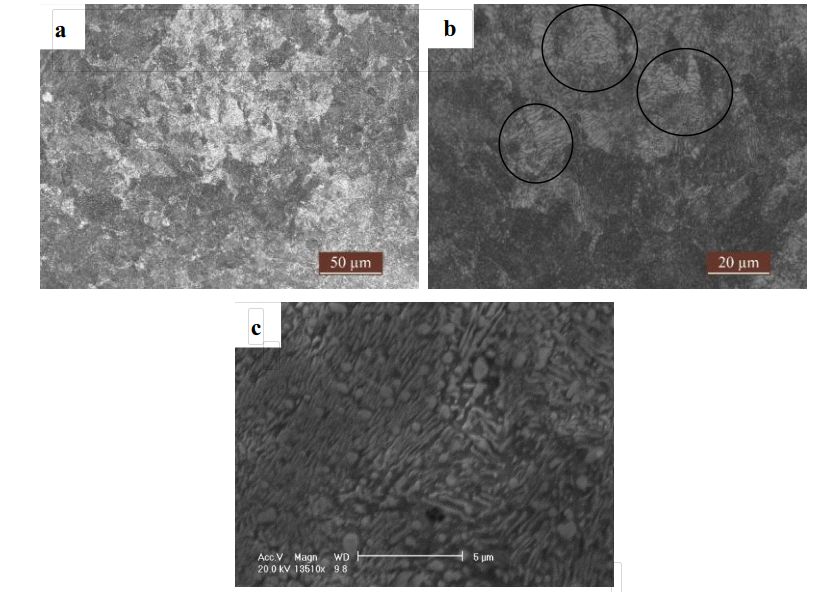
Obrázek 3-1 ukazuje mikrostrukturu nízkouhlíkové oceli s vysokým obsahem uhlíku s různými stavy tepelného zpracování a obrázek 3-1 (a) (b) ukazuje metalografickou strukturu vzorku 1. Po žíhání při 1000 ° C a normalizaci při 950 ° C a temperování při vysoké teplotě (570 ° C) je mikrostrukturou vzorku perlit. Obr. 3-1 (c) (d) ukazuje metalografickou strukturu vzorku 2. Po žíhání při 1000 ° C a normalizaci při 950 ° C a temperování při nízké teplotě (250 ° C) je mikrostrukturou vzorku také perlit. Obr. 3-2 (a) (b) ukazuje vysoce výkonnou mikrostrukturu pořízenou SEM. V mikrostruktuře vzorku 1 (obr. 3-2 (a)) lze pozorovat lamelární perlit se střídáním světla a tmy a mikrostrukturu vzorku 2 (obr. 3-2 (b)) lze pozorovat také se zřejmými lamelový perlit, Při stejném zvětšení má perlitická struktura vysoce uhlíkové nízkolegované oceli (1 × 10) temperované na 570 ° sklon k sféroidizaci. Obr. 3-1 (E) (f) ukazuje metalografickou strukturu vzorku 3. Po žíhání při 1000 ° C, kalení oleje při 950 ° C a temperování při vysoké teplotě (570 ° C) je mikrostruktura vzorku temperován sorbitem s martenzitem orientace. Obr. 3-1 (g) (H) ukazuje metalografickou strukturu vzorku 4. Po žíhání při 1000 ° C, kalení oleje při 950 ° C a temperování při nízké teplotě (250 ° C) se mikrostruktura vzorku temperuje při nízké teplotě martenzit. Když je vzorek zchlazen v oleji při 950 ° C a temperován při nízké teplotě, atomy C nejprve difundují a vysráží dispergované karbidy z přesyceného pevného roztoku α. S rostoucí teplotou popouštění se karbidové sraženiny v legované oceli zvyšují a karbid se postupně transformuje na cementit a postupně roste. Postupem času se zadržený austenit začíná rozkládat a současně se vysráží cementit. Když teplota popouštění vzroste na 570 ° C, přesycené C atomy se úplně vysráží z přesyceného tuhého roztoku α a jemné cementitové agregáty a coarseny, což ukazuje temperovaný sorbit, který udržuje orientaci martenzitu.
Obr. 3-1 Mikrostruktura nízkolegovaných ocelí s vysokým obsahem uhlíku v různých procesech tepelného zpracování (a) (b) 1 # ; (c) (d) 2 #
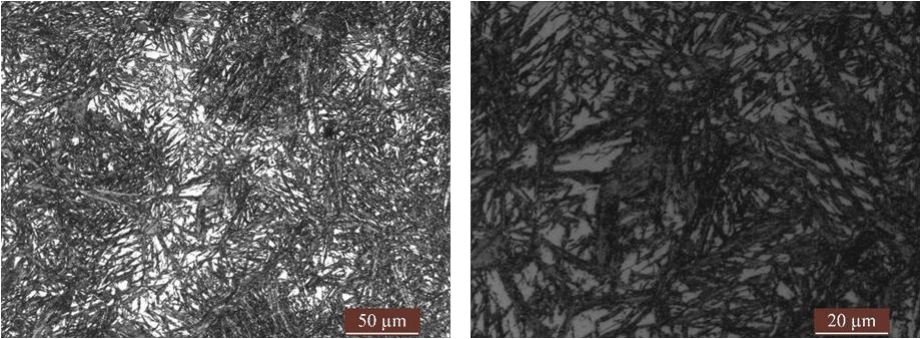
Obr. 3-1 Mikrostruktura nízkolegovaných ocelí s vysokým obsahem uhlíku v různých procesech tepelného zpracování (e) (f) 3 #
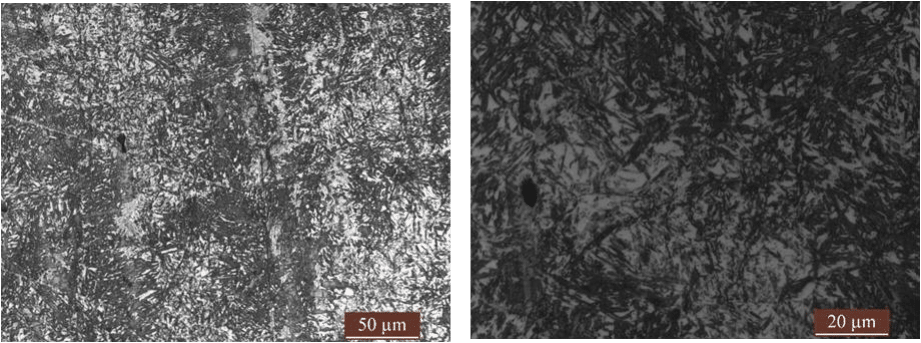
Obr. 3-1 Mikrostruktura nízkolegovaných ocelí s vysokým obsahem uhlíku v různých procesech tepelného zpracování (g) (h) 4 #
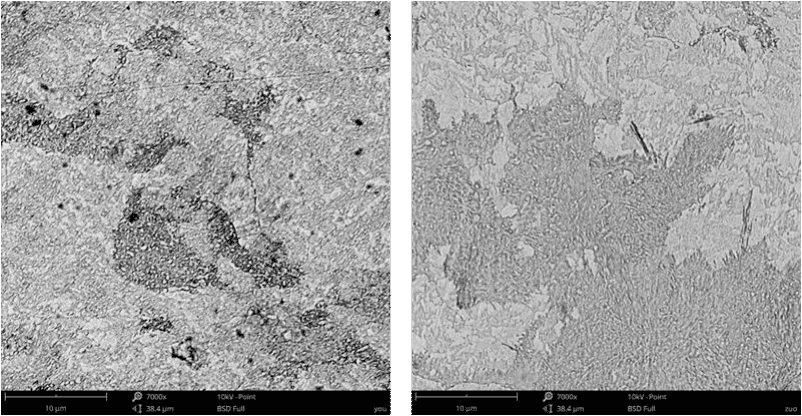
Obr. 3-2 Mikrostruktura nízkolegovaných ocelí s vysokým obsahem uhlíku po normalizaci a temperování (a) 1 # ; (b) 2 #
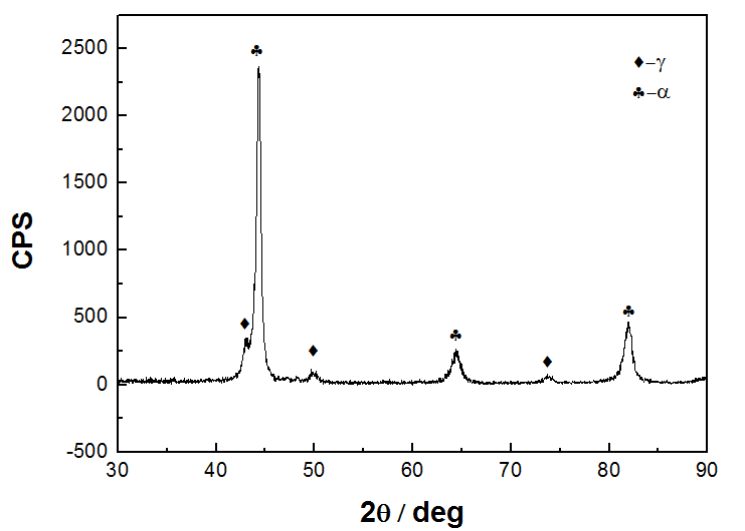
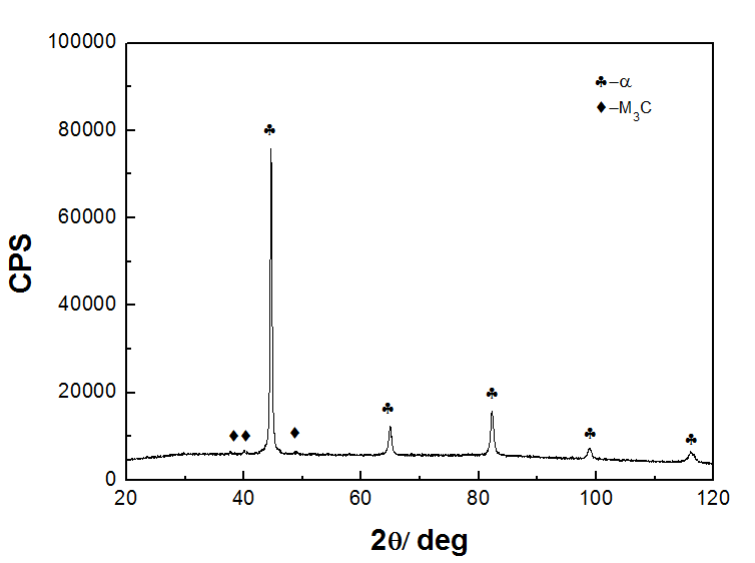
Obrázek 3-3 ukazuje XRD difrakční vzory nízkolegované oceli s vysokým obsahem uhlíku v různých stavech tepelného zpracování. Ze schématu je patrné, že vzorky v různých stavech tepelného zpracování mají pouze fázi α nebo přesycenou fázi α a fázi cementitu bez dalších fází.
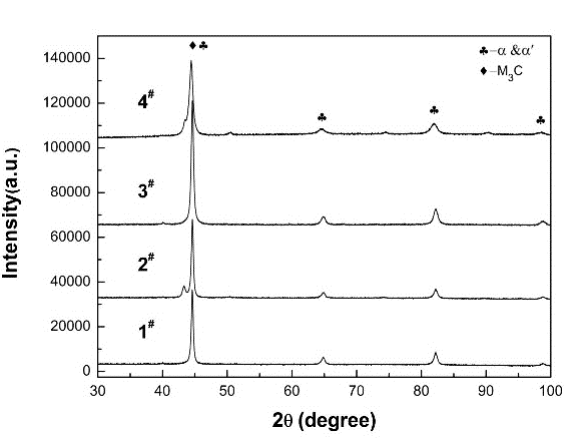
Obr. 3-3 XRD vzory nízkolegovaných ocelí s vysokým obsahem uhlíku po odlišném tepelném zpracování
3.1.2 Mechanické vlastnosti
Obr. 3-4 ukazuje tvrdost nízkolegovaných ocelí s vysokým obsahem uhlíku v různých podmínkách tepelného zpracování a stavu odlitku. Výsledky ukazují, že: hodnota tvrdosti nízkolegované oceli s vysokým obsahem uhlíku (vzorek 4) žíhaná při 1000 ° C a oleje kaleného při 950 ° C a temperovaném při 250 ° C je nejvyšší. Hodnoty tvrdosti vzorku 1, vzorku 2 a vzorku 3 jsou velmi blízké a výrazně nižší než u vzorku 4 a vzorek 2 je o něco vyšší než vzorek 1 a vzorek 3. Protože čím vyšší je teplota popouštění, tím nižší je tvrdost z legované oceli je. Tvrdost 2 × 10 vzorků temperovaných při nízké teplotě (250 ° C) je o něco vyšší než tvrdost 1 × 10 vzorků temperovaných při vysoké teplotě (570 ° C) a tvrdost 4 × 10 vzorků temperovaných při nízké teplotě (250 ° C) je vyšší než u 3 × 10 vzorků. 1 # vzorek a 2 # vzorky jsou nízkolegovaná ocel s vysokým obsahem uhlíku po normalizaci a temperování. Teplota popouštění má malý vliv na hodnotu tvrdosti oceli a rozdíl je malý, takže hodnota tvrdosti 1 # vzorku a 2 # vzorku má malý rozdíl. 3 # vzorek a 4 # vzorek jsou vysoce uhlíková nízkolegovaná ocel po kalení a temperování. Teplota popouštění má velký vliv na hodnotu tvrdosti vzorku. Tvrdost 4 # vzorku temperovaného při nízké teplotě je mnohem vyšší než tvrdost 3 # vzorku po vysokoteplotním temperování.
Obr. 3-4 Tvrdost nízkolegovaných ocelí s vysokým obsahem uhlíku v různých procesech tepelného zpracování
Energie absorbovaná nárazem při různých tepelných úpravách a nízkolegovaných ocelích s vysokým obsahem uhlíku odlévaných nárazem je znázorněna na obr. 3-5. Výsledky ukazují, že energie absorpce nárazu vzorků 1, 2, 3 a 4 postupně klesá. Energie absorpce nárazu nízko uhlíkové nízkolegované oceli (vzorek 1) žíhaná při 1000 ° C, normalizovaná při 950 ° C a temperované na 570 ° C, je významně vyšší než u ostatních vzorků. Je to proto, že po normalizačním zpracování je zvýšen stupeň pevného roztoku každého prvku v legované oceli v austenitu, je zlepšena segregace slitinových prvků v licí struktuře, je zlepšen stupeň homogenizace licí struktury a rázová houževnatost ocel je vylepšena. Po normalizaci a temperování tepelným zpracováním mají 1 a 2 vzorky perlitovou strukturu s dobrou houževnatostí. Perlitická struktura vzorku 1 je pasivována a má sklon k sféroidizaci. Proto je houževnatost vzorku 1 lepší než houževnatosti vzorku 2 a nárazová energie vzorku 1 je vyšší. Po kalení olejem a nízkoteplotním temperování je konečnou mikrostrukturou legované oceli tvrzený martenzit. Vzorek si při kalení udržuje vysokou tvrdost a nízkou houževnatost, takže legovaná ocel si stále udržuje vysokou tvrdost a nízkou houževnatost. Po kalení a temperování oleje při vysokých teplotách se martenzit začal rozkládat a tvořilo se velké množství sorbitu. Tvrdost vzorku 3 se významně snížila a houževnatost se významně zvýšila. Proto byla houževnatost vzorku 3 lepší než houževnatost vzorku 4. Energie absorpce nárazu odlévané nízkolegované oceli s nízkým obsahem uhlíku je nejnižší a houževnatost je nejhorší.
Obr.3-5 Rázová houževnatost nízkolegovaných ocelí s vysokým obsahem uhlíku v různých procesech tepelného zpracování
Výsledky v tahu nízkolegovaných ocelí s vysokým obsahem uhlíku v různých podmínkách tepelného zpracování a stavu odlitků jsou uvedeny v tabulce 3-2. Výsledky ukazují, že pevnost v tahu Rm: 3 # > 1 # > 2 # > 4 # > 5 #; Síla výnosu Rel: 3 # > 1 # > 2 # > 4 # 、 5 #. Jinými slovy, pevnost nízkolegované oceli s vysokým obsahem uhlíku (3 #) žíhaná při 1000 ° C, olej kalený při 950 ° C a temperované při 570 ° C má nejvyšší pevnost a nízko uhlíková nízkolegovaná ocel (4 #) žíhaná při 1000 ° C ℃, olej kalený na 950 ℃ a temperovaný na 250 ℃ má nejnižší pevnost. Tažnost po lomu δ: 1 # > 2 # > 3 # > 4 # > 5 #, tj. Nízkolegovaná ocel s vysokým obsahem uhlíku (1 #) žíhaná na 1000 ℃, normalizovaná na 950 ℃ a temperovaná na 570 ℃ má nejlepší plasticita, 1 #, 2 #, 3 # a 4 # jsou smíšené lomy, Výsledky ukazují, že plasticita nízkolegované oceli s vysokým obsahem uhlíku (# 4) žíhaná při 1000 ° C, olej kalený při 950 ° C a temperovaný při 250 ° C je nejhorší, což je křehký lom. Pevnost a plasticita odlévané vysoce uhlíkové nízkolegované oceli (č. 5) jsou horší než u vzorku tepelného zpracování, což je křehký lom.
| Tabulka 3-2 Výsledky zkoušky tahem nízkolegovaných ocelí s vysokým obsahem uhlíku v různých procesech tepelného zpracování | |||
| Položka č. | Pevnost v tahu / MPa | Prodloužení po zlomenině /% | Mez kluzu / MPa |
| 1# | 1005 | 14.31 | 850 |
| 2# | 947 | 13.44 | 760 |
| 3# | 1269 | 10.53 | 1060 |
| 4# | 671 | 4.79 | / |
| 5# | 334 | 3.4 | / |
3.1.3 Analýza lomových rázů
Obr. 3-6 ukazuje morfologii rázových lomů různých tepelných úprav a nízkolegovaných ocelí s vysokým obsahem uhlíku litých pod tlakem. Obr. 3-6 (a) (b) ukazuje morfologii lomové houževnatosti nízkolegované oceli s vysokým obsahem uhlíku (vzorek 1) žíhané při 1000 ° C, normalizované při 950 ° C a temperované při 570 ° C. Výsledky pozorování SEM ukazují, že povrch lomu je podle makroskopického pozorování relativně plochý (viz obr. 3-6 (a)) 3-6 (b)) pozorování ukazuje, že na povrchu lomu jsou malé prohlubně a jasný jazyk vzor lze vidět. Tento vzorek vykazuje lepší houževnatost než jiné vzorky. Obr. 3-6 (c) (d) ukazuje morfologii lomové houževnatosti nízkolegované oceli s vysokým obsahem uhlíku (vzorek 2) žíhané při 1000 ° C, normalizované při 950 ° C a temperované při 250 ° C. Z pozorování při malém zvětšení (viz obr. 3-6 (c)) je patrné, že lomový povrch je relativně plochý, a z pozorování s vysokým výkonem (viz obr. 3-6 (d)) je malá ve zlomenině lze pozorovat počet důlků a lze pozorovat zjevný vzorec podobný jazyku a slzný okraj. Jsou odhaleny vlastnosti kvazi štěpení. Obr. 3-6 (E) (f) ukazuje morfologii rázového lomu vysoce uhlíkové nízkolegované oceli (vzorek 3) žíhané při 1000 ° C, olej kalený při 950 ° C a temperovaný při 570 ° C. Podle pozorování při malém zvětšení je zlomenina relativně plochá (viz obr. 3-6 (E)) a ve zlomenině pozorovaných při velkém zvětšení je několik jamek a malý počet trhacích hran (viz obr. 3 písm. F)). Obr. 6-3 (g) (H) ukazuje morfologii rázového lomu vysoce uhlíkové nízkolegované oceli (6 #) žíhané při 4 ° C, normalizované při 1000 ° C a temperované při 950 ° C. Zlomenina je mezikrystalová zlomenina pozorovaná při malém zvětšení (viz obr. 570-3 (g)) a existuje několik trhacích hran a morfologie lomové zlomeniny při velkém zvětšení (viz obr. 6-3 (H)). Obr. 6-3 (I) (J) ukazuje morfologii rázového lomu odlévané vysoko uhlíkové nízkolegované oceli (6 #). Zlomenina vykazuje říční obrazec, což je typický křehký zlom, a houževnatost odlitého vzorku je nejhorší.
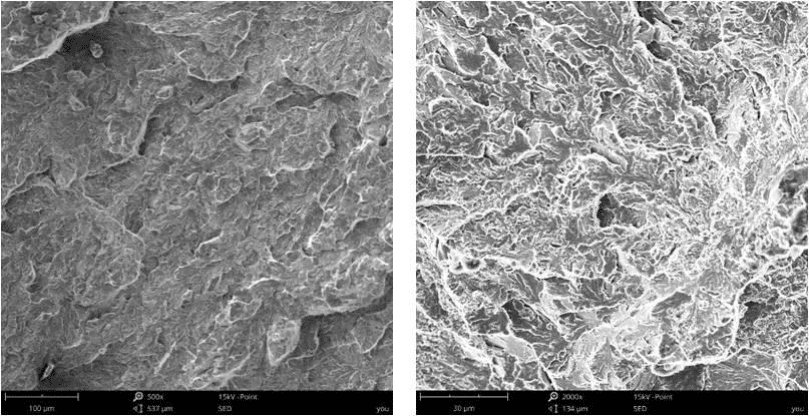
Obr.3-6 Morfologie zlomenin nízkolegovaných ocelí s vysokým obsahem uhlíku v různých procesech tepelného zpracování (a) (b) # 1
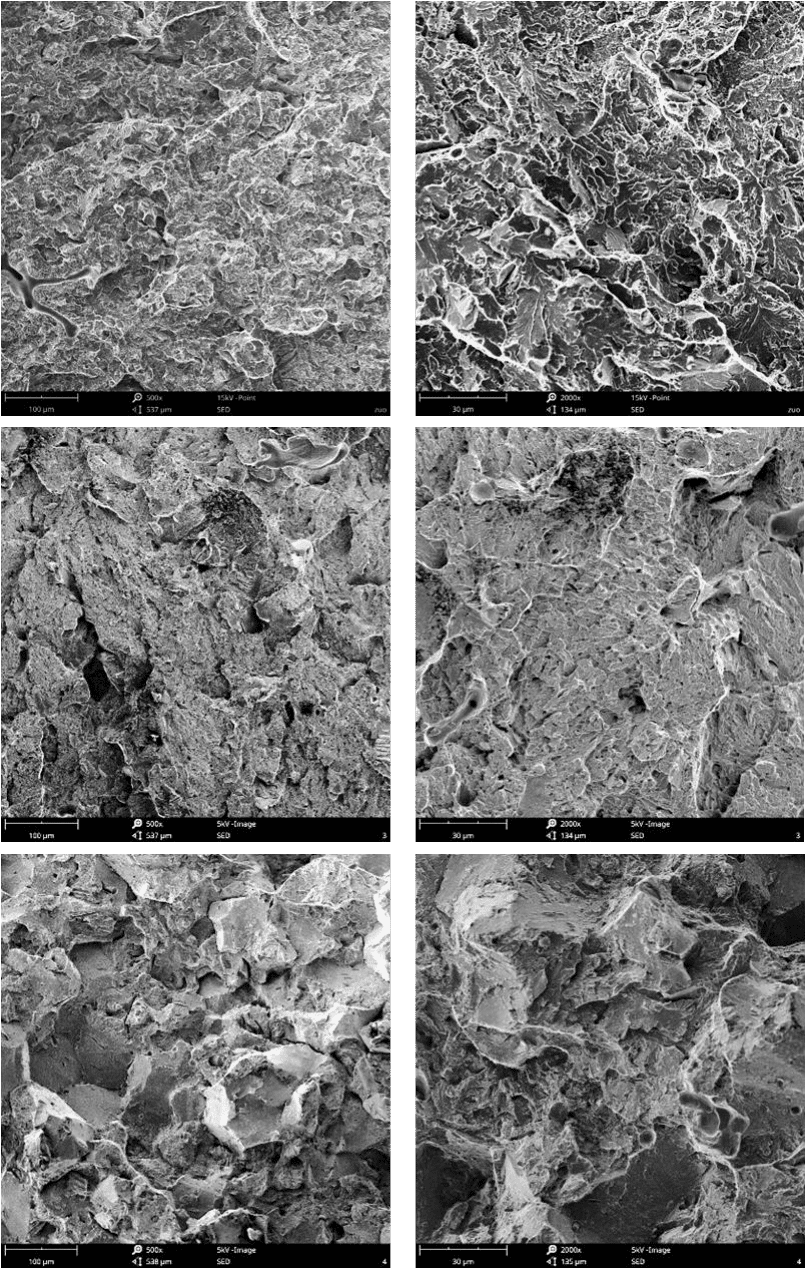
Obr.3-6 Morfologie zlomenin nízkolegovaných ocelí s vysokým obsahem uhlíku v různých procesech tepelného zpracování (c) (d) # 2, (e) (f) # 3, (g) (h) # 4
Obr.3-6 Morfologie zlomenin nízkolegovaných ocelí s vysokým obsahem uhlíku v různých procesech tepelného zpracování (i) (j) # 5
3.1.4 Analýza tahových zlomenin
Tvarová lomová morfologie nízkolegované oceli s vysokým obsahem uhlíku s různým tepelným zpracováním a stavem odlitku je znázorněna na obr. 3-7. Obr. 3-7 (a) (b) ukazuje morfologii lomu v tahu vysoce uhlíkové nízkolegované oceli (# 1) žíhané při 1000 ° C, normalizované při 950 ° C a temperované při 570 ° C. Lze pozorovat malé důlky a oblast lomu je velká, což patří k tvárnému lomu s vysokou houževnatostí. Obr. 3-7 (c) (d) ukazuje morfologii lomu v tahu vysoce uhlíkové nízkolegované oceli (# 2) žíhané při 1000 ° C, normalizované při 950 ° C a temperované při 250 ° C, Malé důlky a částečně hladké drážky jsou pozorovány při vysoké zvětšení (obr. 3-7 (d)). V drážkách, které patří k tvárné zlomenině, nejsou nalezeny žádné praskliny. Důlky jsou menší a mělčí a houževnatost vzorku je horší než houževnatost # 1. Obr. 3-7 (E) (f) ukazuje morfologii lomu v tahu vysoce uhlíkové nízkolegované oceli (# 3) žíhané při 1000 ° C, olej kalený při 950 ° C a temperovaný při 570 ° C. Lze pozorovat většinu vzorů štěpení a malý počet drobných jamek. Oblast štěpení je větší, plocha vláken je menší a vzorek č. 3 je smíšená zlomenina. Obrázek 3-7 (g) (h) Tvarová lomová morfologie nízkolegované oceli s vysokým obsahem uhlíku (# 4) žíhaná při 1000 ° C, olej kalený při 950 ° C a temperovaný při 250 ° C ukazuje zjevné charakteristiky toku řeky a štěpné charakteristiky. Při velkém zvětšení (obr. 3-7 (H)) je ve středu lomu pozorován malý počet mělkých důlků, ale vzorky stále patří ke křehkému lomu. Obr. 3-7 (I) (J) ukazuje morfologii lomové pevnosti v tahu u odlévané vysoce uhlíkové nízkolegované oceli (č. 5) se zjevným vzorem řeky a zjevnými charakteristikami lomové štěpnosti. Patří ke křehkému lomu a houževnatost vzorku je nejhorší.
Obr.3-7 Lomová morfologie ocelí ze slitiny vysokého obsahu chromu se středním obsahem uhlíku v různých procesech tepelného zpracování (a) (b) # 1, (c) (d) # 2, (e) (f) # 3
Obr.3-7 Morfologie zlomenin ocelí ze slitiny vysokého obsahu chromu se středním obsahem uhlíku v různých procesech tepelného zpracování (g) (h) # 4, (i) (j) # 5
Nízkolegovaná nízkolegovaná legovaná ocel s vysokým obsahem uhlíku se složením c0.65%, Si 0.54%, Mn 0.97%, Cr 2.89%, Mo 0.35%, Ni 0.75% a N 0.10% byla podrobena čtyřem různým tepelným zpracováním. Byly studovány účinky různých tepelných úprav na mikrostrukturu a mechanické vlastnosti nízkolegované oceli s vysokým obsahem uhlíku. Metody tepelného zpracování nízkolegované oceli s vysokým obsahem uhlíku jsou následující: 1000 6 × 950 h žíhání + 2.5 × 570 h normalizace + 2.5 × 1000 hod temperování; 6 950 ℃ × 2.5 h žíhání + 250 ℃ × 2.5 h normalizace + 1000 ℃ × 6 h temperování; 950 2.5 ℃ × 570 h žíhání + 2.5 ℃ × 1000 h kalení oleje + 6 ℃ × 950 h temperování; 2.5 250 2.5 × XNUMX h žíhání + XNUMX ℃ × XNUMX h kalení oleje + XNUMX ℃ × XNUMX h temperování. Výsledky ukazují, že:
- Mikrostruktura nízkolegované oceli s vysokým obsahem uhlíku (# 1) žíhaná na 1000 ° C, normalizovaná na 950 ° C a temperovaná na 570 ° C je perlit. Mikrostruktura nízkolegované oceli s vysokým obsahem uhlíku (č. 2) žíhaná při 1000 ° C, normalizovaná při 950 ° C a temperované při 250 ° C, je také perlit. Avšak perlitová struktura č. 1 je pasivována a má tendenci být sféroidizována a její komplexní vlastnosti jsou lepší než u č. 2. Mikrostruktura nízkolegované oceli s vysokým obsahem uhlíku (vzorek 3) žíhaná při 1000 ° C, olej kalený při 950 ° C a temperovaný na 570 ° C je temperovaný sorbit s martenzitovou orientací. Mikrostruktura nízkolegované oceli s vysokým obsahem uhlíku (č. 4) žíhaná při 1000 ° C, olej kalený při 950 ° C a temperovaný při 250 ° C je temperovaný martenzit.
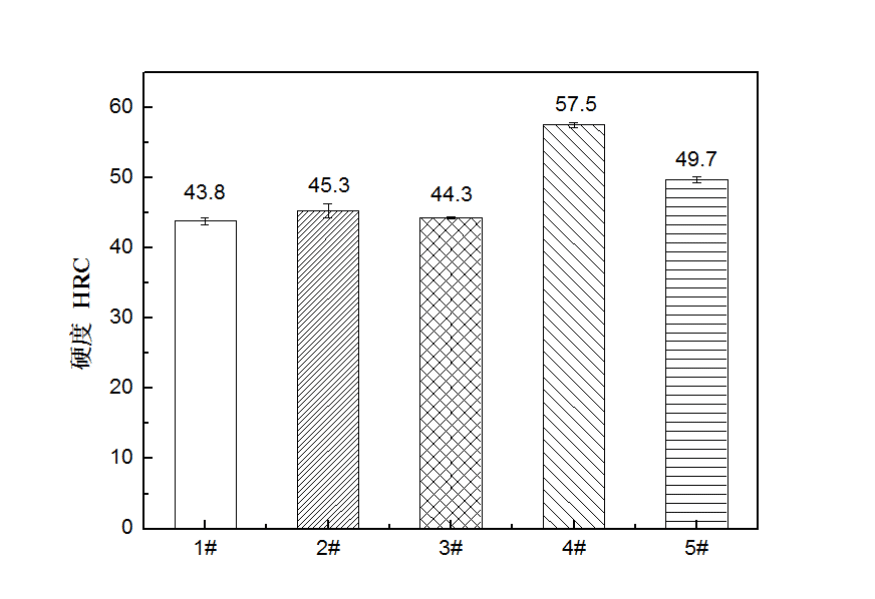
- Tvrdost nízkolegované oceli s vysokým obsahem uhlíku (č. 4) žíhaná při 1000 ° C, olej kalený při 950 ° C a temperované při 250 ° C má nejvyšší tvrdost Rockwell 57.5 HRC. Tvrdost ostatních tří druhů nízkolegované oceli s vysokým obsahem uhlíku je nižší než u vzorku 4 a hodnoty tvrdosti jsou blízké. Tvrdost vzorků 1,2,3 je 43.8 HRC, 45.3 HRC a 44.3 HRC.
- Zkouška rázové houževnatosti ve tvaru V ukazuje, že nízkolegovaná ocel s vysokým obsahem uhlíku (# 1) žíhaná při 1000 ° C, normalizovaná na 950 ° C a temperovaná na 570 ° C, má nejvyšší energii absorpce nárazu (8.37 J) a nejlepší houževnatost. Výsledky zkoušky tahem také ukazují, že prodloužení po lomu δ z nízko uhlíkové nízkolegované oceli (# 1) žíhané při 1000 ℃, normalizované na 950 ℃ a temperované na 570 ℃ má maximální prodloužení po lomu (14.31%) a lom je tvárná zlomenina.
- Výsledky tahové zkoušky ukazují, že pevnost nízkolegované oceli s vysokým obsahem uhlíku (# 3) žíhaná při 1000 ° C, olej kalený při 950 ° C a temperovaný při 570 ° C má nejlepší pevnost (Rm: 1269mpa, Rel: 1060mpa), síla # 1 , # 2 , # 3 , a # 4 je Rm: 1005 MPa, Rel: 850 MPa; Rm: 947 MPa, Rel: 740 MPa; Rm: 671 MPa.
- Mechanické vlastnosti lité nízkolegované oceli s vysokým obsahem uhlíku (č. 5) jsou horší než u tepelně zpracovaných vzorků. Tepelné zpracování zlepšuje komplexní vlastnosti nízkouhlíkové oceli s vysokým obsahem uhlíku.
4.0 Mikrostruktura a mechanické vlastnosti otěruvzdorných bainitických ocelí, perlitové oceli a kompozitních vložek mlýna z vysoce manganové oceli
Aby bylo možné porovnat a studovat legovanou ocel odolnou proti opotřebení a korozi pro obkladovou desku poloautogenního mlýna, přičemž jako základní orientaci byla použita legovaná ocel s vysokým obsahem uhlíku, naše továrna navrhla tři druhy legované oceli s vysokým obsahem uhlíku a jejich kompozitní materiály a vyrobené podšívkové desky. V naší továrně bylo dokončeno lití a tepelné zpracování a předběžný pokus byl proveden v kovových dolech.
Chemické složení bainitické oceli, perlitové oceli a kompozitních vložek z mleté oceli s vysokým obsahem manganové oceli je uvedeno v tabulce 4-1, tabulce 4-2 a tabulce 4-3.
| Tabulka 4-1 Chemické složení vložkových desek z bainitové oceli (hm.%) | |||||||
| C | Si | Mn | P | S | Cr | Mo | Ni |
| 0.687 | 1.422 | 0.895 | 0.053 | 0.029 | 4.571 | 0.424 | 0.269 |
| Tabulka 4-2 Chemické složení perlitových ocelových vložkových desek (hm.%) | |||||||
| C | Si | Mn | Al | W | Cr | Cu | Ni |
| 0.817 | 0.43 | 0.843 | 0.028 | 0.199 | 3.103 | 0.111 | 0.202 |
| Tabulka 4-3 Chemické složení kompozitních vložkových desek z matrice z vysoce manganové oceli (hm.%) | |||||||
| C | Si | Mn | Al | Cr | V | Ti | Ni |
| 1.197 | 0.563 | 20.547 | 0.271 | 0.143 | 0.76 | 0.232 | 0.259 |
Po odstranění vložky z bainitové oceli, vložky z perlitové oceli a kompozitní vložky z matné oceli s vysokým obsahem manganové oceli jsou řezacími stroji na řezání drátu řezány vzorky pro pozorování mikrostruktury, zkoušku tvrdosti, zkoušku nárazem, zkoušku tahem a zkoušku abrazivním opotřebením.
4.1 Mikrostruktura a mechanické vlastnosti bainitické oceli, perlitové oceli a kompozitních vložek mlýna z vysoce manganové oceli
4.1.1 Mikrostruktura
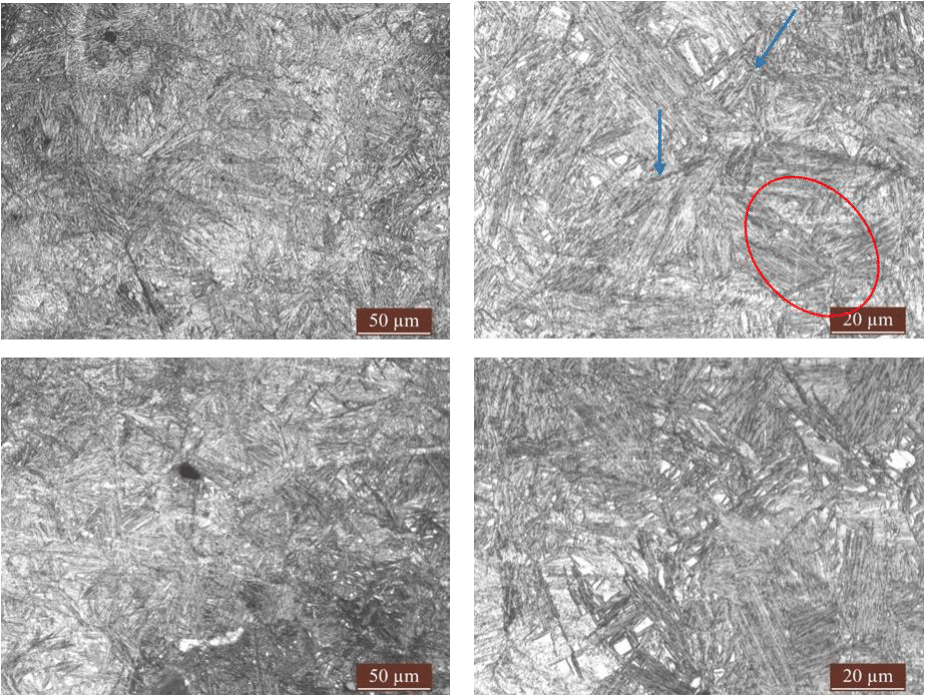
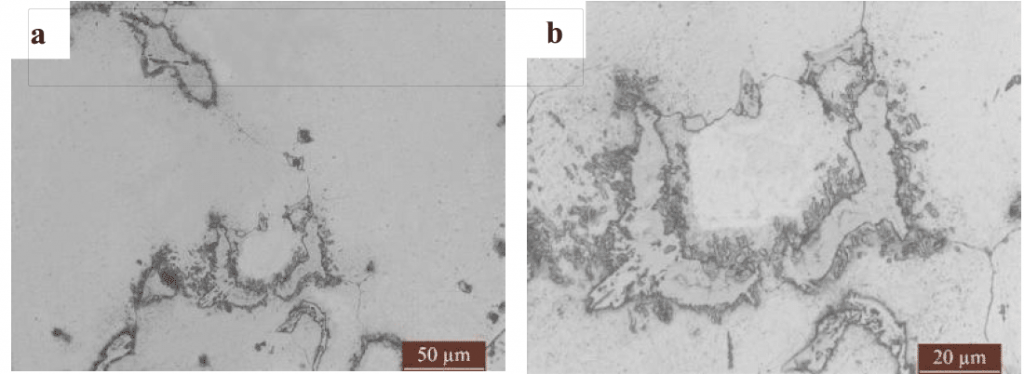
Obrázek 4-1 ukazuje metalografickou strukturu obkladové desky z bainitové oceli a obrázek 4-1 (a) (b) zobrazuje metalografickou strukturu povrchu, který není opotřebitelný. Lze pozorovat černou jehlovitou spodní bainitovou strukturu (viz šipka na obrázku 4-1 (b)), peří podobnou horní bainitovou strukturu (viz obrázek 4-1 (b) kruh) a nějaký bílý zadržený austenit. Obr. 4-1 (c) (d) ukazuje metalografickou strukturu otěruvzdorného povrchu. Lze pozorovat černou jehlovitou strukturu spodního bainitu a nějaký bílý zadržený austenit. Černý jehlovitý spodní bainit na neopotřebitelném povrchu je jemnější než opotřebitelný povrch.
Obrázek 4-2 ukazuje XRD difrakční obraz obkladové desky z bainitové oceli. Difrakční obrazec vzorku bainitické oceli ukazuje difrakční píky fáze α a fáze y a na diagramu není patrný žádný difrakční pík karbidu.
Obr. 4-1 Mikrostruktura bainitických ocelových vložkových desek (a) (b) neopotřebitelný povrch; (c) (d) opotřebitelný povrch
Obr. 4-2 XRD vzory bainitických ocelových vložkových desek
Obr. 4-3 ukazuje metalografickou strukturu kompozitní obkladové desky z matrice z vysoké manganové oceli, OBR. 4-3 (a) ukazuje makrograf, OBR. 4-3 (b) ukazuje diagram velkého zvětšení a obr. 4-3 (b) ukazuje velký počet karbidů na hranici austenitických zrn. Na povrch leštěného a zkorodovaného vzorku kompozitní obkladové desky z vysoce manganové oceli bylo pořízeno 10 metalografických obrázků se stokrát zvětšením (viz obr. 100-4). Plošný podíl karbidů v zorném poli byl analyzován pomocí softwaru Las phase expert software metalografického mikroskopu Lycra a byla získána aritmetická průměrná hodnota. Podle výpočtu je obsah karbidu v kompozitní vložce z matrice z vysoce manganové oceli 4%. Jako druhá fáze jsou karbidy dispergovány v austenitu, což zlepšuje odolnost proti opotřebení a mez kluzu materiálu. Kompozitní krycí materiál matrice z vysoce manganové oceli je kompozitní materiál s austenitovou strukturou jako matricí a karbidem jako druhou fází.
Obr. 4-3 Mikrostruktura kompozitních vložkových desek z matrice z vysoce manganové oceli
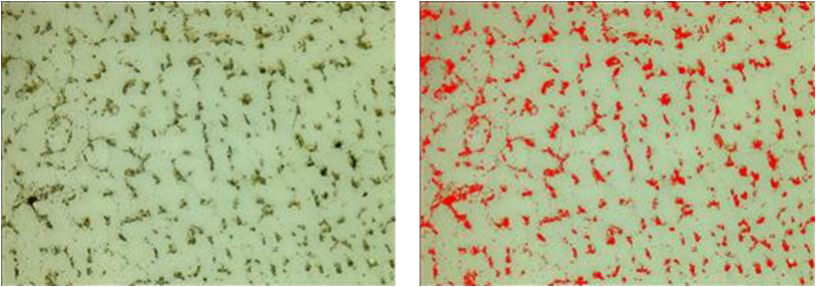
Obr. 4-4 Tabulka statistického zpracování softwaru ze slinutého karbidu pro matricové kompozitní vložkové desky z matné oceli
Obr. 4-4 ukazuje difrakční obrazec XRD kompozitní obkladové desky s matricí z oceli s vysokým obsahem manganu, ve které jsou difrakční píky γ fáze a karbidu, ale žádný difrakční pík martenzitu.
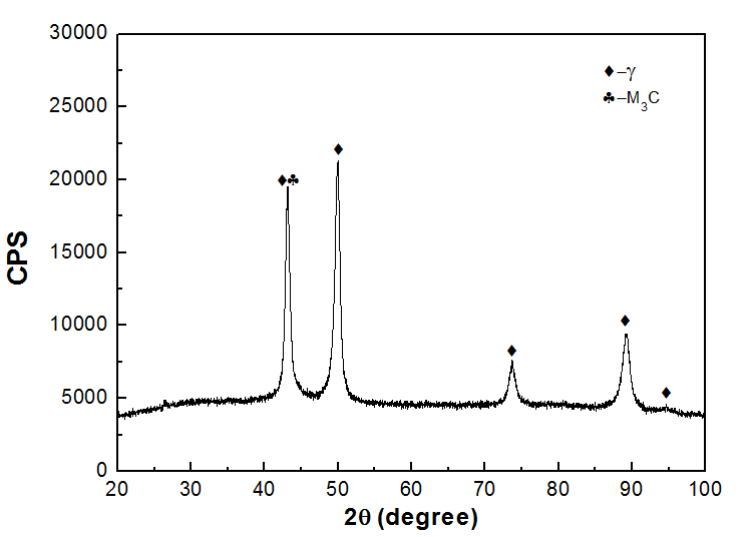
Obr. 4-5 XRD vzory kompozitních vložkových desek z vysoce manganové oceli
Obr. 4-6 ukazuje mikrostrukturu vložky z perlitové oceli a obr. 4-6 (a) (b) ukazuje metalografickou strukturu pořízenou metalografickým mikroskopem Lycra. Lze pozorovat, že struktura perlitu je černá a bílá (viz obr. 4-6 (b) černý kruh). Bílá oblast je ferit a černá je cementit. Obr. 4-6 (c) ukazuje vysoce výkonnou mikrostrukturu SEM. Je vidět perlit s jasnými a tmavými fázemi. Světlejší částí je cementit a tmavší částí ferit.
Obrázek 4-7 ukazuje XRD difrakční obrazec z vložek z perlitové oceli. V difrakčním obrazci perleťových mlýnských vložek jsou difrakční píky fáze α a fáze Fe3C a zjevný zbytkový austenitový pík se neobjevuje.
Obr. 4-6 Mikrostruktura krycích desek ze slitiny perlitu
Obr. 4-7 XRD vzory krycích desek z perlitové slitiny
4.1.2 Mechanické vlastnosti
Tabulka 4-4 ukazuje výsledky zkoušek tvrdosti a rázové houževnatosti vložky z bainitové oceli, kompozitní vložky s matricí z vysoce manganové oceli a vložky z perlitové oceli. Výsledky ukazují, že vložka z bainitové oceli má dobré srovnávací vlastnosti tvrdosti a houževnatosti; kompozit matrice z vysoce manganové oceli má špatnou tvrdost, ale dobrou houževnatost bez kalení; houževnatost perlitové oceli je špatná.
| Tabulka 4-4 Tvrdost Rockwell a rázová houževnatost tří druhů vložek z legované oceli | |
| Položka | Výsledek |
| Tvrdost vložek z bainitické legované oceli (HRC) | 51.7 |
| Tvrdost kompozitních vložek z legované oceli z vysoce legované oceli s vysokým obsahem manganu (HRC) | 26.5 |
| Tvrdost perleťových vložek z legované oceli z perlitu (HRC) | 31.3 |
| Energie absorpce nárazu ve tvaru písmene V u vložek z bainitické legované oceli (J) | 7.5 |
| Energie absorpce rázu ve tvaru písmene U z manganové oceli s matricí z kompozitní legované ocelové vložky (J) | 87.7 |
| Energie absorpce nárazu vložek z oceli z perlitové slitiny s V-zářezem (J) | 6 |
Obrázek 4-8 je srovnání rozložení tvrdosti v oblasti tvrzené vrstvy tří druhů vložkových materiálů, jmenovitě vložky z bainitové oceli, kompozitní obkladové desky na bázi vysoké manganové oceli a vložky z perlitové oceli. Výsledky ukazují, že kompozitní obkladová deska na bázi manganové oceli a vložka z bainitové oceli mají po pokusu v dole zjevný fenomén kalení. Hloubka zpevnění kompozitní vložky na bázi manganové oceli je 12 mm a tvrdost obkladové desky se zvýšila na 667 HV (58.7 HRC); hloubka zpracování kalení bainitové ocelové vložky je 10 mm, tvrdost HVS se zvýšila téměř o 50% obráběním kalením a u perlitové ocelové vložky nebyl zjevný fenomén kalení.
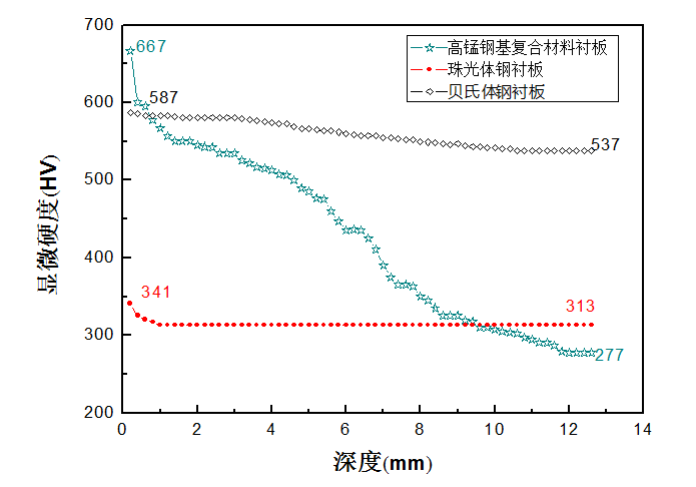
Obr. 4-8 Kontrastní diagram rozložení tvrdosti ve třech druzích tvrzené vrstvy krycích ocelí
Tabulka 4-5 ukazuje výsledky zkoušky tahem kompozitních vložek z mleté oceli s vysokým obsahem manganové oceli a vložek z mletí perlitové oceli. Výsledky ukazují, že pevnost v tahu perleťových kompozitních vložek z matrice z perlitové oceli je ekvivalentní s pevností u vložek z kompozitního materiálu s matricí z matné oceli z manganové oceli, ale obkladová deska z kompozitního materiálu s matricí z manganové oceli má vyšší mez kluzu než vložky z perlitové oceli. Současně je prodloužení po lomu perlitové ocelové vložky vyšší než prodloužení z kompozitu matrice z manganové oceli a vložka z matricového kompozitního materiálu z manganové oceli má lepší houževnatost.
| Tabulka 4-5 Výsledky zkoušek tahem různých vložek válcovacích stolic z legované oceli | |||
| Položka č. | Pevnost v tahu / MPa | Prodloužení po zlomenině /% | Mez kluzu / MPa |
| Kompozitní vložka z matrice z vysoce manganové oceli | 743 | 9.2 | 547 |
| Podšívka z perlitové oceli | 766 | 6.7 | 420 |
4.1.3 Analýza rázových lomů
Obr. 4-9 ukazuje morfologii lomové houževnatosti vložky z bainitové oceli, kompozitní vložky s matricí z vysoce manganové oceli a vložky z perlitové oceli. Obr. 4-9 (a) (b) ukazuje morfologii rázového lomu materiálu bainitové ocelové vložky. Lomová plocha je relativně plochá s malým počtem trhacích hran a velkým zvětšením (obr. 4-9 (a)) Lomová houževnatost jamek (B-9) je malá, ale energie zlomeniny je malá. Obr. 4-9 (c) (d) ukazuje morfologii rázového lomu kompozitního materiálu vložky matrice z vysoce manganové oceli. Z malého zvětšení (obr. 4-9 (c)) je na lomové ploše pozorována zjevná plastická deformace a na průřezu se objevují prohlubně. Při velkém zvětšení (obr. 4-9 (d)) lze současně pozorovat velké i malé prohlubně a velké prohlubně jsou hluboké a prohlubně jsou vzájemně zapletené. Obrázek 4-9 (E) (f) ukazuje morfologii rázového lomu materiálu materiálu z perlitové oceli. Povrch lomu je při malém zvětšení relativně plochý (obr. 4-9 (E)), zatímco řeku lze pozorovat při velkém zvětšení (obr. 4-9 (f)). Zároveň lze na okraji říčního vzoru pozorovat malý počet důlků. Vzorek je křehký zlom v makro pohledu a plastický zlom v místní části v mikro pohledu.
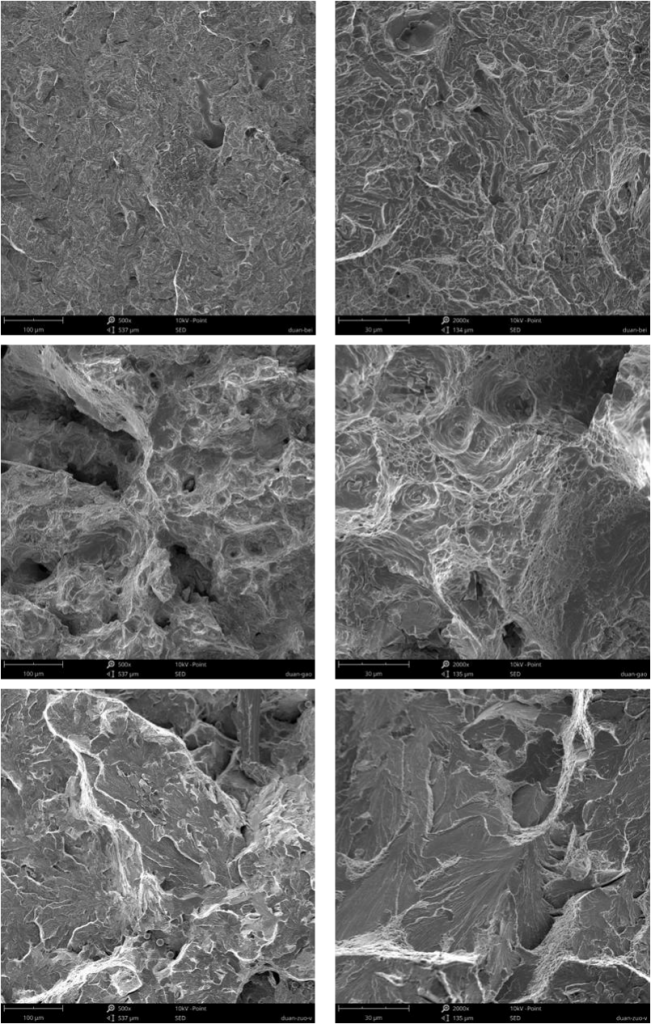
Obr. 4-9 morfologie rázového lomu tří druhů vyzdívkových ocelí (a) (b) bainitové ocelové vložkové desky; c) (d) kompozitní vložkové desky z matrice z vysoké manganové oceli; e) f) krycí desky z perlitové oceli
4.1.4 Analýza tahových zlomenin
Obrázek 4-10 ukazuje morfologii lomu v tahu kompozitní obkladové desky s matricí z vysoké manganové oceli a obkladové desky z perlitové oceli a obrázek 4-10 (a) (b) ukazuje morfologii v lomu v tahu materiálu z kompozitní obkladové desky s matricí z vysoké manganové oceli. Z malého výkonu (obr. 4-10 (a)) má zlomenina zjevnou plastickou deformaci, malé množství trhací hrany a velké zvětšení (obr. Lze pozorovat malý počet mělkých jamek a velký počet kroků štěpení v 4-10 (b). Vzorek patří do režimu smíšeného lomu. Obr. 4-10 (c) (d) ukazuje morfologii lomového tahu materiálu perlitové oceli. Povrch lomu je při pozorování při malém zvětšení relativně plochý ( Obr. 4-10 (c)). Zřejmý tvar řeky a trhací hranu lze pozorovat při velkém zvětšení (obr. 4-10 (d)). Vzorek patří ke křehkému lomu.
Obr. 4-10 Morfologie zlomenin tří druhů vyzdívek ocelí (a) (b) kompozitní vložkové desky z matrice z vysoce manganové oceli; c) d) krycí desky z perlitové oceli
4.2 Výsledky
- Mikrostruktura vložek z bainitické legované oceli má černý jehlovitý spodní bainit a část peří podobného horního bainitu s tvrdostí 51.7 HRC. Poté, co byla vložka mlýna otestována v dolech, má určitou hloubku vytvrzení 10 mm. Tvrdost vložky mlýna se zvyšuje o 50 HV. Energie nárazu absorbovaná V-zářezem z bainitové ocelové vložky je 7.50 J a povrch lomu je tvárný lom. Vložky z bainitové legované oceli mají dobré komplexní mechanické vlastnosti.
- Mikrostruktura kompozitní mlýnské vložky z vysoce manganové oceli je austenitická struktura. Na hranici austenitických zrn je mnoho karbidů a obsah karbidu je 9.73%. Materiál vložky kompozitního materiálu matrice z oceli s vysokým obsahem manganu je kompozitní materiál s austenitovou strukturou jako matricí a karbidem jako druhou fází. Tvrdost kompozitní vložky z matrice z vysoké manganové oceli je 26.5 HRC bez kalení. Po použití v dolech dochází k zjevnému vytvrzení práce. Hloubka kalení je 12 mm. Nejvyšší tvrdost je 667 HV (58.7 HRC). Energie absorbovaná nárazem standardního u-zářezu z kompozitní vložky z matrice z vysoké manganové oceli je 87.70 J a rázovou zlomeninou je tvárná zlomenina. Tažnost po tahovém lomu kompozitní vložky z matrice z vysoké manganové oceli je 9.20% a tahový lom je smíšený. Kompozitní mlýnská vložka z matricové oceli s vysokou manganovou ocelí má dobrou houževnatost. Pevnost v tahu a mez kluzu kompozitních vložek z mleté oceli z manganové oceli jsou 743 MPa a 547 MPa.
- Výsledky ukazují, že mikrostruktura vložek z oceli z perlitové legované oceli má obvykle černou a bílou perlitovou strukturu s tvrdostí 31.3 hr, a po zkušebním použití v dolech není zjevný fenomén vytvrzování práce. Energie absorpce nárazu standardního V-zářezu z perlitové ocelové vložky je 6.00 j a povrch lomu je plastický lom mikroloku a makro křehký lom. Prodloužení vložky z perlitové oceli po lomu v tahu je 6.70%, lom v tahu je křehký lom, houževnatost je vysoká a vložka z matricového kompozitu z manganové oceli je špatná. Pevnost v tahu a mez kluzu vložky z perlitové oceli jsou 766 MPa a 420 MPa.
5.0 Rázová koroze a odolnost proti abrazivnímu opotřebení vložek poloautogenních válcovacích stolic z legované oceli
Mlýnské vložky poloautogenního mlýna jsou nejen nárazem a opotřebovány kejdou, ale také korodovány kejdou v bubnu, což výrazně snižuje životnost vložky. Zkouška abrazivním opotřebením nárazovou korozí může dobře simulovat stav opotřebení obkladové desky poloautogenního mlýna. V současné době je výzkumem odolnosti proti opotřebení a korozních vlastností materiálů hlavně měření úbytku hmotnosti oděru u materiálů při zkoušce abrazivním opotřebením při korozi za podmínek opotřebení třemi těly a poté pozorování morfologie opotřebení vzorků skenovacím elektronovým mikroskopem a poté analyzujte mechanismus opotřebení. V této kapitole jsou analyzovány odolnost proti opotřebení a mechanismus opotřebení různých vzorků prostřednictvím rázové koroze, ztráty abrazivního opotřebení a morfologie tepelně upravené nízkolegované korozivzdorné oceli s vysokým obsahem uhlíku, bainitové ocelové vložky, perlitové ocelové vložky a vysoce manganové oceli matricová kompozitní vložka.
5.1 Abrazivní charakteristiky opotřebení nárazovou korozí při nárazové energii 4.5 J.
5.1.1 Odolnost proti abrazivnímu opotřebení nárazem
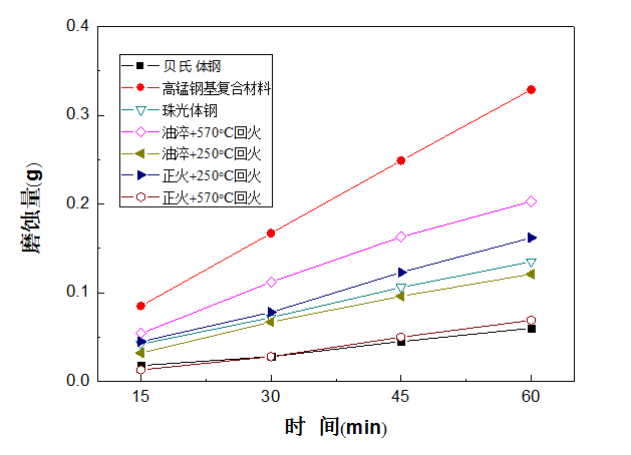
Pod účinkem energie nárazu 4.5j došlo ke ztrátě hmotnosti opotřebení vysoce uhlíkové nízkolegované korozivzdorné oceli, vložky z bainitové oceli, vložky z perlitové oceli a desky z kompozitního obložení z matné manganové oceli v různých stavech tepelného zpracování s abrazivním opotřebením při korozi čas je znázorněn na obr. 5-1.
- Výsledky ukazují, že úbytek hmotnosti každého vzorku se časem zvyšuje a míra opotřebení je stabilní;
- Odolnost každého vzorku proti opotřebení je následující: bainitová ocelová vložková deska > 1000 ℃ žíhání +950 ℃ normalizace +570 ℃ temperovaná nízkolegovaná ocel s vysokým obsahem uhlíku > 1000 ℃ žíhání +950 ℃ kalení olejem +250 ℃ temperovaná vysoce uhlíková nízkolegovaná ocel> vložka z perlitové oceli > 1000 950 ℃ žíhání +250 ℃ normalizace +1000 ℃ temperování nízkolegované oceli s vysokým obsahem uhlíku > 950 ℃ žíhání +570 ℃ kalení olejem +XNUMX ℃ temperování nízkouhlíkové oceli s nízkým obsahem uhlíku> kompozitní válcovací podložky na bázi manganové oceli.
Obr. 5-1 Ztráta opotřebení různých ocelových slitinových ocelí s nárazovou energií 4.5 J
5.1.2 Analýza mechanismu oděru
Existují dva hlavní mechanismy opotřebení nárazového abrazivního opotřebení: jedním je opotřebení způsobené abrazivním řezáním a sekáním; druhým je únavové opotřebení způsobené opakovanou důlkovou deformací působením nárazové síly. Při mokrém broušení je nárazové abrazivní opotřebení hlavně ztrátou abrazivního opotřebení a je doprovázeno elektrochemickou korozí, která se navzájem podporuje a urychluje míru opotřebení materiálů.
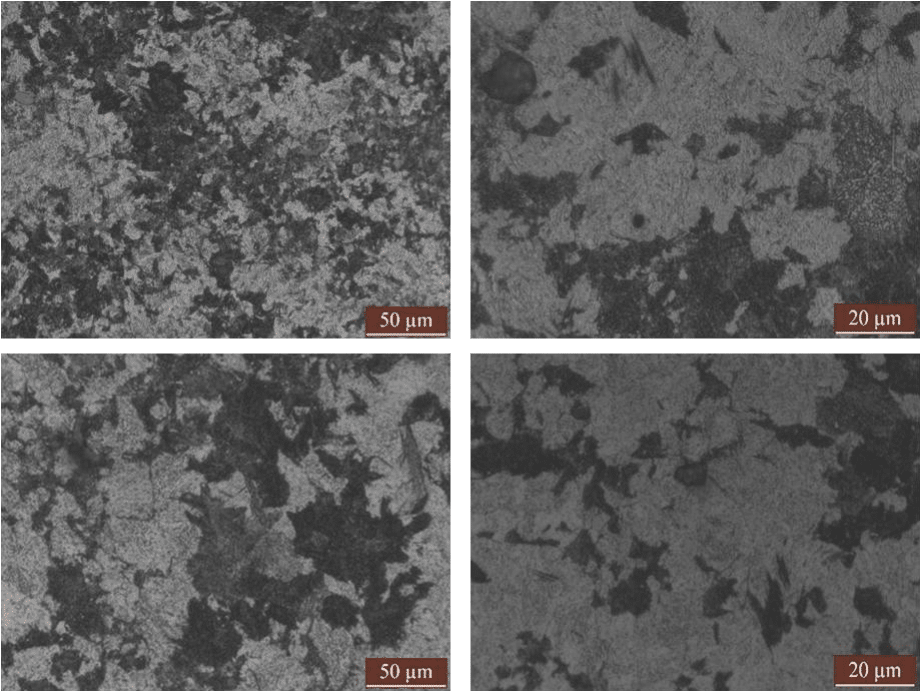
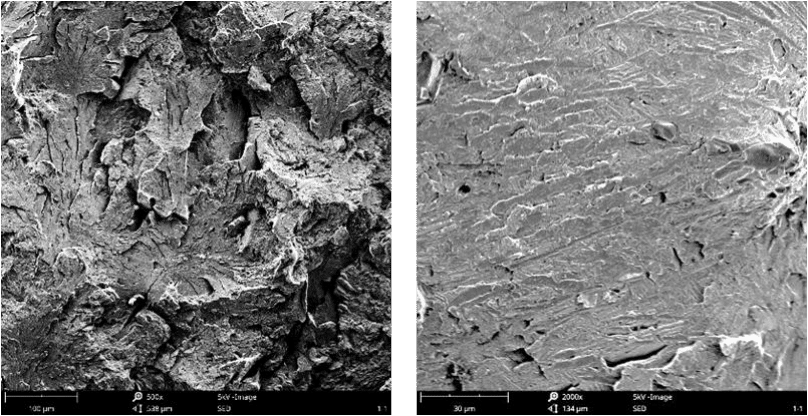
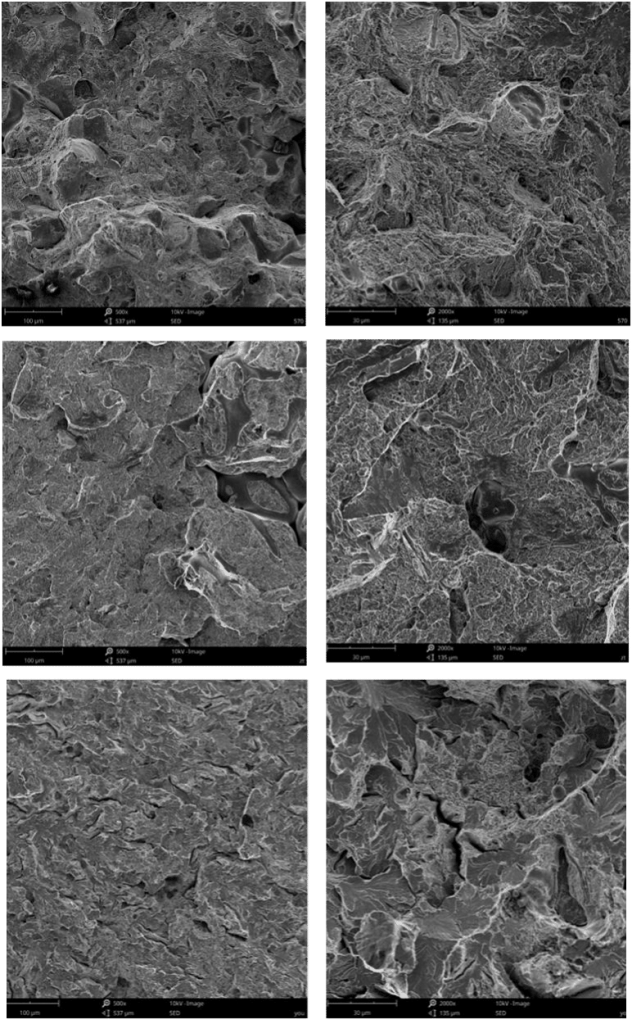
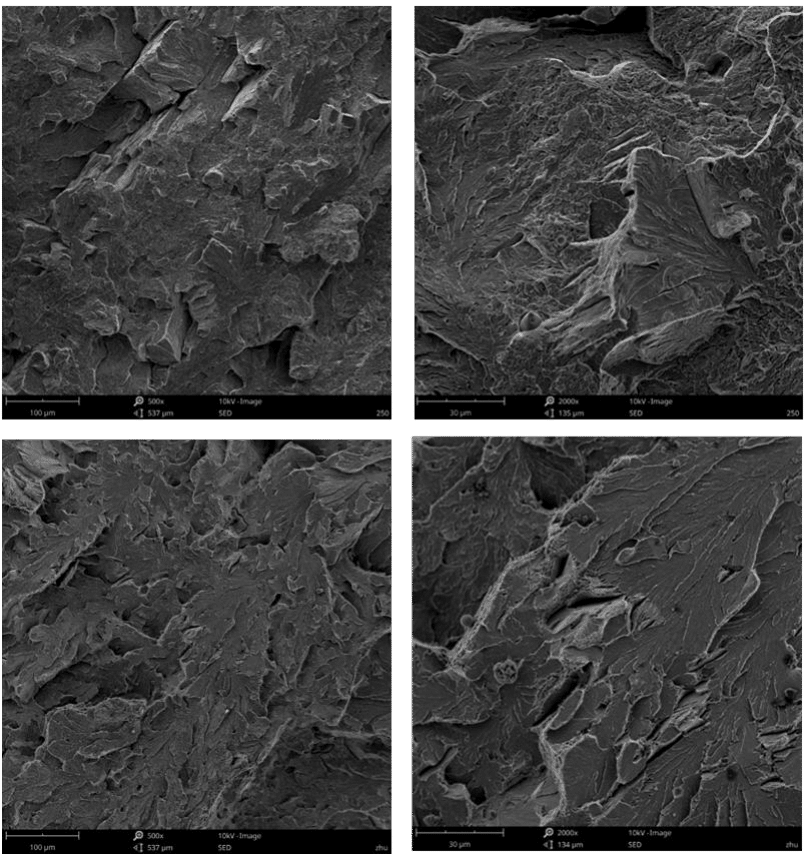
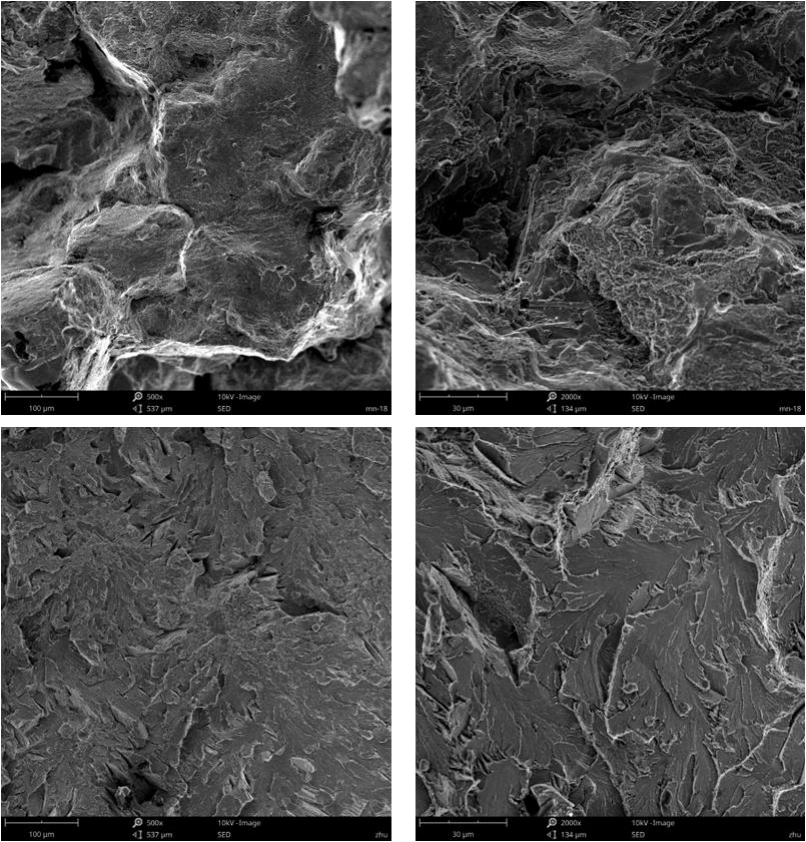
Obrázek 5-2 ukazuje morfologii opotřebitelného povrchu vysokokarbonové nízkolegované korozivzdorné oceli a bainitové ocelové vložky, perlitové ocelové vložky a obkladové desky z kompozitního materiálu z vysoce manganové oceli za různých stavů tepelného zpracování.
Obr. 5-2 (a) (b) ukazuje morfologii opotřebení vzorku 1R, tj. Nízkolegované oceli s vysokým obsahem uhlíku žíhané při 1000 ° C a normalizované při 950 ° C a temperované při 570 ° C. Při malém zvětšení (obr. 5-2 (a)) je otěrná plocha vzorku relativně plochá. Při velkém zvětšení (obr. 5-2 (b)) lze pozorovat řezné brázdy a na opotřebovaném povrchu se objevuje malé množství odlupujících se jám. Vzorek je hlavně mikrořezný mechanismus. Vzorek je perlit s hodnotou tvrdosti 43.7 HRC a má určitou odolnost proti proříznutí. Zároveň má vzorek silnou houževnatost. Během procesu nárazové koroze abrazivním opotřebením může dojít k velké plastické deformaci. Před odlupováním únavou z plastické deformace se za působení rázové síly a křemičitého písku transformuje na plastický deformační klín a plastický hřeben. Na opotřebovaném povrchu vzorku není zjevná koroze, což naznačuje, že korozní odolnost vzorku je dobrá.
Obr. 5-2 (c) (d) ukazuje morfologii opotřebení vzorku 2R, tj. Nízkolegované oceli s vysokým obsahem uhlíku žíhané při 1000 ° C a normalizované při 950 ° C a temperované při 250 ° C. Při malém zvětšení (obr. 5-2 (c)) je otěrná plocha vzorku relativně rovná. Při velkém zvětšení (obr. 5-2 (d)) lze pozorovat široké a mělké řezné brázdy a je vidět zjevný plastický deformační klín, plastický hřeben a některé řezné třísky způsobené plastickou deformací. objeví se malé množství odlupujících se jám, což je hlavně mikrořezný mechanismus, doprovázený malým množstvím odlupování únavou z plastické deformace. Na opotřebovaném povrchu vzorku není zjevná koroze, což naznačuje, že korozní odolnost vzorku je dobrá.
Obr. 5-2 (E) (f) ukazuje morfologii opotřebení vzorku 3R, tj. Nízkolegované oceli s vysokým obsahem uhlíku žíhané při 1000 ° C, kalené při 950 ° C a temperované při 570 ° C. Při malém zvětšení (obr. 5-2 (E)) je otěrná plocha vzorku relativně plochá s určitými nečistotami. Při velkém zvětšení (obr. 5-2 (f)) lze pozorovat velké množství nepravidelných odlupujících se jám. Mechanismus opotřebení vzorku je plastický únavový odlupovací mechanismus. Na opotřebovaném povrchu vzorku není zjevná koroze, což naznačuje, že korozní odolnost vzorku je dobrá.
Obr. 5-2 (g) (H) ukazuje morfologii opotřebení vzorku 4R, tj. Nízkolegované oceli s vysokým obsahem uhlíku žíhané při 1000 ° C a kalené při 950 ° C a temperované při 250 ° C. Při malém zvětšení (obr. 5-2 (g)) je otěrná plocha vzorku relativně rovná. Při velkém zvětšení (obr. 5-2 (H)) lze pozorovat mělké a zkratovací brázdy. Protože je vzorek temperovaný martenzit, jeho tvrdost dosahuje 57.5 HRC a má silný řezný odpor. Na opotřebovaném povrchu lze současně pozorovat velké množství nepravidelných odlupujících se jám. Plastickost vzorku je nízká. Působením periodického napětí dochází k opakované plastické deformaci, která vytváří zdroj koncentrace napětí, únavovou trhlinu a nakonec odlupování únavy. Mechanismus opotřebení vzorku je plastické únavové odlupování. Na opotřebovaném povrchu vzorku není zjevná koroze, což naznačuje, že korozní odolnost vzorku je dobrá.
Obr. 5-2 (I) (J) ukazuje morfologii oděru vzorku 5R, tj. Materiálu vložky z bainitové oceli. Při malém zvětšení (obr. 5-2 (J)) lze pozorovat, že současně existují dlouhé břity a brázdy brázdy a je vidět malé množství nepravidelných odlupujících se jám. Mikrořezný mechanismus vzorku je hlavně mikrořezný. Vzorek má bainitickou strukturu, má dobrou shodu tvrdosti, vysokou hodnotu tvrdosti (51.3 HRC) a určitý řezný odpor; současně má vzorek silnou houževnatost, která může způsobit velké plastické deformace a malý počet odlupujících se jám v procesu nárazového koroze abrazivním opotřebením. Proto je odolnost vzorku proti rázové korozi a abrazivnímu opotřebení nejlepší. Na opotřebovaném povrchu vzorku není zjevná koroze, což naznačuje, že korozní odolnost vzorku je dobrá.
Obr. 5-2 (k) (L) ukazuje morfologii obrusu vzorku 6R, tj. Kompozitního materiálu vložky z matné oceli z manganové oceli, při malém zvětšení (obr. 5-2) (k) (povrch opotřebení vzorku je relativně plochý, lze pozorovat malé množství břitů a ve vysokých časech lze pozorovat dlouhé a hluboké brázdy a část zbytků opotřebení (obr. 5-2 (L)), což naznačuje, že protiřezná schopnost vzorku je špatná a na opotřebovaném povrchu lze pozorovat velké množství nepravidelných odlupujících se jám, a mechanismus mikrořezání je hlavním mechanismem vzorku. Na opotřebovaném povrchu vzorku není zjevná koroze, což naznačuje, že odolnost proti korozi vzorku je dobrá. Tvrdost vzorku je nízká bez kalení. Nemůže získat dostatečnou tvrdost při kalení při energii nárazu 4.5j. Proto je řezný odpor vzorku špatný a dopad odolnost proti opotřebení korozí je nejhorší.
Obr. 5-2 (m) (n) ukazuje morfologii obrusu vzorku 7R, tj. Materiál vložky z perlitové oceli. Při malém zvětšení (obr. 5-2 (m)) je abrazivní povrch vzorku relativně plochý a lze pozorovat malý počet odlupujících se jám. Při velkém zvětšení (obr. 5-2 (n)) lze pozorovat hlubokou brázdu brázdy a opotřebovat nečistoty a protiřezná schopnost vzorku je špatná. Kolem brázdy a úlomků lze pozorovat nepravidelné odlupující se jámy. Mikrořezný mechanismus a podíl odlupování únavy vzorku jsou podobné. Na opotřebovaném povrchu vzorku není zjevná koroze, což naznačuje, že korozní odolnost vzorku je dobrá.
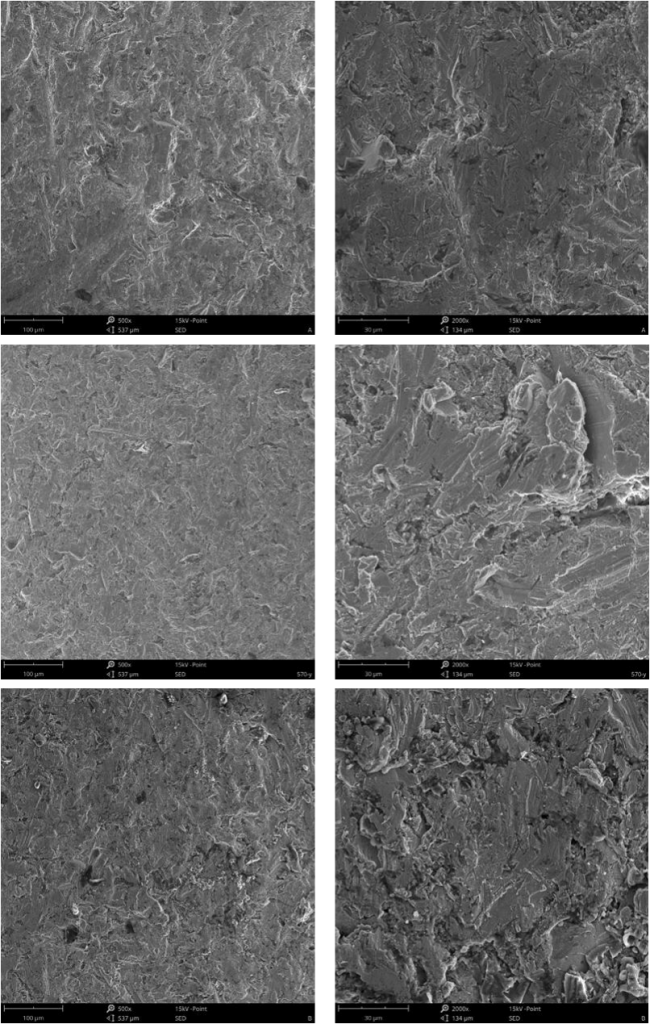
Obr. 5-2 Morfologie opotřebovaného povrchu různých ocelových slitin s podšívkou při energii nárazu 4.5 J (a) (b) 1R; (c) (d) 2R; (e) (f) 3R
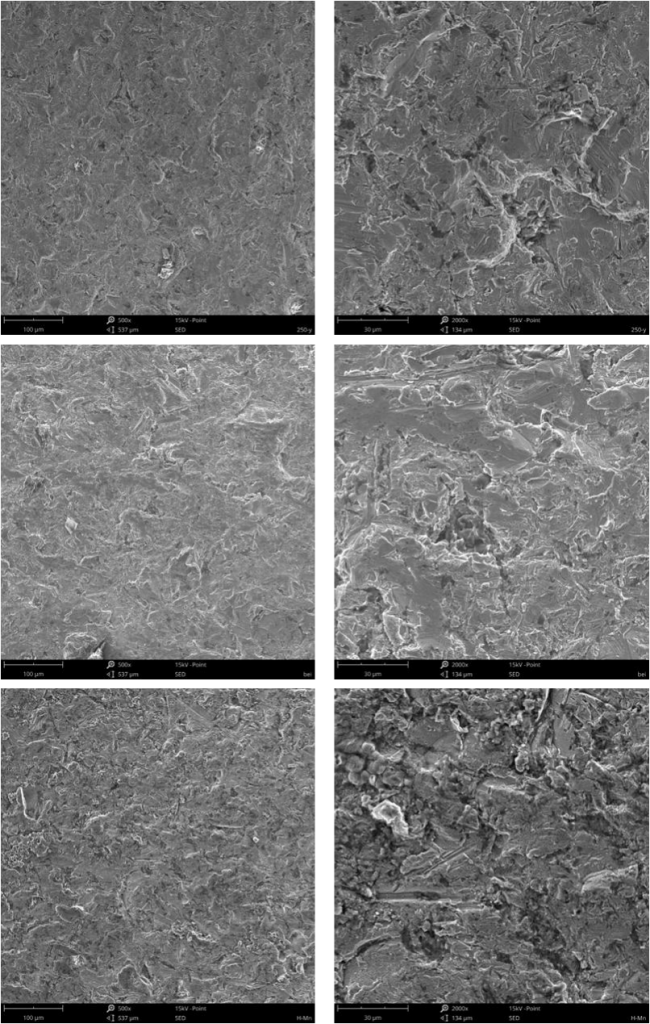
Obr. 5-2 Morfologie opotřebovaného povrchu různých ocelových slitin s podšívkou při nárazové energii 4.5 J (g) (h) 4R; (i) (j) 5R; (k) (l) 6R
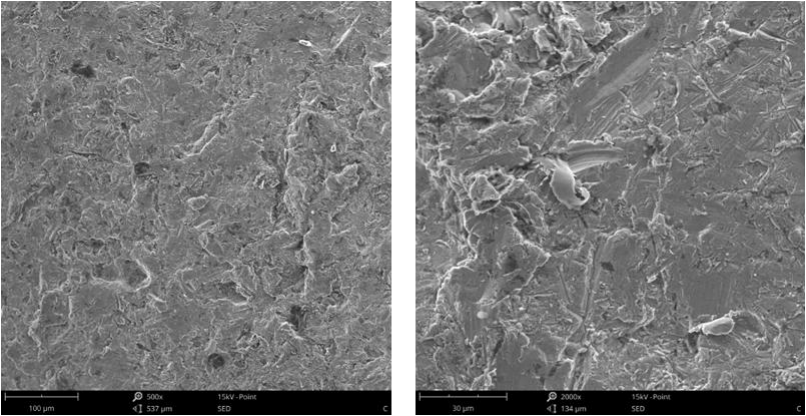
Obr. 5-2 Morfologie opotřebovaného povrchu různých ocelových slitin s vyzdívkou pod nárazovou energií 4.5 J (m) (n) 7R
Závěrem lze říci, že při zkoušce nárazovým korozním abrazivním opotřebením při energii nárazu 4.5j jsou některé vzorky převážně mikrořeznými mechanismy opotřebení, některé vzorky jsou hlavně unavenými mechanismy opotřebení odlupováním a některé vzorky jsou na oba mechanismy opotřebení stejně namáhány. Odolnost vzorků proti nárazové erozi je určena dvěma mechanismy, a to tvrdostí a houževnatostí. Podle výsledků zkoušek má bainitická ocel nejlepší shodu tvrdosti a houževnatosti a nejlepší odolnost proti nárazu a oděru. Odolnost proti opotřebení kompozitní vložky z matrice z vysoké manganové oceli je nejhorší, protože nemůže dostatečně tvrdnout. Tento výsledek je v souladu s výsledkem úbytku hmotnosti oděrem.
5.1.3 Účinek kalení legovaných ocelí odolných proti opotřebení při energii nárazu 4.5 J
Abychom prozkoumali účinek vytvrzování různých legovaných ocelí odolných proti opotřebení, byla změřena křivka postupné změny mikrotvrdosti opotřebované podpovrchové vrstvy různých legovaných ocelí odolných proti opotřebení při energii nárazu 4.5j, tj. křivka kalení. Obrázek 5-3 ukazuje křivky vytvrzování při práci s nízkouhlíkovou nízkolegovanou korozivzdornou ocelí, vložkou z bainitové oceli, vložkou z perlitové oceli a kompozitní obkladovou deskou z vysoce manganové oceli s nárazovou energií 4.5j.
Z obrázku je patrné, že za podmínky energie nárazu 4.5j mají různé legované oceli odolné proti opotřebení určitý stupeň schopnosti kalení. Čím blíže k opotřebenému povrchu, tím lepší je účinek kalení; čím dále od opotřebovaného povrchu, tím horší je účinek kalení; rychlost vytvrzování matricového kompozitu z oceli s vysokým obsahem manganu je největší a tvrdost se zvyšuje téměř o 264 Výsledky ukazují, že tvrdost nízko uhlíkové nízkolegované oceli žíhané při 1000 ° C, olej kalený při 950 ° C a temperovaném při 250 ° C má nejvyšší tvrdost. Tvrdost bainitické oceli je na druhém místě za tvrdostí žíhanou při 1000 ℃, olejem kaleným při 950 ℃ a temperovaným při 250 ℃. Houževnatost první z nich je však lepší než tuhost druhé a ta má relativně vysokou tvrdost, takže ta první má vysokou tvrdost při 4.5 j. Výsledky ukazují, že odolnost proti opotřebení bainitické oceli je nejlepší při energii nárazu, což odpovídá výsledku analýzy kvality opotřebení korozí.
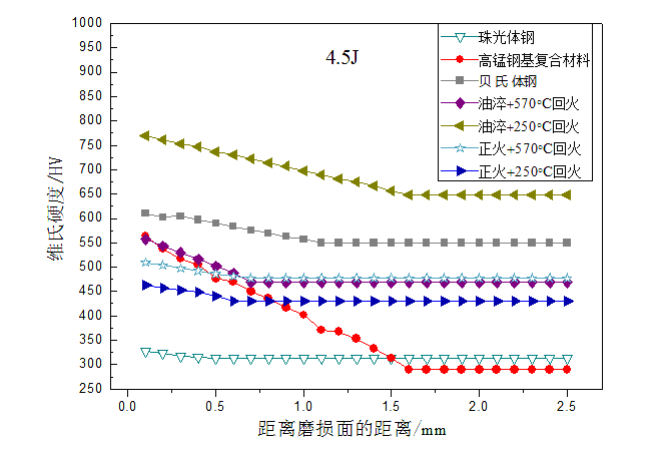
Obr. 5-3 Křivky deformačního zpevnění různých ocelí s obložením ze slitin s rázovou energií 4.5 J
5.2 Charakteristiky opotřebení nárazové koroze abraziva při energii nárazu 9 J.
5.2.1 Odolnost proti abrazivnímu opotřebení nárazem
Pod účinkem energie nárazu 9j je znázorněna ztráta opotřebení vysoce uhlíkové nízkolegované korozivzdorné oceli, bainitové ocelové vložky, perlitové ocelové vložky a vysoce manganové ocelové matricové kompozitní obkladové desky v různých stavech tepelného zpracování s dobou abrazivního opotřebení při korozi na obr. 5-4
- Výsledky ukazují, že úbytek hmotnosti každého vzorku se časem zvyšuje a míra opotřebení je stabilní;
- Odolnost proti opotřebení a odolnost proti korozi vzorků od vysoké po nízkou jsou 1000 ℃ žíhání + 950 ℃ normalizace + 570 ℃ temperování vysoce uhlíkové nízkolegované oceli> bainitická ocelová vložka ≥ 1000 ≥ žíhání + 950 ℃ kalení oleje + 570 ℃ temperování s vysokým obsahem uhlíku nízkolegovaná ocel> 1000 ℃ žíhání + 950 ℃ kalení oleje + 250 ℃ popouštění vysoce uhlíkové nízkolegované oceli ≥ podšívka desky z kompozitního materiálu z vysoce manganové oceli> 1000 ℃ žíhání + 950 ℃ normalizace + 250 ℃ popouštění vysoce uhlíkové nízkolegované oceli ≥ perlitová ocel vložka.
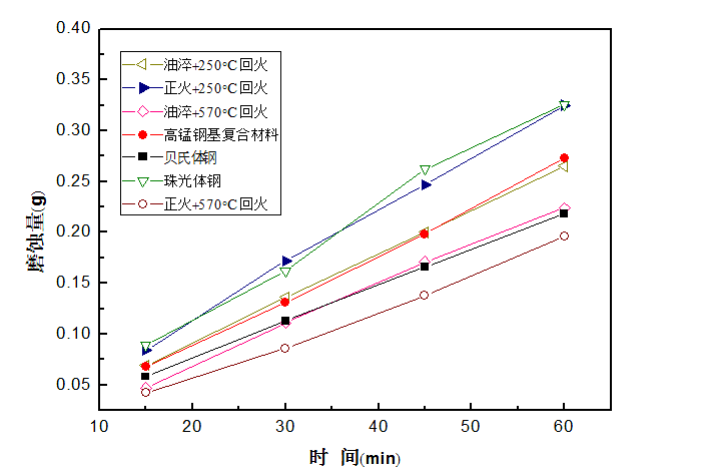
Obr. 5-4 Ztráta opotřebení různých ocelových slitinových ocelí s nárazovou energií 9 J
5.2.2 Analýza mechanismu oděru
Obrázek 5-5 ukazuje morfologii opotřebovaného povrchu vysoce uhlíkové nízkolegované korozivzdorné oceli, bainitové ocelové vložky, perlitové ocelové vložky a obkladové desky z kompozitního materiálu z vysoce manganové oceli za různých stavů tepelného zpracování.
Obr. 5-5 (a) (b) ukazuje morfologii oděru 1R vzorku, tj. Nízkolegovanou ocel s vysokým obsahem uhlíku žíhanou při 1000 ° C a normalizovanou při 950 ° C a temperovanou při 570 ° C. Při malém zvětšení (obr. 5-5 (a)) je otěrná plocha vzorku relativně plochá. Při velkém zvětšení (obr. 5-5 (b)) lze pozorovat zjevné drážky pro řezání, s hlubokými drážkami a malým počtem jámových lomů. Vzorek ukazuje mechanismus opotřebení při řezání Hlavním faktorem je odlupování únavy. Na opotřebovaném povrchu vzorku není zjevná koroze, což naznačuje, že korozní odolnost vzorku je dobrá.
Obr. 5-5 (c) (d) ukazuje morfologii opotřebení vzorku 2R, tj. 1000 950 n žíhání + 250 ℃ normalizace + 5 ℃ temperování nízkouhlíkové nízkolegované oceli. Při malém zvětšení (obr. 5-5 (c)) je otěrná plocha vzorku relativně rovná. Při velkém zvětšení (obr. 5-XNUMX (d)) lze současně pozorovat velké a malé řezné brázdy, kolem velké řezné brázdy lze pozorovat malé množství řezných zbytků a malé množství odlupování. že hlavní mechanismus vzorku je řezání, doprovázený určitým množstvím únavového odlupování. Na opotřebovaném povrchu není zjevná koroze, což naznačuje, že korozní odolnost vzorku je dobrá.
Obr. 5-5 (E) (f) ukazuje morfologii oděru vzorku 3R, tj. 1000 950 n žíhání + 570 ℃ kalení oleje + 5 ℃ temperovací nízkouhlíkové nízkolegované oceli. Při malém zvětšení (obr. 5-5 (E)) je otěrná plocha vzorku relativně rovná bez zjevné jámy odlupující se jámy. Při velkém zvětšení (obr. 5-XNUMX (f)) bylo pozorováno mnoho zjevných brázd a některé únavové loupání. Řezací mechanismus vzorku byl hlavně řezací mechanismus a současně existoval mechanismus odlupování únavy. Na opotřebovaném povrchu vzorku není zjevná koroze, což naznačuje, že korozní odolnost vzorku je dobrá.
Obr. 5-5 (g) (H) ukazuje morfologii opotřebení vzorku 4R, tj. 1000 950 n žíhání + 250 ℃ kalení oleje + 5 ℃ temperovací nízkouhlíkové nízkolegované oceli. Při malém zvětšení (obr. 5-5 (g)) je otěrná plocha vzorku relativně rovná. Při velkém zvětšení (obr. 5-XNUMX (H)) lze pozorovat mnoho krátkých a mělkých malých břitů a také malý počet dlouhých a mělkých malých břitů. Na opotřebovaném povrchu jsou rozloženy odkalovací jámy různých velikostí. Mechanismus odlupování únavy je hlavním mechanismem vzorku a současně existuje malé množství řezacího mechanismu. Na opotřebovaném povrchu vzorku není zjevná koroze, což naznačuje, že korozní odolnost vzorku je dobrá.
Obr. 5-5 (I) (J) ukazuje morfologii obrusu vzorku 5R, tj. Materiálu vložky z bainitové oceli. Při malém zvětšení (obr. 5-5 (I)) je otěruvzdorná plocha vzorku relativně plochá a lze vidět zjevné brázdy řezu. Při velkém zvětšení (obr. 5-5 (J)). Na opotřebovaném povrchu vzorku není zjevná koroze, což naznačuje, že korozní odolnost vzorku je dobrá.
Obr. 5-5 (k) (L) ukazuje morfologii opotřebení vzorku 6R, tj. Kompozitního materiálu vložky z matrice z vysoce manganové oceli. Při malém zvětšení (obr. 5-5 (k)) je otěrná plocha vzorku relativně rovná a lze pozorovat zjevnou brázdu řezu. Při velkém zvětšení (obr. 5-5 (L)) je řezací brázda mělká a lze pozorovat určité úlomky. Za těchto podmínek je řezná brázda otěruvzdorné plochy 4.5j. Za podmínek energie nárazu je vzorek krátký a mělký, což naznačuje, že vzorek má silnější protiořezovou schopnost při korozivním abrazivním opotřebení při vysoké energii nárazu. Na opotřebovaném povrchu lze pozorovat nepravidelné odlupující se jámy a mikrořezný mechanismus je hlavním mechanismem vzorku. Na opotřebovaném povrchu vzorku není zjevná koroze, což naznačuje, že korozní odolnost vzorku je dobrá.
Obr. 5-5 (m) (n) ukazuje morfologii obrusu vzorku 7R, tj. Materiálu vložky z perlitové oceli. Při malém zvětšení (obr. 5-5 (m)) je otěrná plocha vzorku relativně plochá a lze pozorovat zjevné odlupující se jámy. Při velkém zvětšení (obr. 5-5 (n)) mají jámy odlupující se jámy stopy opakované plastické deformace a lze pozorovat malé množství brázd a úlomků. Mechanismus odlupování únavy vzorku je hlavně odlupování únavy. Na opotřebovaném povrchu vzorku není zjevná koroze, což naznačuje, že korozní odolnost vzorku je dobrá.
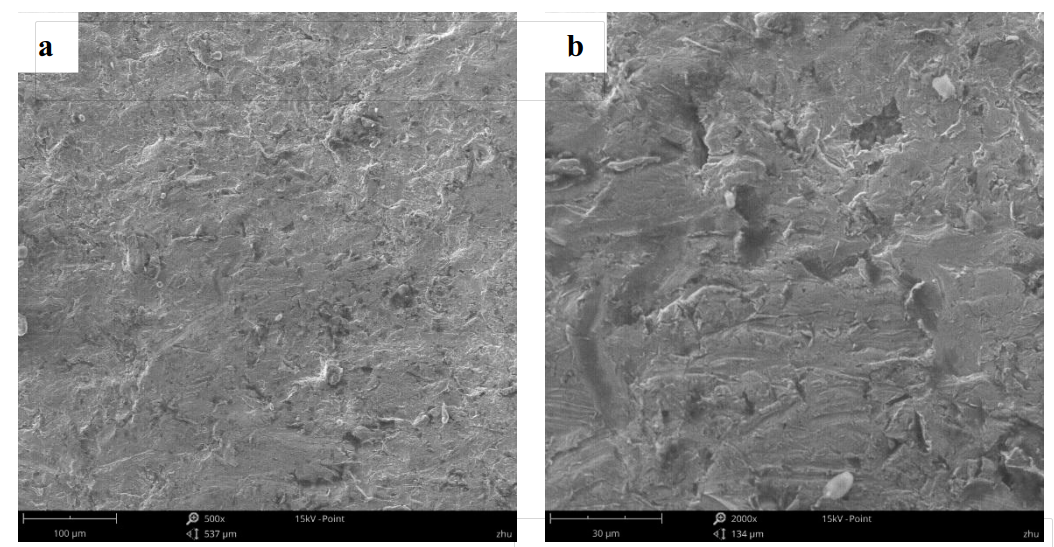
Obr. 5-5 Morfologie opotřebovaného povrchu různých ocelových slitin s podšívkou při nárazové energii 9J (a) (b) 1R
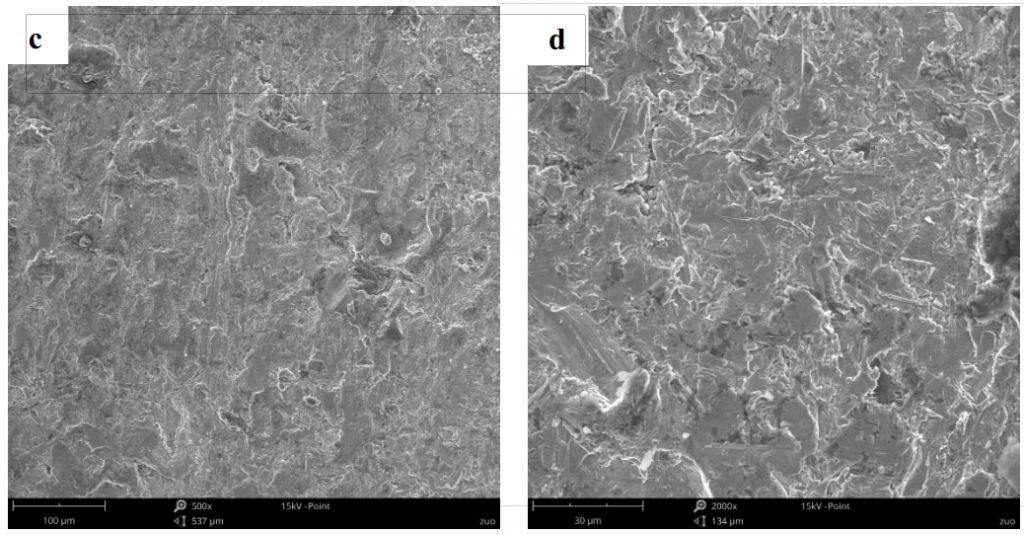
Obr. 5-5 Morfologie opotřebovaného povrchu různých ocelových slitin s podšívkou při energii nárazu 9 J (c) (d) 2R
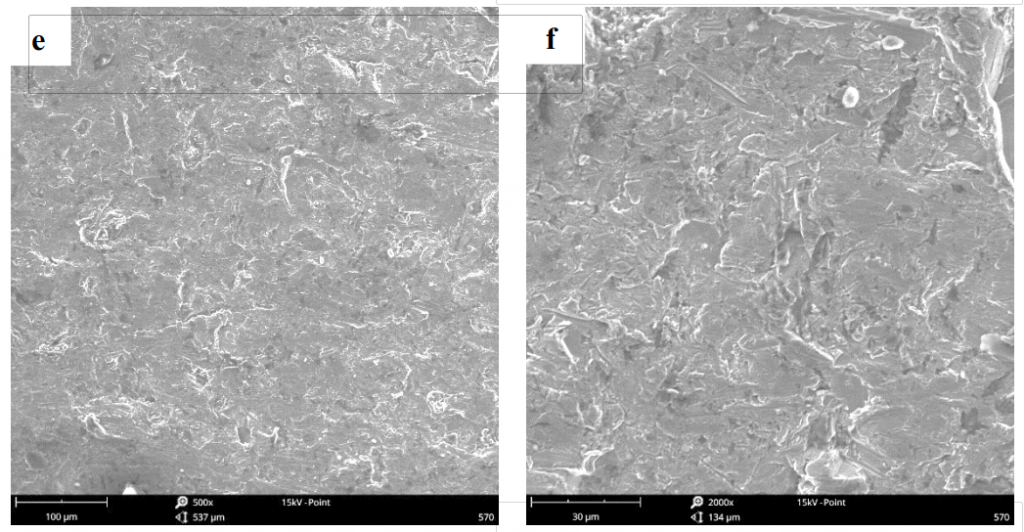
Obr. 5-5 Morfologie opotřebovaného povrchu různých ocelových slitin s podšívkou při energii nárazu 9J (e) (f) 3R
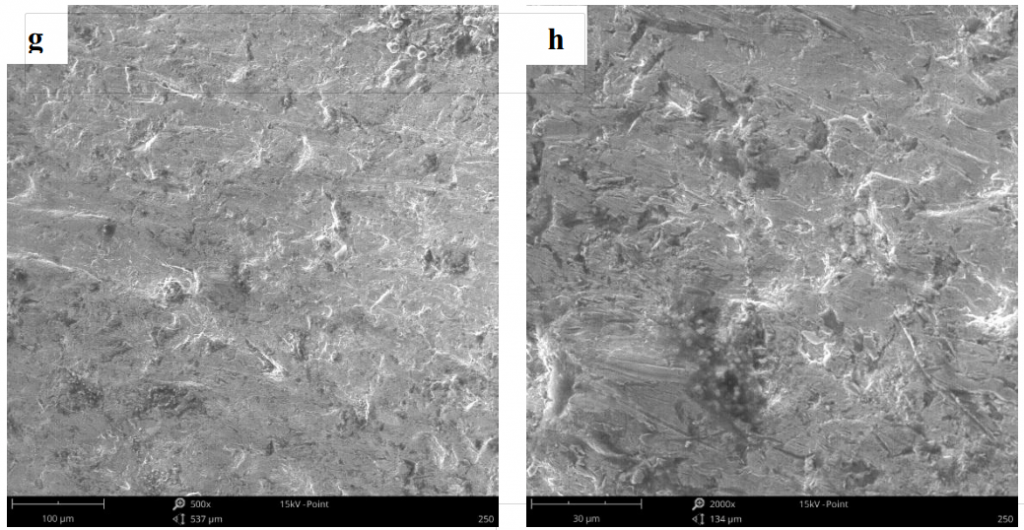
Obr. 5-5 Morfologie opotřebovaného povrchu různých ocelových slitin s podšívkou při energii nárazu 9 J (g) (h) 4R
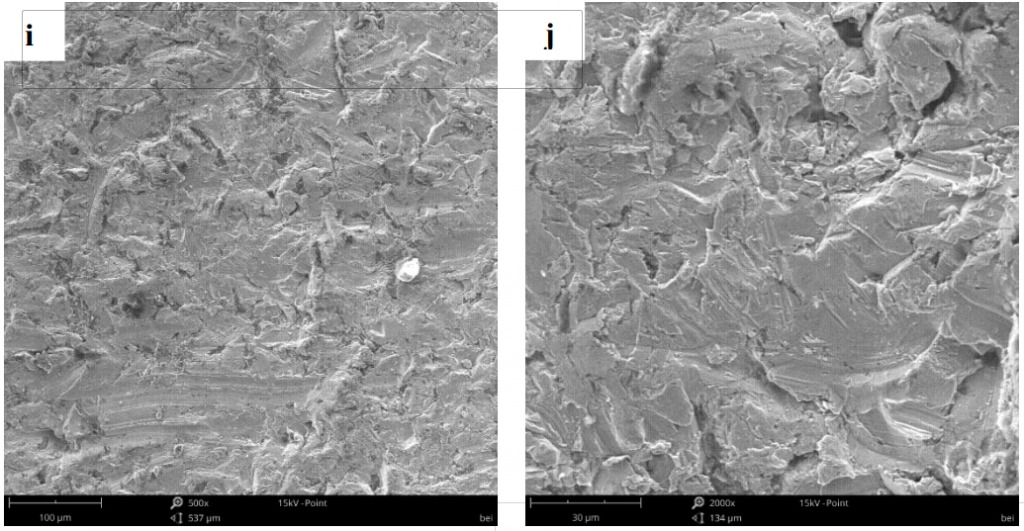
Obr. 5-5 Morfologie opotřebovaného povrchu různých ocelových slitin s podšívkou při energii nárazu 9 J (i) (j) 5R
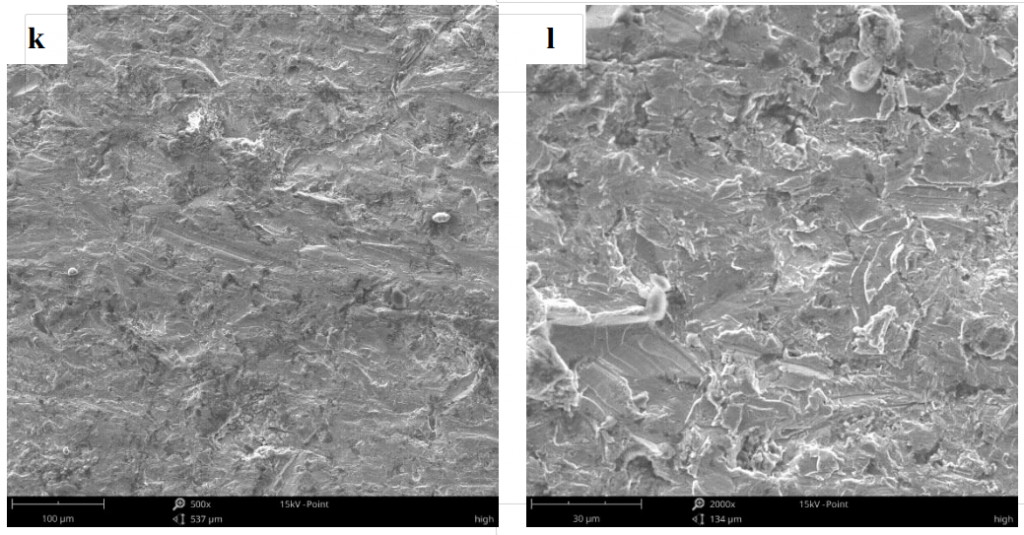
Obr. 5-5 Morfologie opotřebovaného povrchu různých ocelových slitin s vyzdívkou při nárazové energii 9J (k) (l) 6R
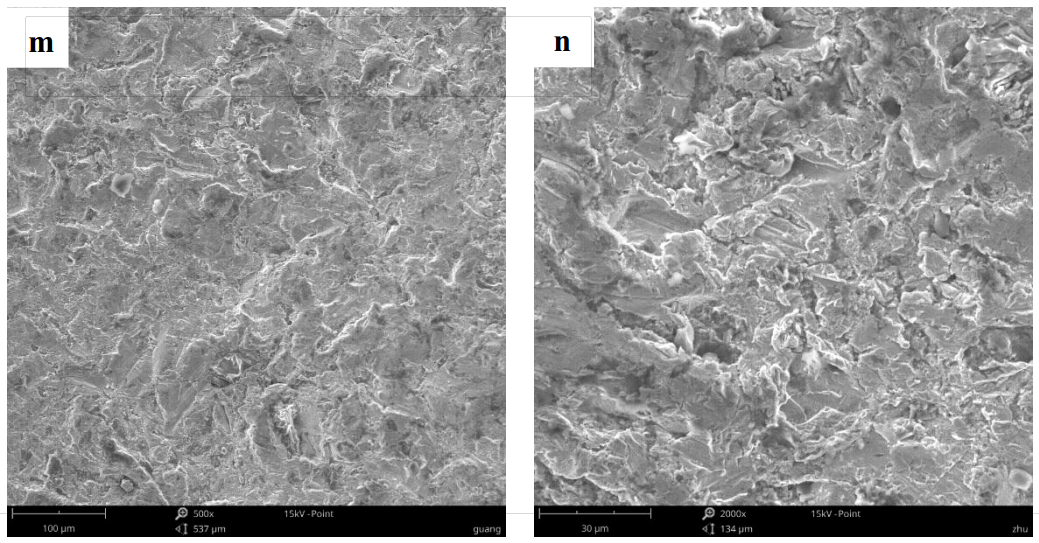
Obr. 5-5 Morfologie opotřebovaného povrchu různých ocelových slitin s vyzdívkou pod nárazovou energií 9 J (m) (n) 7R
Závěrem lze říci, že při zkoušce abrazivním opotřebením při korozi nárazem při energii nárazu 9j jsou některé vzorky hlavně mikrořeznými mechanismy opotřebení a některé vzorky jsou hlavně unavenými mechanismy opotřebení odlupováním. Odolnost vzorků proti nárazové erozi je určena dvěma mechanismy, a to tvrdostí a houževnatostí. Podle výsledků zkoušek má nízkolegovaná ocel s vysokým obsahem uhlíku žíhaná na 1000 ° C, normalizovaná na 950 ° C a temperovaná na 570 ° C dobrou shodu mezi tvrdostí a houževnatostí a houževnatost je nejlepší, takže odolnost proti rázovému opotřebení je nejlepší . Podšívková deska z kompozitního materiálu s matricí z oceli s vysokým obsahem manganu může při určité nárazové energii dosáhnout určitého vytvrzení a za těchto podmínek se zvýší její odolnost proti opotřebení a odolnost proti korozi. Tento výsledek je v souladu s výsledkem úbytku hmotnosti oděrem.
5.2.3 Účinek kalení legovaných ocelí odolných proti opotřebení při energii nárazu 9 J
Obrázek 5-6 ukazuje křivky opotřebení a zpevnění nízkolegované korozivzdorné oceli s vysokým obsahem uhlíku, vložky z bainitové oceli, vložky z perlitové oceli a kompozitní obkladové desky z vysoce manganové oceli s energií nárazu 9j. Z obrázku je patrné, že za podmínky energie nárazu 9j mají různé legované oceli odolné proti opotřebení určitý stupeň zpevňovací schopnosti. Čím blíže k opotřebenému povrchu, tím lepší je účinek kalení; čím dále od opotřebovaného povrchu, tím horší je účinek kalení; rychlost kalení matricového kompozitu z oceli s vysokým obsahem manganu je největší a pracovní kalení je tvrdé Po žíhání při 1000 ° C, kalení oleje při 950 ° C a temperování při 250 ° C je nejvyšší tvrdost nízkolegované oceli s vysokým obsahem uhlíku. tvrdost nízkolegované oceli s vysokým obsahem uhlíku žíhané na 1000 ℃ a normalizované na 950 ℃ a temperované na 570 ℃ je pouze horší než tvrdost žíhané na 1000 ℃, olej kalený při 950 ℃ a temperovaný při 250 ℃. První má však lepší houževnatost než druhá a má poměrně vysokou tvrdost. Proto je první žíhán při 1000 ℃ za podmínky energie nárazu 9j + Výsledky ukazují, že odolnost proti opotřebení nízko uhlíkové nízkolegované oceli normalizované na 950 ℃ a temperované na 570 ℃ je nejlepší, což je v souladu s výsledkem analýzy kvality korozního opotřebení.
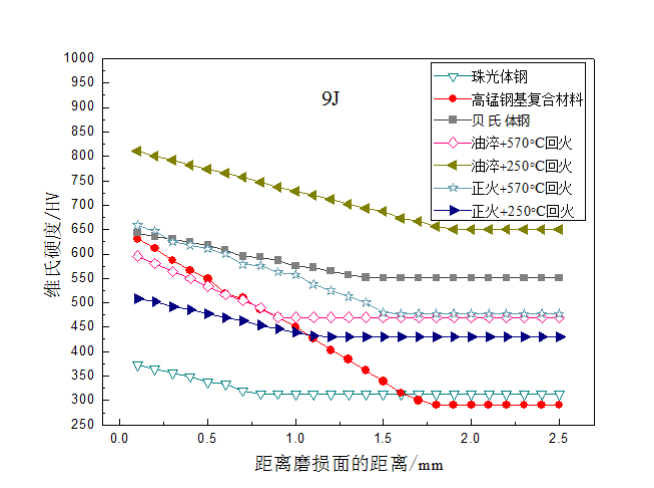
Obr. 5-6 Křivky deformačního zpevnění různých ocelí s obložením ze slitin s rázovou energií 9 J
5.3 Výsledky
Vysoce uhlíková nízkolegovaná ocel odolná proti opotřebení se složením Fe 93.50%, C 0.65%, Si 0.54%, Mn 0.97%, Cr 2.89%, Mo 0.35%, Ni 0.75% a N 0.10% byla ošetřena čtyřmi různými tepelné úpravy. Byly provedeny zkoušky nárazovým korozním abrazivním opotřebením tepelně zpracované nízkolegované oceli s vysokým obsahem uhlíku, vložky z bainitové oceli, kompozitní vložky z matné oceli s vysokým obsahem manganu a vložky z perlitové oceli:
- Při zkoušce abrazivním opotřebením při nárazové korozi při energii nárazu 4.5 J je odolnost proti opotřebení bainitickou ocelovou vložkou z bainitové oceli> 1000 ℃ žíhání + 950 ℃ normalizace + 570 ℃ temperovaná nízko uhlíková nízkolegovaná ocel> 1000 ℃ žíhání + 950 ℃ kalení oleje + 250 ℃ tvrzená nízkolegovaná ocel s nízkým obsahem uhlíku> vložka z perlitové oceli> 1000 ℃ žíhání + 950 ℃ normalizace + 250 ℃ temperovaná nízkolegovaná ocel s vysokým obsahem uhlíku> 1000 ℃ žíhání + 950 ℃ kalení oleje + 570 high temperované s vysokým obsahem uhlíku legovaná ocel> kompozitní obkladová deska s matricí z vysoce manganové oceli. Výsledky ukazují, že úbytek hmotnosti legované oceli se časem zvyšuje a téměř lineárně.
- Při energii nárazu 4.5j jsou součástí vzorků hlavně mikrořezné mechanismy opotřebení, některé vzorky jsou hlavně unavené mechanismy opotřebení odlupující se a některé vzorky mají oba mechanismy opotřebení. Nízkolegované oceli s vysokým obsahem uhlíku žíhané na 1000 ℃ a normalizované na 950 ℃ a temperované na 570 ℃, vysoce uhlíkové nízkolegované oceli žíhané na 1000 ℃ a normalizované na 950 ℃ a temperované na 250 ℃, vložky z bainitové oceli a kompozitní obložení z matné oceli s vysokým obsahem manganu jsou hlavně mikrořezný mechanismus, doplněný mechanismem opotřebení způsobeným únavou. Mechanismus odlupování únavy nízkolegované oceli s vysokým obsahem uhlíku žíhaný při 1000 ℃, olej kalený při 950 ℃ a popouštěný při 570 ℃ a žíhaný při 1000 ℃ + olej kalený při 950 ℃ a popouštěný při 250 ℃ jsou hlavně mechanismy odlupování únavy, doplněné mikrořezný mechanismus. Mechanismus únavového odlupování a mikrořezání je stejně důležitý pro vložku z perlitové oceli.
- Při zkoušce abrazivním opotřebením při nárazové korozi při nárazové energii 9j je odolnost proti opotřebení při korozi rázem následující: 1000 ℃ žíhání + 950 ℃ normalizace + 570 ℃ temperování nízkolegované oceli s nízkým obsahem uhlíku> bainitová ocelová vložka ≥ 1000 ℃ žíhání + 950 ℃ kalení oleje + 570 ℃ rekuperace Nízkolegovaná ocel s vysokým obsahem uhlíku žíhaná na 1000 ℃, olej kalený na 950 ℃ a temperovaný na 250 ℃ pro nízkolegovanou ocel s vysokým obsahem uhlíku ≥ matná kompozitní vložka z vysoce manganové oceli> 1000 ℃ žíhání + 950 ℃ normalizace + 250 ℃ temperování nízkolegované oceli s nízkouhlíkovou ocelí ≥ vložka z perlitové oceli. Výsledky ukazují, že úbytek hmotnosti legované oceli se časem zvyšuje a téměř lineárně.
- Při energii nárazu 9j jsou některé vzorky převážně mikrořeznými mechanismy opotřebení a některé vzorky mechanismy opotřebení odlupujícími únavu. Nízkolegované oceli s vysokým obsahem uhlíku žíhané na 1000 ℃ a normalizované na 950 ℃ a temperované na 570 ℃, vysoce uhlíkové nízkolegované oceli žíhané na 1000 950 a normalizované na 250 ℃ a temperované na 1000 ℃, vysoce uhlíkové nízkolegované oceli žíhané na 950 ℃ a olej kalený na 570 ℃ a temperovaný na 1000 ℃, vložky z bainitové oceli a kompozitní obložení z matné oceli z manganové oceli jsou hlavně mikrořezný mechanismus, doplněný mechanismem opotřebení způsobeným únavou. V únavovém odlupovacím mechanismu obložení z nízkolegované oceli s nízkouhlíkovou ocelí a perlitové oceli žíhané na 950 ℃ a oleji kaleném na 250 ℃ a temperovaném na XNUMX ℃ dominuje únavový odlupovací mechanismus doplněný mikrořezným mechanismem.
- Při energii nárazu 4.5 J a 9 J není zřejmá koroze všech vzorků. Za zkušebních podmínek je odolnost těchto vzorků proti korozi dobrá.
6.0 Výzkum výsledků korozivzdorné slitinové oceli SAG Mill Liners
V tomto příspěvku jsou jako pozadí použity nárazová koroze a abrazivní opotřebení vložek mlýna poloautogenního mlýna, a to pomocí metalografického mikroskopu Lycra, muflové pece, testeru tvrdosti a XRD. Účinky tepelného zpracování na mikrostrukturu, tvrdost , energie absorbovaná nárazem, výsledky zkoušek tahem a rázové koroze abrazivním opotřebením nízkolegované oceli s vysokým obsahem uhlíku byly studovány pomocí difraktometru, přístrojového rázového zkušebního stroje, tahového zkušebního stroje, zkoušečky rázové koroze a skenovacího elektronového mikroskopu. Současně jsou studovány také nové vložky z bainitové legované oceli, nové vložky z kompozitní legované oceli z vysoce manganové oceli a vložky z legované oceli z perlitové slitiny. Hlavní závěry jsou následující:
- Po žíhání při 1000 ° C, normalizaci na 950 ° C a temperování při 570 ° C, byla mikrostruktura nízkolegované oceli s vysokým obsahem uhlíku odolná proti opotřebení o složení C 0.65%, Si 0.54%, Mn 0.97%, Cr 2.89%, Mo 0.35% , Ni 0.75% a N 0.10% je perlit. Nízkolegovaná ocel s vysokým obsahem uhlíku žíhaná na 1000 ℃ a normalizovaná na 950 ℃ a temperovaná na 250 ℃ má také perlitovou strukturu. Avšak struktura perlitu první má tendenci být sféroidizována a její komplexní vlastnosti jsou lepší než druhá. Mikrostruktura nízkolegované oceli s vysokým obsahem uhlíku žíhaná na 1000 ° C, olej kalený na 950 ° C a temperovaný na 570 ° C je temperovaný sorbit s martenzitovou orientací. Nízkolegovaná ocel s vysokým obsahem uhlíku žíhaná na 1000 at, olej kalený na 950 ℃ a temperovaný na 250 ℃ je temperovaný martenzit. Nízkolegovaná ocel s vysokým obsahem uhlíku žíhaná na 1000 ℃, olej kalený na 950 ℃ a temperovaný na 250 ℃ má nejvyšší tvrdost podle Rockwella (57.5 HRC). Nízkolegovaná ocel s vysokým obsahem uhlíku žíhaná na 1000 ° C, normalizovaná na 950 ° C a temperovaná na 570 ° C, má nejvyšší energii pohlcování nárazu (8.37j) a nejlepší houževnatost. Výsledky zkoušky tahem ukazují, že pevnost nízkolegované oceli s vysokým obsahem uhlíku (# 3) žíhaná při 1000 ° C, olej kalený při 950 ° C a temperovaný při 570 ° C má nejlepší pevnost (RM: 1269 MPa) Výsledky zkoušky tahem také ukazují, že prodloužení po lomu δ z nízkouhlíkové nízkolegované oceli (# 1) žíhané při 1000 ℃, normalizované na 950 ℃ a temperované na 570 ℃ má maximální prodloužení po lomu (14.31%) a zlomenina je tvárná zlomenina.
- Výsledky ukazují, že mikrostruktura vložky z bainitické oceli je černý jehlovitý spodní bainit a část peří podobného horního bainitu a tvrdost je 51.7 HRC. Po zkušební aplikaci se tvrdost vložky zvýší o 50 HV, hloubka vytvrzení je 10 mm a absorpce nárazové energie V-zářezu je 7.50 J. Kompozitní vložka s matricí z vysoce manganové oceli je kompozitní materiál s austenitem struktura jako matice a karbid jako druhá fáze. Tvrdost vložky je 26.5 HRC a nejvyšší tvrdost vložky je 667 HV (58.7 HRC), hloubka kalení je 12 mm, energie absorbovaná nárazem standardního u-zářezu je 87.70 J a rázová zlomenina povrch je tvárná zlomenina. Tažnost po zlomenině je 9.20% a tahová zlomenina je smíšená zlomenina. Pevnost v tahu a mez kluzu vložky jsou 743 MPa, respektive 547 MPa. Mikrostruktura vložky z perlitové oceli má strukturu černého a bílého perlitu a tvrdost je 31.3 HRC. Po zkušebním použití není zjevný fenomén vytvrzování práce. Energie absorbovaná nárazem standardního V-zářezu z perlitové ocelové vložky je 6.00 J a povrchem lomu je plastická lomová mikrolokační a makrolomitá lomová vrstva. Tažnost po lomu z perlitové ocelové vložky je 6.70% a tahová lom je křehký lom. Pevnost v tahu a mez kluzu vložky z perlitové oceli jsou 766 MPa a 420 MPa.
- Při 4.5j Při zkoušce abrazivním opotřebením při nárazové korozi při nárazové energii je odolnost proti opotřebení při korozi proti korozi bainitickou ocelovou podšívkou> 1000 ℃ žíhání + 950 ℃ normalizace + 570 ℃ temperovaná nízkolegovaná ocel s vysokým obsahem uhlíku> 1000 ℃ žíhání + 950 ℃ olej kalení + 250 ℃ kalená nízkolegovaná ocel s nízkým obsahem uhlíku> vložka z perlitové oceli> 1000 ℃ žíhání + 950 ℃ normalizace + 250 ℃ temperovaná nízkolegovaná ocel s vysokým obsahem uhlíku> 1000 ℃ žíhání + 950 ℃ kalení oleje + 570 nízkolegovaná ocel s vysokým obsahem uhlíku v temperovaném stavu > kompozitní obkladová deska s matricí z vysoce manganové oceli. Nízkolegované oceli s vysokým obsahem uhlíku žíhané na 1000 ℃ a normalizované na 950 ℃ a temperované na 570 ℃, vysoce uhlíkové nízkolegované oceli žíhané na 1000 ℃ a normalizované na 950 ℃ a temperované na 250 ℃, vložky z bainitové oceli a kompozitní obložení z matné oceli s vysokým obsahem manganu jsou hlavně mikrořezný mechanismus, doplněný mechanismem opotřebení způsobeným únavou. Mechanismus odlupování únavy nízkolegované oceli s vysokým obsahem uhlíku žíhaný při 1000 ℃, olej kalený při 950 ℃ a popouštěný při 570 ℃ a žíhaný při 1000 ℃ + olej kalený při 950 ℃ a popouštěný při 250 ℃ jsou hlavně mechanismy odlupování únavy, doplněné mikrořezný mechanismus. Mechanismus odlupování únavy a mikrořezný mechanismus jsou pro vložku z perlitové oceli stejně důležité.
- Při zkoušce abrazivním opotřebením při nárazové korozi při nárazové energii 9j je odolnost proti opotřebení při korozi rázem následující: 1000 ℃ žíhání + 950 ℃ normalizace + 570 ℃ temperování nízkolegované oceli s nízkým obsahem uhlíku> bainitová ocelová vložka ≥ 1000 ℃ žíhání + 950 ℃ kalení oleje + 570 ℃ rekuperace Nízkolegovaná ocel s vysokým obsahem uhlíku žíhaná na 1000 ℃, olej kalený na 950 ℃, temperovaný na 250 ℃, nízkolegovaná ocel s vysokým obsahem uhlíku ≥ matná kompozitní podšívka z vysoce manganové oceli> 1000 ℃ žíhání + 950 ℃ normalizace + 250 ℃ temperování nízkouhlíkové nízkolegované oceli ≥ perlitová vložka. Nízkolegované oceli s vysokým obsahem uhlíku žíhané na 1000 ℃ a normalizované na 950 ℃ a temperované na 570 ℃, vysoce uhlíkové nízkolegované oceli žíhané na 1000 ℃ a normalizované na 950 ℃ a temperované na 250 ℃, vysoce uhlíkové nízkolegované oceli žíhané na 1000 ℃ a olej kalený na 950 ℃ a temperovaný na 570 ℃, vložky z bainitové oceli a kompozitní obložení z matné oceli z manganové oceli jsou hlavně mikrořezný mechanismus, doplněný mechanismem opotřebení způsobeným únavou. V únavovém odlupovacím mechanismu obložení z nízkolegované oceli s nízkouhlíkovou ocelí a perlitové oceli žíhané na 1000 ℃ a oleji kaleném na 950 ℃ a temperovaném na 250 ℃ dominuje únavový odlupovací mechanismus doplněný mikrořezným mechanismem.
- Při energii nárazu 4.5j a 9j není koroze všech vzorků zjevná a korozní odolnost všech vzorků je za zkušebních podmínek lepší.
