Abstraktní
Na základě zhoršení opotřebení desek drtiče čelisti v dole Xinkaiyuan byly analyzovány způsoby selhání opotřebení desek čelistí, byly odhaleny hlavní důvody vážného opotřebení desek drtiče čelistí , tento článek dále analyzoval zákony opotřebení čelistních desek drtič čelistí simulací drcení rud čelistních desek čelistního drtiče pomocí samostatného softwaru EDEM , a prozkoumání vlivu úhlu mezery drtiče, rychlosti plnění a obsahu vlhkosti rudy na opotřebení čelistních desek.
Výsledky analýzy povrchové morfologie desek čelistí odpadu pomocí optického mikroskopu ukazují, že mechanismem opotřebení desek čelistních drtičů je souběžné opotřebení sekáče, únavové opotřebení a korozní opotřebení. Desky drtiče čelistí jsou silně naráženy a vytlačovány rudami, povrch čelistních desek je sekán a velmi řezán. Desky čelistí vykazují vážnou plastickou deformaci, včetně velmi hlubokého poškrábání, kompaktních drážek a velkoplošných jám. Opotřebení řezného sekáče je hlavním režimem opotřebení čelisťových desek. Desky čelistí jsou dlouhodobě opakovaně naráženy a vytlačovány, což způsobuje kontaktní únavu, objevuje se únavová trhlina a šíření trhlin, což vede k křehkému lomu, únavové opotřebení je jedním z režimů opotřebení čelistních desek. Kromě toho voda v rudách pro potlačení prachového postřikovače na místě kontaktu s čelistními deskami, což ve vzduchu představuje složité chemické reakce, které způsobují oxidační korozi ,, což má za následek to, že se povrchový materiál čelisti objevil a otřel, nová koroze kovového povrchu pokračuje, což zhoršuje opotřebení čelistních desek.
Pomocí rentgenového spektrometru OBLF-1000 k detekci chemického složení pohyblivých čelistních desek a fixních čelisťových desek je obsah slitinových prvků Mn vyšší než 10%, což znamená, že čelisťové desky jsou z vysoce manganové oceli. Zkouška tvrdosti otěruvzdorných částí čelistních desek v různých hloubkách testerem mikrotvrdosti HV-1000 ukazuje, že čelistní desky mají vysokou tvrdost na povrchu a zjevný gradient tvrdnutí do hloubky ,, což znamená, že čelistní desky mají dobrý účinek při kalení a vysokou odolnost proti opotřebení .
Podle GB / T 17412.1-1998 a GB / T23561.7-2009 tento dokument detekoval mineralogické složení a pevnost v tlaku rud ze dvou dolů ,, které jsou před a po těžbě změněny v dole Xinkaiyuan. V kombinaci s životností čelistních desek mají rudy, které obsahují více tvrdé fáze, větší pevnost v tlaku, jsou těžší zlomené, což způsobuje rychlejší opotřebení čelistních desek a kratší životnost, což odhaluje hlavní důvod vážného opotřebení čelistních desek v Xinkaiyuan je změna složení a povaha krmných rud.
Stanovení modelu geometrie drtiče a modelu rudy Metodou diskrétních prvků a softwarem EDEM, podle drtiče čelistí kyvadla PE900 × 1200 a vlastností rud z Xinkaiyuan, simulujícího drtiče čelistí k rozbíjení rud, získalo normální rozdělení síly a rozdělení tangenciální síly pohybující se čelistní deska v 1s, 1.5s, 2s, 2.5s v simulačním čase. Na základě silových charakteristik v různých částech povrchu pohyblivé čelistní desky je čelistní deska rozdělena do čtyř oblastí, protože H, M, ML a L: H je kontaktní zóna krmení rud, která je primárně ovlivněna rudami s určitým počáteční rychlost. M a ML je oblast, ve které jsou drceny rudy, ruda je drcena hlavně v této oblasti, je vymačkávána a řezána společně. L je výbojová zóna, tato oblast je nejen vytlačována, ale také existuje kluzné tření.
Výsledky simulace ukazují maximální normální sílu v různých oblastech na desce pohyblivé čelisti: H 1.53 × 104N, M 6.21 × 106N, ML 6.65 × 106N, L 6.33 × 106N, maximální tangenciální síla: H9.2 × 102N, M 4.53 × 106N, ML 5.78 × 106N, L 5.98 × 106N. Při srovnání maximální normální síly a maximální tangenciální síly v kombinaci s analýzou povrchové morfologie dílů podléhajících opotřebení čelistní desky je H vystavena velké normální síle, což naznačuje, že tato oblast je obvykle dlouhodobě ovlivňována rudou, snadno se tvoří únavová trhlina a objevuje se únavové opotřebení. M, ML a L jsou hlavní drtící oblast na desce s pohyblivými čelistmi, rudy jsou rozdrceny tlakovým i smykovým tlakem z čelistních desek. Tato regionální normální síla je větší než tangenciální síla, což naznačuje, že drtič čelistí je založen hlavně na stlačení k rozdrcení rud a broušení jako vedlejší roli. Hlavním režimem opotřebení čelistních desek je opotřebení sekáče.
Simulace vlivu úhlu štěrbiny drtiče, rychlosti plnění, obsahu vlhkosti rud na sílu pohybující se čelistní desky, H je vystavena větší tangenciální síle s tím, že úhel štěrbiny se zmenšuje, přičemž existuje významně řezný účinek, zatímco M a ML jsou vystaveny větší normální síla, čím větší je opotřebení třísek. Se zvyšující se rychlostí plnění jsou ML a L pohyblivých čelisťových desek vystaveny větší tangenciální síle, což vede k vážnému opotřebení řezání. Obsah vlhkosti v rudě stěží ovlivňuje sílu desky pohyblivé čelisti. Avšak korozní opotřebení způsobené vodou je důležitým faktorem pro podporu opotřebení vývoje čelistních desek.
Prostřednictvím výše uvedených analytických programů navržených ke zvýšení odolnosti čelistních desek proti opotřebení: vývoj modulární čelisťové desky v kombinaci s deskou H, deskou M, deskou ML a deskou L se čtyřmi deskami, každá deska byla určena zákonem silových charakteristik v různé oblasti, jako je například jiný materiál odolný proti opotřebení. Může zlepšit opotřebení sekacích čelistních desek snížením úhlu mezery ,, což snižuje tangenciální sílu čelistních desek. Úhel štěrbiny v drtiči čelistí se mění nastavením šířky výboje. Aby se zmenšil úhel štěrbiny, měl by se zvětšit šířka výboje za předpokladu splnění požadavku na velikost částic. Výběr rychlosti plnění čelisťového drtiče by měl snížit hodnotu na předpokladu drtiče vystaveného přiměřeným nárazům a vibracím. Pro zlepšení korozního opotřebení čelisťových desek je nutné snížit spotřebu vody při výrobě. V místě hoření a drcení rud nárazovým kladivem by se mělo místo stříkání vody přímo používat mlha k potlačení prachu, což je za předpokladu účinného odstraňování prachu minimalizujícího spotřebu vody. Doporučuje se, aby byl bod potlačení prachu nastaven na zaslepení, aby se zajistilo drcení za sucha v drtiči čelistí.
1.0 Úvod
1.1 Pozadí výzkumu a význam
S neustálým rozšiřováním čínského rozsahu hospodářského rozvoje, rychlým rozvojem vodohospodářství, dopravy, nemovitostí a dalších průmyslových odvětví podporuje výstavbu průmyslu písku a kamene, aby se dosáhlo skokového vývoje, nedostatku písku a kamene. Spotřeba písku a kamene pro stavbu v Číně byla v roce 500 méně než 1981 milionů tun a v roce 18.3 2014 miliardy tun. Odhaduje se, že spotřeba bude v budoucnu nadále růst tempem více než 20% ročně.
Mezi stavební písek a kámen patří přírodní písek a strojově vyrobený písek a kámen a podíl strojně vyráběného písku a kamene dosáhl v roce 60 2013%. S vyčerpáním přírodních pískových a kamenných zdrojů a stále vážnější krizí ekologického prostředí je nevyhnutelný trend pro rozvoj průmyslu písku a kamene nahrazovat přírodní písek a kámen mechanismem písku a kamene. V budoucnu jeho podíl přesáhne 80% a v některých oblastech přesáhne 90%. Rychlý růst spotřeby strojně vyráběného písku a kamene podporuje rychlý nárůst výkonu drticího zařízení, což vede k rostoucí poptávce po části podléhající opotřebení drtiče. Odhaduje se, že v roce 2014 činí materiály odolné proti opotřebení vložky spotřebované drtiči v čínském těžebním průmyslu více než 800000 150000 tun a samotné desky drtiče čelistí jsou asi 1 T / A, což má za následek přímou ekonomickou ztrátu ve výši 4 miliardy juanů. Jako příklad můžeme uvést důl Xinkaiyuan, který má roční produkci více než XNUMX miliony tun písku a štěrku. Suroviny vytěžené otryskáním jsou nejprve rozbity rázovým kladivem, poté hrubé rozdrceny čelistním drtičem a střední a jemné rozdrceny kuželovým drtičem. Po třístupňovém drcení se výrobky třídí na stavební kamenivo a strojně vyrobený písek s různými velikostmi částic.
| Tabulka 1-1 Situace oděru desek drtiče čelistí | ||||
| Závod č | Název části | Typ nemovitosti | Životnost / den | Výkon / 10000 XNUMX tun |
| 2-E-1 | Pevná čelistní deska | Před přenosem pracovní plochy | 150 | 75 |
| Po přenosu pracovní plochy | 63 | 42 | ||
| 2-E-1 | Pohyblivá čelistní deska | Před přenosem pracovní plochy | 180 | 97 |
| Po přenosu pracovní plochy | 150 | 87 | ||

Obrázek 1-2 Rozdělení těžební oblasti v dole Xinkaiyuan
Na začátku roku 2014 byly zdroje starého dolu Xinkaiyuan vyčerpány a těžební plochy byly převedeny do sousedních dolů. Jak ukazuje obrázek 1-2, východní těžební oblast je starý důl a západní těžební oblast je nový důl. Statistické údaje ukazují, že ztráta čelisťové desky drtiče čelistí se významně zvyšuje po přenesení pracovní plochy (viz tabulka 1-1), což má negativní dopad na výrobu a řízení podniku. Je ztělesněn v následujících aspektech:
- Opotřebení desek drtiče čelistí se zvyšuje, životnost desek drtiče čelistí se snižuje a výrobní náklady se zvyšují. Po převodu pracovní plochy se za podmínek stabilního výrobního zařízení, řízení procesů a provozu snížilo množství rud zlomené pevnou čelistní deskou ze 750,000 420,000 t na 150 63 t a životnost se snížila ze 970,000 dnů na 870,000 dní ; množství rud zlomené pohyblivou čelistní deskou se snížilo z 180 150 t na 40000 160000 T a životnost se snížila ze 40 dnů na XNUMX dní. Tržní cena desek drtiče čelistí je asi XNUMX juanů. Jelikož se životnost desek drtiče čelistí snižuje, přímá ekonomická ztráta pro podnik je každý rok XNUMX juanů a náklady na desku čelistí na jednotku se zvyšují o XNUMX%.
- Opotřebení desky čelistí drtiče zvyšuje, což vede ke zvýšení velikosti vypouštěných částic a ovlivňuje kvalitu produktu a následný provoz. Desky drtiče čelistí se při používání neustále opotřebovávají a spotřebovávají a šířka vypouštěcího otvoru se postupně zvětšuje, což vede k rudě vypouštěné z drtiče před drcením na kvalifikovanou velikost částic, mění následné provozní podmínky, snižuje kvalitu produktu a ovlivňuje cenu produktu.
- Zvyšuje se opotřebení desek drtiče čelistí, zvyšuje se frekvence výměny čelistních desek a je ovlivněna bezpečnost výroby. Drtič čelistí Xinkaiyuan má vlastní váhu 50 tun, délkový a výškový rozměr 3500 × 2900 × 3000 a hmotnost desek čelisťového drtiče téměř 1 tunu. Demontáž a montáž čelistních desek vyžaduje úzkou spolupráci velkého mechanického zařízení a personálu a existuje velké potenciální bezpečnostní riziko, které může snadno vést k nehodám zařízení nebo osobním nehodám.
Desky drtiče čelistí nejen spotřebovávají energii, plýtvají materiály, zvyšují výrobní náklady, ale také ovlivňují kvalitu produktu a způsobují potenciální bezpečnostní riziko. Studium zákona opotřebení čelistních desek drtiče čelistí a prozkoumání schématu zlepšení odolnosti proti opotřebení čelistních desek proto může snížit spotřebu materiálu, zlepšit míru využití energie, přísně kontrolovat kvalitu drtiče produktu, snížit výrobní náklady, snížit potenciální bezpečnostní riziko a zlepšit ekonomický přínos podniku. Na druhou stranu může obohatit teorii opotřebení a poskytnout teoretickou podporu pro studium materiálů proti opotřebení a vedení mechanického návrhu.
1.2 Podpora subjektu
Drcení rudy v čelistním drtiči je složitý fyzický proces a charakteristiky opotřebení desek čelistních drtičů jsou ovlivněny vlastnostmi posuvu, materiály obložení, konstrukčními parametry drtiče, parametry výrobního procesu, provozními podmínkami a dalšími faktory.
V tomto příspěvku je jako příklad pro analýzu makro a mikromorfologie opotřebovaného povrchu desky čelisti s poruchami použit čelní drtič PE 900 × 1200, použitý v dole Xinkaiyuan, ke studiu hlavního režimu poruchy čelisti; analyzovat stupeň vytvrzení povrchu čelistní desky, studovat účinnost čelistní desky proti opotřebení; analyzovat vliv různých minerálů na opotřebení čelistní desky a zkoumat vlastnosti rudy Na tomto základě je předloženo technické schéma pro zvýšení odolnosti čelistní desky proti opotřebení.
2.0 Studie teorie opotřebení desek drtiče čelistí
Opotřebení je fyzikální jev úbytku materiálu způsobený třením relativně se pohybujících předmětů. Opotřebení nejenže trvale spotřebovává povrch materiálu, způsobuje změnu velikosti materiálu, ale také ovlivňuje životnost součástí zařízení. Jako důležitý obor tribologie se výzkum opotřebení zaměřil na metalurgii, těžbu, stavební materiály, chemický průmysl a další průmyslová odvětví. Podle mechanismu opotřebení jej lze rozdělit na adhezní opotřebení, abrazivní opotřebení, únavové opotřebení a opotřebení korozí. Výzkum odolnosti čelisťových desek drtiče čelistí je předpokladem a základem pro analýzu způsobu selhání opotřebení čelistních desek a zlepšení odolnosti desek čelistních drtičů proti opotřebení.
2.1 Teoretický výzkum opotřebení
2.1.1 Základní teorie opotřebení
Výzkum opotřebení byl proveden v padesátých letech minulého století. Na základě Holmova výzkumu v roce 1950 předložil JF Archard ze Spojených států teorii adhezivního opotřebení Archard. Teorie tvrdí, že když je povrch třecího páru relativně klouzavý, bude bod adheze střižen a rozbit v důsledku účinku adheze, což má za následek mnoho vylučování mikroobjemů na materiálu. Pan Arcard předpokládá, že částice podléhající opotřebení jsou polokulové a jeho poloměr je poloměrem kontaktního bodu. Získá se výpočetní vzorec ztráty opotřebení, Archardův vzorec, jak je znázorněno ve vzorci 1953-2. Ačkoli se model opotřebení Archard používá k analýze mechanismu adhezivního opotřebení, jiné modely opotřebení jsou založeny na modelu Archard.
Archardův vzorec (2-1)
Poznámky: Ve vzorci Archarda, objem opotřebení V, vzdálenost opotřebení L, koeficient opotřebení K, zatížení P, tvrdost materiálu H.
V roce 1957 navrhl Krajewski z bývalého Sovětského svazu teorii plné únavy. Podle teorie je skutečná kontaktní plocha drsná a diskontinuální a součet kontaktních bodů představuje skutečnou kontaktní plochu; Při působení normálové síly dojde ve skutečném kontaktním bodě k místnímu napětí a místní deformaci; tření způsobené relativním posouváním třecí plochy mění vlastnosti povrchového materiálu kontaktní plochy, zároveň je třecí silou ovlivňován stálý objem povrchového materiálu. Opakované působení střídavého napětí vede k poškození a akumulaci, což vede k únavové trhlině v mikroobjemu a trhlina se dále rozpíná a nakonec vytváří zbytky opotřebení a odpadává. Tato teorie je vhodná nejen pro únavové opotřebení, ale lze ji také použít k analýze abrazivního opotřebení a adhezivního opotřebení. Lze jej použít nejen pro kovové materiály, ale také pro některé nekovové materiály (jako je grafit, guma atd.).
V roce 1973 NPSuh Spojených států navrhl teorii opotřebení a delaminace. Předpokládá se, že akumulace smykové deformace v procesu tření je akumulace dislokací v určité hloubce pod povrchem, což vede k prasklinám nebo otvorům. V důsledku struktury normálního napětí na rovnoběžném povrchu se trhliny prodlužují ve směru rovnoběžného povrchu v určité hloubce, což má za následek tvorbu vločkových úlomků. Moore ve Velké Británii a MIT ve Spojených státech navrhli teorii loupání z únavy materiálu, migrace, akumulace dislokace a mechanismu tvorby děr a zdůraznili důležitost houževnatosti materiálu vůči odolnosti proti opotřebení. Moore a Iwasaki rovněž navrhli účinky tvorby podpovrchových trhlin a inkluzí na iniciaci trhlin, jakož i na delaminaci a lom materiálu.
V 1970. letech G. Fleisher poprvé navrhl teorii energetického opotřebení. Myslí si, že hlavní příčinou opotřebení je přeměna energie. U kovových materiálů je hlavní část práce prováděná třením spotřebována v plastické deformaci a rozptýlena ve formě tepla. Malá část třecí práce (asi 9 ~ 16% celkové třecí práce) se akumuluje ve formě potenciální vnitřní energie ve formě krystalických dislokací. Aby bylo možné oddělit trosky od materiálu matrice, musí se v určitém objemu materiálu nahromadit dostatek vnitřní energie. Když energie dosáhne kritické hodnoty, dojde v materiálu v objemu k toku plastu nebo k prasknutí a vnitřní energie se sníží. Po několika časech takových kritických cyklů, kdy akumulovaná energie přesáhne energii vazebné vazby, bude povrch materiálu zničen a budou se vytvářet a opotřebovávat zbytky. Energie absorbovaná v procesu tvorby trosek se nazývá lomová energie. Ve skutečnosti energie lomu nepřesahuje 10% celkové absorbované energie.
Naši technici věří, že opotřebení není inherentní materiálu, ale systému. Relativní ztráta relativního povrchového materiálu je způsobena relativním pohybem dvou objektů a tří meziproduktů. Povrchová vrstva, povrchový film a střední médium se mění a nakonec se ničí. Rovněž si myslí, že existuje mnoho faktorů, které ovlivňují charakteristiky opotřebení, a které se navzájem ovlivňují a závisí na nich, a charakteristiky opotřebení jsou komplexním výsledkem interakce těchto faktorů. Proto jakákoli malá změna jakéhokoli faktoru může způsobit změnu charakteristik opotřebení (množství opotřebení, dokonce i forma opotřebení).
Typická křivka opotřebení materiálu v čase je znázorněna na obrázku 2-1, který lze rozdělit do tří stupňů: běh ve stupni (OA), stabilní stupeň (AB) a stupeň silného opotřebení (BC). Ve fázi záběhu je povrch materiálu broušen na rovinu, skutečná kontaktní plocha se zvětšuje, povrchové vytvrzování a rychlost opotřebení se snižuje; ve stabilním stupni má opotřebení tendenci být stabilní a míra opotřebení je konstantní hodnota, což je důležitý stupeň pro charakterizaci odolnosti materiálů proti opotřebení; ve fázi silného opotřebení se ztráta materiálu zesílí, kvalita povrchu se zhorší a materiál rychle selže.
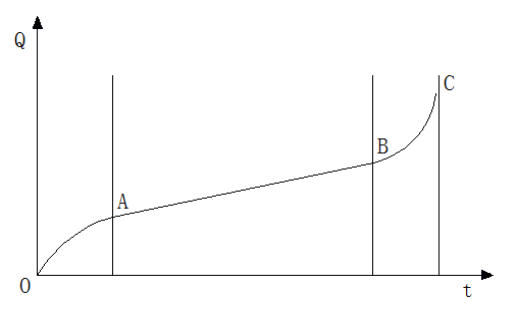
Obrázek 2-1 Křivka opotřebení materiálů
Níže naleznete režimy selhání a základní charakteristiky opotřebení povrchu materiálu. Podle různých mechanismů opotřebení se opotřebení materiálu dělí hlavně na opotřebení lepidlem, abrazivní opotřebení, opotřebení únavou, kromě opotřebení odlupováním, opotřebením korozí atd. Opotřebení lepidla je obvykle způsobeno opotřebením lepidla. Hlavním poruchovým režimem abrazivního opotřebení je sekání. Opotřebení delaminace je způsobeno hlavně opotřebením třením. Únavové opotřebení je způsobeno důlkovou korozí.
- Dělat starosti. Na opotřebovaném povrchu jsou stopy po adhezi a zbytky železného kovu se oxidují na červenohnědý oxid, který se obvykle používá jako brusivo ke zvýšení opotřebení.
- Delaminace. Nejprve dojde k poruše v podpovrchové vrstvě, kde se dislokace hromadí, praskají nukleáty a šíří se na povrch. Nakonec materiál odpadne ve formě listu a vytvoří vločky.
- Lepení. Při vysoké rychlosti a velkém zatížení způsobuje velké množství třecího tepla svařování povrchu a po odtržení opouští jímku pro přilnutí plechu.
- Záchvat. V důsledku slepovací jámy je migrace materiálu vážná, svařuje se velké množství třecích párů a opotřebení se rychle zvyšuje a relativní pohyb třecích párů je omezen nebo zastaven.
- Korozivní důlkové koroze. Na povrchu materiálu je mnoho čočkovitých jam.
- Mletí. Makro povrch je hladký a při velkém zvětšení lze pozorovat jemné škrábance.
- Poškrábat. Škrábance lze pozorovat pouhým okem nebo při malém zvětšení způsobené abrazivním řezáním nebo orbou.
- Sekání. Existují tlakové jámy a občas drsné a krátké škrábance, které jsou způsobeny abrazivním nárazem.
