Proces výroby foukacích tyčí s vysokým obsahem chromu
Velký rázový drtič má výhody jednoduché konstrukce, velkého poměru drcení a vysoké účinnosti. Je široce používán v těžebním, cementářském, hutním, elektrickém, žáruvzdorném, sklářském a chemickém průmyslu. Vyfukovací tyč je jedním z klíčů a snadno se nosí části podléhající opotřebení drtiče velkého rázového drtiče. Je připevněn k rotoru drtiče klínem. Když drtič pracuje, vysokorychlostní rotující rotor pohání foukací tyč, aby dopadla na zlomenou rudu lineární rychlostí 30 ~ 40 m / s. Rudný blok je menší než 1500 XNUMX mm, opotřebení je velmi vážné a síla nárazu je velmi velká. Odolnost proti abrazi a nárazu.
I když tradiční ocel s vysokým obsahem manganu, vysoká houževnatost, ale ne vysoká odolnost proti opotřebení, také opotřebení. I když má obyčejná litina s vysokým obsahem chromu vysokou tvrdost, není tvrdá a snadno se rozbije. Zaměřené na pracovní podmínky a konstrukční vlastnosti velkých nárazových drtičů rázového drtiče. vyvinuli jsme desku s ultravysokou chromovou litinou s vysokou komplexní odolností proti opotřebení na základě stávající běžné obyčejné litiny s vysokým obsahem chromu optimalizací designu složení a procesu tepelného zpracování. Životnost foukacích tyčí s vysokým obsahem chrómu je více než 3krát vyšší než u běžné oceli s vysokým obsahem manganu.
Chemické složení vysoce chromovaných tyčí
Uhlíkový prvek
Uhlík je jedním z klíčových prvků, které ovlivňují mechanické vlastnosti materiálů, zejména jejich tvrdost a rázovou houževnatost. Tvrdost materiálu se významně zvyšuje se zvyšujícím se obsahem uhlíku, zatímco rázová houževnatost se významně snižuje. Se zvyšováním obsahu uhlíku se zvyšuje počet karbidů v litině s vysokým obsahem chrómu, zvyšuje se tvrdost, zvyšuje se odolnost proti opotřebení, ale snižuje se houževnatost. Za účelem dosažení vyšší tvrdosti a zajištění dostatečné houževnatosti je obsah uhlíku navržen na 2.6% až 3.0%.
Chromový prvek
Chrom je hlavním legujícím prvkem litiny s vysokým obsahem chromu. Jak se zvyšuje počet chromu, mění se typ karbidů a forma karbidů přechází z MC3 na M7C3 a M23C6. Z karbidů má M7C3 nejvyšší tvrdost a mikrotvrdost může dosáhnout HV1300 ~ 1800. Jak se zvyšuje množství chromu rozpuštěného v matrici, zvyšuje se množství zadrženého austenitu a tvrdost klesá. Aby byla zajištěna vysoká odolnost proti opotřebení, je možné získat Cr / C = 8 ~ 10, větší počet eutektických karbidů M7C3 se zlomenou sítí; mezitím, aby se dosáhlo vyšší houževnatosti, je obsah chromu navržen na 25% ~ 27%.
Prvek molybdenu
Část molybdenu se rozpustí v matrici ve vysoce chromové litině, aby se zlepšila kalitelnost; jeho část tvoří karbidy MoC, což zlepšuje mikrotvrdost. Kombinované použití molybdenu, manganu, niklu a mědi zajistí lepší kalitelnost silnostěnných dílů. Vzhledem k tomu, že foukací tyč je silná, vzhledem k tomu, že cena ferromolybdenu je dražší, je obsah molybdenu řízen od 0.6% do 1.0%.
Prvek nikl a měď
Nikl a měď jsou hlavními prvky matrice zpevňující tuhé roztoky, které zlepšují kalitelnost a houževnatost chromové litiny. Oba jsou prvky, které netvoří karbid, a všechny se rozpouštějí na austenit ke stabilizaci austenitu. Když je množství velké, zvyšuje se množství zadrženého austenitu a klesá tvrdost. S ohledem na výrobní náklady a omezenou rozpustnost mědi v austenitu je obsah niklu řízen mezi 0.4% a 1.0% a obsah mědi je řízen mezi 0.6% a 1.0%.
Prvek křemíku a manganu
Křemík a mangan jsou konvenční prvky v litině s vysokým obsahem chromu a jejich hlavní rolí je deoxidace a odsíření. Křemík snižuje tvrditelnost, ale zvyšuje bod Ms. Současně křemík brání tvorbě karbidů, což vede k podpoře grafitizace a tvorby feritu. Obsah je příliš vysoký a tvrdost matice je výrazně snížena. Proto je obsah křemíku řízen mezi 0.4% a 1.0%. Mangan rozšiřuje oblast austenitické fáze vysoce chromové litiny, pevně se rozpouští v austenitu, zlepšuje kalitelnost a snižuje teplotu transformace martenzitu. Se zvyšujícím se obsahem manganu se zvyšuje množství zadrženého austenitu, snižuje se tvrdost a ovlivňuje se odolnost proti oděru. Proto je obsah manganu regulován na 0.5% až 1.0%.
Další prvky
S. P je škodlivý prvek a jeho produkce je obecně kontrolována pod 0.05%. RE, V, Ti atd. Se přidávají jako kompozitní modifikátory a očkovací látky k rafinaci zrn, čištění hranic zrn a zlepšení rázové houževnatosti litiny s vysokým obsahem chromu.
| Chemické složení vysoce chromovaných tyčí | ||||||||
| C | Cr | Mo | Ni | Cu | Si | Mn | S | P |
| 2.6 3.0 ~ | 25 28 ~ | 0.6 1.0 ~ | 0.4 1.0 ~ | 0.6 1.0 ~ | 0.4 1.0 ~ | 0.5 1.0 ~ | ≤0.05 | ≤0.05 |
Proces odlévání tyčí s vysokým obsahem chromu
Proces modelování
Výkresy chromové tyče, hmotnost: 285 kg, velikost: viz níže. K zajištění instalačních požadavků foukací lišty je deformace rovinné ohybu foukací lišty ≤ 2 mm. Protože povrch foukací lišty je extrémně vysoký, nesmí na něm být žádné prohlubně nebo výčnělky. Aby byla zajištěna hustota odlitku, používáme vysokopevnostní lití do pryskyřice s lineárním smrštěním 2.4 ~ 2.8%. Poměr průřezu vtokového systému je navržen podle ΣF uvnitř: ΣF vodorovně: ΣF rovně = 1: 0.75: 1.1 Přijímá horizontální formování a šikmé lití a současně pomáhá stoupačce ohřevu a teploty a přímému vnějšímu chlazení. Výtěžek procesu je řízen na 70% ~ 75%.
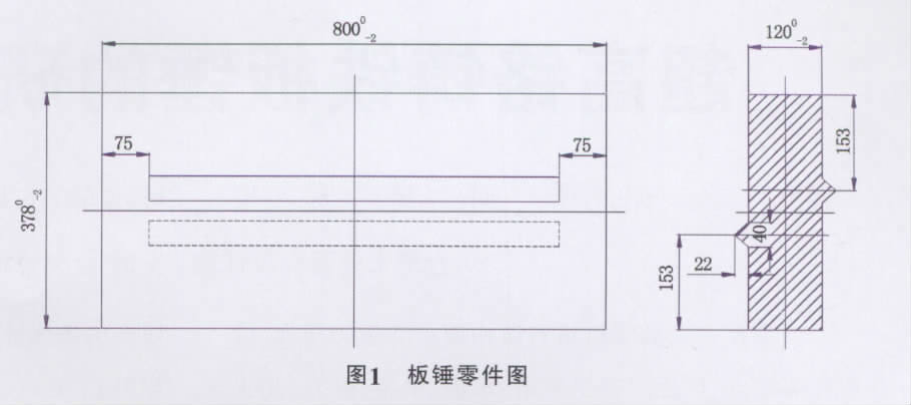
Kresby vysokofrekvenční tyče
Během zkušebního výrobního procesu jsme přijali tři procesy modelování z obr. 2, obr. 3 a obr. 4. Po odlití a broušení bylo zjištěno, že kladivo vyrobené postupem podle obr. 2 a obr. 3 má různé stupně povrchu deprese a deformace v ohybu. Metoda zvýšení stoupačky nemůže vyloučit povrchový pokles a deformaci v ohybu, což nesplňuje požadavky na instalaci. Na základě shrnutí zkušeností se zkušební výrobou procesu formování na Obrázku 2 a Obrázku 3 jsme se rozhodli použít postup horizontálního formování s nakloněným litím zobrazený na Obrázku 4. Povrch kladiva po odlití a broušení nemá žádné prohnutí a ohnutí deformace a deformace je ≤ 2 mm. Splňte požadavky na instalaci. Specifický výrobní proces je následující: Poté, co je písková forma vyrobena vodorovně, je jeden konec pískové formy zvednut do určité výšky, aby vytvořil určitý úhel náklonu. (Ve skutečné výrobě je úhel pískové formy obecně určen podle tvaru, hmotnosti a strukturálních charakteristik odlitku. Úhel sklonu je obecně řízen mezi 8 ° ~ 20 °). Roztavené železo je přiváděno z brány a roztavené železo nejprve vstupuje do dutiny, aby dosáhlo nejnižšího bodu. Nejprve tuhne chladicím účinkem externě chlazeného železa. Pod vysokým tlakem stoupačka dosáhne svého maxima, když je naplněna roztaveným železem, a stoupačka nakonec tuhne, aby se dosáhlo postupného tuhnutí, čímž se získá odlitek s hustou strukturou a bez smršťování.
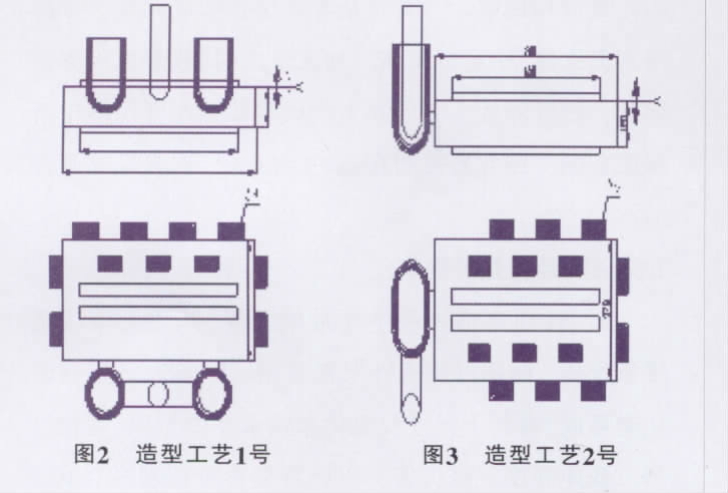
Proces modelování: Obrázek 2 a Obrázek 3
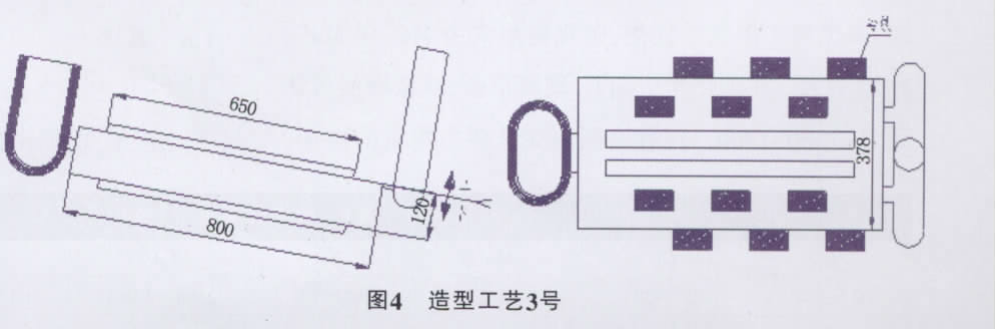
Proces modelování Obrázek 4
Proces lití
Pro tavení se používá 1000 1 kg středofrekvenční elektrická pec (obložení pece z křemenného písku). Před tavením se přidává kompozitní struskový prostředek z vápence + rozbité sklo. Po roztavení většiny vsázky se odstraní struska, poté se k deoxidaci přidá ferosilikon a feromangan a vloží se hliník v množství 1 kg / t. Po konečné dezoxidaci se drát vypustí z pece a teplota tání se reguluje mezi 500 1 ° C a 550 XNUMX ° C.
Abychom dále zlepšili komplexní odolnost deskového kladiva proti oděru, zlepšujeme morfologii karbidů litiny s vysokým obsahem chrómu prostřednictvím procesů kompozitní úpravy a očkování, snižujeme inkluze, čistíme roztavené železo, rafinovaná zrna a zvyšujeme konzistenci křížového struktura profilu a výkon silných a těžkých odlitků. Specifická operace je: předehřejte naběračku na 400 ℃ ~ 600 ℃, přidejte do pánve před nalitím určité množství kompozitního modifikátoru Re-A1-Bi-Mg a kompozitního očkovadla V-Ti-Zn a nalijte roztavené železo po strusce Při postřiku se zbytková struska rychle agreguje, aby se roztavené železo dále čistilo, a současně se vytvoří tepelně izolační povlak, který usnadní odlévání. Roztavené železo se nechá sedatovat po dobu 2 až 3 minut a teplota nalití se reguluje mezi 1380 ° C a 1420 ° C.
Proces tepelného zpracování vysoce chromovaných tyčí
Během vysokoteplotního kalení a zahřívání ultravysoké chromové litiny se rozpustnost slitinových prvků v austenitu zvyšuje se zvyšující se teplotou. Když je kalicí teplota nízká, v důsledku nízké rozpustnosti uhlíku a chrómu v austenitu se během uchování tepla vysráží více sekundárních karbidů. Ačkoli většinu austenitu lze přeměnit na martenzit, obsah uhlíku v austenitu a obsah legujících prvků jsou nízké, takže tvrdost není vysoká. Se zvyšováním kalicí teploty, čím vyšší je obsah uhlíku a obsah slitiny v austenitu, tím tvrdší je martenzit vytvořený po transformaci, a proto se zvyšuje kalicí tvrdost. Když je kalicí teplota příliš vysoká, obsah uhlíku a slitiny ve vysokoteplotním austenitu jsou příliš vysoké, stabilita je příliš vysoká, čím vyšší je rychlost ochlazování, tím méně sekundárních karbidů se vysráží, tím více je zadržen austenit a kalicí tvrdost Čím nižší je. S nárůstem doby kalení a doby držení se nejprve zvyšuje a poté snižuje makro tvrdost ultravysoké chromové litiny. Vliv doby austenitizace na tvrdost ultravysoké chromové litiny je v podstatě účinek srážení sekundárních karbidů, blízkost rozpouštěcí reakce a rovnovážného stavu na obsah uhlíku a obsah slitiny vysokoteplotního austenitu. Poté, co se litá ultravysoká chromová litina zahřeje na austenitizační teplotu, přesycené uhlíkové a slitinové prvky v austenitu se vysráží jako sekundární karbidy, což je proces difúze. Pokud je doba zdržení příliš krátká, množství srážení sekundárních karbidů je příliš malé. Protože austenit obsahuje více uhlíku a legujících prvků, je stabilita příliš vysoká. Transformace martenzitu je během kalení neúplná a tvrdost kalení je nízká. Se zvyšováním doby výdrže se zvyšuje množství srážení sekundárních karbidů, snižuje se stabilita austenitu, zvyšuje se množství martenzitu vytvořeného během kalení a zvyšuje se kalící tvrdost. Po určité době udržování dosáhne obsah uhlíku a obsah slitiny v austenitu rovnováhy. Pokud budete pokračovat v prodlužování doby zdržení, austenitická zrna se stanou hrubšími, což má za následek zvýšení množství zadrženého austenitu a snížení tvrdosti kalení.
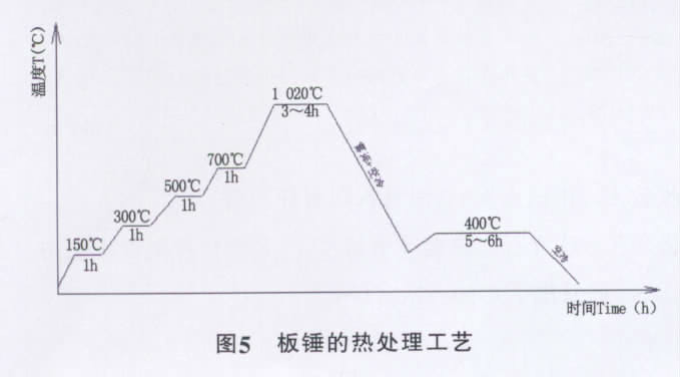
Podle národní normy, GB / T 8263-1999 specifikace tepelného zpracování „proti opotřebení bílé litiny“, odkaz na referenční materiály, srážení sekundárního karbidu a teplota kalení rozpouštění, teplota popouštění a doba zdržení jsou určeny ke stanovení maximální hmotnost deskového kladiva Nejlepší proces tepelného zpracování je: 1 020 ° C (uchování tepla po dobu 3 ~ 4 h), vysokoteplotní kalení mlhou, chlazení vzduchem po 3 ~ 5 min a temperování při vysoké teplotě při 400 ° C (teplo konzervace po dobu 5 ~ 6 hodin, chlazení difúzním vzduchem na pokojovou teplotu). Struktura matice po kalení a popouštění je temperovaný martenzit + eutektický karbid M7C3 + sekundární karbid + zbytkový austenit.
Protože tyče s vysokým obsahem chromu jsou silné a těžké, aby se zajistilo, že odlitek během tepelného zpracování nepraská, je použito postupné zahřívání. Po tepelném zpracování deskového kladiva je tvrdost 58 ~ 62 HRC a rázová houževnatost je až 8.5 J / cm2 (10 mm × 10 mm × 55 mm nezasunutý vzorek).
Vysoce chromované foukací tyče, tepelné zpracování
Zpětná vazba vyfukovacích tyčí s vysokým obsahem chromu
- Z horizontálního odlitku se vyrábí šikmé lití, pomocné topné izolační stoupačky a přímé externí chladicí žehličky. Povrch kladiva je bez prohlubní a výstupků. Ohybová deformace je menší nebo rovna 2 mm.
- Nejlepším procesem tepelného zpracování foukací tyče je 1 020 ° C (uchování tepla 3 ~ 4 hodiny), vysokoteplotní kalení mlhou, chlazení vzduchem po 3 ~ 5 minutách a vysokoteplotní temperování při 400 ° C (uchování tepla 4 ~ 6 hodin, difúzní) chlazení vzduchem na pokojovou teplotu). Tvrdený martenzit + eutektický karbid M7C3 + sekundární karbid + zadržený austenit. Tvrdost po tepelném zpracování je 58 ~ 62 HRC a rázová houževnatost je 8.5 J / cm2.
- Vyfukovací tyče s vysokým obsahem chromu prodlužují životnost třikrát více než vyfukovací tyče pro lití z manganové oceli
