Vores kunde, The Three Gorges, der har 2 sæt 50-65MK-Ⅱ gyratory knusere. Denne model blev taget i brug i august 1999. Efter operationen reagerede alle enheder normalt. Og på grund af dets store knusningsforhold og høje produktivitet er det blevet det vigtigste udstyr til kunstig sand- og stenbearbejdning i dette projekt. Imidlertid brækkede en af knuserenes hovedaksler under knusningen indtil 14. november 2001. Den teoretiske driftstid var kun to år og tre måneder. Den faktiske produktionsstatus for projektafdelingen er dog, at der bruges to typer udstyr en ad gangen. Ingen har nogensinde kørt sammen. Derfor bør en mere realistisk teoretisk driftstid være mere end et år. Selvom fabriksens hovedakse forpligtelsesgarantiperiode ifølge kontrakten er 18 måneder, og Three Gorges Xia'anxi Sandstone Project Department er også blevet viklet ind med fabriksrepræsentanten for Svedala Company i mere end 2 måneder baseret på kontrakten, men Den endelige årsag er tilstrækkelig og kunne ikke få fabriks kompensation. Ifølge brugen af mange lignende maskintyper derhjemme og i udlandet og fabriksens originale ombygning af enheden kan hovedakslen ikke brydes på så kort tid. Det er indlysende og let at se, at hovedakslen er unormalt brudt. På dette tidspunkt var det også i spidsbelastningstidspunktet for betonhældningen af Three Gorges Dam. Efter at hovedakslen på denne afbryder brød, fik den anden også tilstand til at begynde at bekymre os. Hvis den anden har den samme situation på kort tid, vover man simpelthen ikke resultaterne. Fordi importprisen på hovedakslen er så høj som 2.3 millioner yuan, og leveringsperioden er også længere (den hurtigste er 6 måneder). Ud over designfejlene på selve hovedakslen afviste projektafdelingen importplanen for hovedakslen, besluttede at undersøge organisationens tekniske kapacitet i Malaysia og prøve muligheden for dens nationale produktion.
I den efterfølgende demontering og inspektion fandt vi, at den brækkede del af hovedakslen forekom i lysbueovergangsområdet for den øvre akseldiameter Φ489 til akseldiameteren Φ630, og dette overgangsareal var oprindeligt et sted, hvor spændingen skulle være relativt koncentreret. Ved at tage en prøve af bruddet og analysere det ved scanning af elektronmikroskopi er brudoverfladen den træthedsbrud, der skyldes, at hovedakslen når det effektive tidspunkt for dets anvendelse, snarere end den skøre brud, der er forårsaget af den ydre kraft. Efter vores fulde analyse og demonstration kom vi til den konklusion, at denne model er en ændring af drejeafbryderen af typen 42-50. Bortset fra udvidelsen af hovedakslen og forøgelsen af fødediameteren er resten af positionerne ikke ændret i overensstemmelse hermed. På grund af stigningen i fødediameteren er maskinens knusningsforhold derfor større end for typen 42-50. Derfor er knusekraften understøttet af hovedakslen øget, men hovedakslens diameter er ikke øget i overensstemmelse hermed. På samme tid, når længden på hovedakslen forlænges, øges de bøjningsmomentmomenter, hvortil hovedakslens brudte punkt tilsvarende øges. Fra den faktiske situation med brudt bevægelse er bueovergangsområdet for hovedakslen det område, hvor akselens bøjningsmoment er det største, og det område, hvor spændingen er relativt koncentreret. Derfor er det også det svageste område af hele hovedakslen. Hvis hovedakslen går i stykker på grund af manglende evne til at modstå ydre kræfter, skal det revnede område være i det svage område. Se følgende billede:
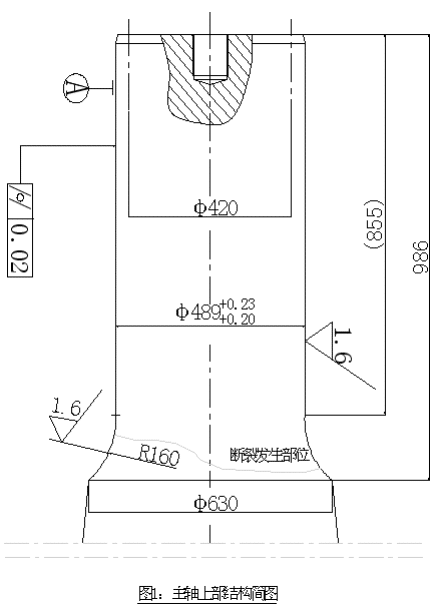
Gyratory knuser hovedaksel tegning
Efter at have fundet hovedårsagen til brud på hovedakslen, begyndte vi at undersøge, hvordan man reducerer sandsynligheden for, at hovedakslen går i stykker. For at forhindre brud på hovedakslen er der ud over at kontrollere diameteren af råmaterialetilførslen to meget effektive veje at øge bøjningsstyrken på hovedakslen og reducere stresskoncentrationskoefficienten for hovedakslen, der krydser lysbueområdet. For at øge hovedakslens bøjningsstyrke, i det tilfælde hvor hovedakslens længde ikke kan ændres, er det nødvendigt at øge størrelsen på den øvre akseldiameter og overgangsbueens radius. At øge størrelsen på den øvre akseldiameter på hovedakslen vil imidlertid medføre en række monteringsproblemer for andre relaterede dele, som faktisk ikke fungerer. Derfor er det mere muligt at øge den afrundede hjørnestørrelse på overgangsbuen. Og for at reducere koefficienterne i spændingssættet på hovedakslen kan kun udføres på den overgangsbue filetstørrelse. Teoretisk kan du forbedre hovedaksen stress centraliseringskoefficient ved at øge crossover lysbue filet størrelse. Du kan kun vide, om du kan forbedre det ved detaljerede beregninger; øg styrken på hovedaksen og overskær buen, og reducer belastningen på overfladen. Og gennem vores detaljerede beregninger har vi bestemt, at vi kan øge størrelsen på hovedakslens krydsbue fra R160mm til R285mm uden at påvirke samlingen af andre dele. Da forholdet r / d = 160/489 = 0.32> 0.25 af den oprindelige runde buefiletdimension r til den lille ende akseldiameter d af hovedakslen, er det kendt fra den mekaniske designmanual, at når r / d er større end 0.25 Simpelthen at øge overgangsbueens filetstørrelse kan ikke længere reducere udmattelsesspændingskoefficienten i dette område. Derfor har stigningen i hjørnestørrelsen på overgangsbuen ikke ændret situationen for den stress, der er indstillet i området. Imidlertid kan den radiale tværsnitsstørrelse af hovedakslen øges ved at forøge den afrundede hjørne af krydsningsbuen. Derfor kan hovedakslens bøjningsstyrke forbedres. Og ved at øge styrken og overfladens nøjagtighed af hovedakslens bueovergangszone kan spændingskoncentrationen i zonen også reduceres. På denne måde kan bøjemodstanden for hovedakslens bueovergangszone forbedres og derved reducere sandsynligheden for brud i denne zone.
Derfor har vi besluttet at øge den afrundede hjørnestørrelse på hovedakslens krydsbue til R285 mm for at forbedre bøjningsstyrken og spændingskoncentrationen i hovedakselkrydsningsbueområdet og samtidig øge præcisionen af hovedakslen krydset lysbueområde.
Det er let at se, at en forøgelse af hovedakslens størrelse, der krydser lysbuesfilet, helt sikkert vil øge hovedakslens bøjningsstyrke, så den detaljerede kontrolberegning af denne artikel udelades.
For at forhindre, at hovedakslen revner, kan det desuden opnås ved at ændre hovedakslens materiale for at forbedre hovedakslens samlede mekaniske egenskaber for at opnå formålet med at forbedre hovedakslens samlede sejhed og forbedre hovedakslens bøjningsstyrke. Derefter kan vi udføre prøveanalyse og eksperimenter på materialet og de mekaniske egenskaber for den brækkede hovedaksel og sammenligne dem med de mekaniske egenskaber af legerede stålstål fra forskellige mærker i landet for at finde materialer med bedre og bedre ydeevne. Hvis det kan findes, vil betingelserne for produktionen af hovedakslandets grundlæggende være på plads.
Valg af materiale til Gyratory Crusher hovedaksel
Ved at tage prøver og kemisk analyse er de vigtigste kemiske komponenter som følger:
| Element | C | Si | Mn | P | S | Cr | Ni | Mo | V | Cu |
| Indhold % | 0.42 | 0.27 | 0.98 | 0.009 | 0.005 | 0.67 | 0.57 | 0.25 | 0.05 | 0.22 |
Efter at have tjekket "Mekanisk designhåndbog" og sammenlignet den med vores indenlandske legeringsstålkvaliteter svarer dens kemiske sammensætning til 40CrMnMo.
Ved prøvetagning og udførelse af mekaniske ydelsestest er de faktiske mekaniske egenskaber ved denne hovedkakt til gyratorisk knuser som følger:
| trækstyrke (MPa) | Udbyttepunkt (MPa) | Forlængelse (%) | Reduktionsgrad i areal (%) | Slagkraft (J) | Hårdhed (HB) | |
| Test 1 | 992 | 854 | 12 | 51 | 56 | 209 |
| Test 2 | 1006 | 866 | 11 | 54 | 60 | 207 |
| AVG. | 999 | 860 | 11.5 | 52.5 | 58 | 208 |
Efter at have gennemgået "Mekanisk designmanual" og hørt relevante indenlandske producenter er der hovedsageligt fire typer materialer, der anvendes i de største aksler på makuleringsmaskiner og elevatorer i vores land. Disse er: 20CrNiMo, 40CrNiMoA, 40CrMnMo, 42CrMo. De har de samme mekaniske egenskaber som 42CrMo.
| Materiale | trækstyrke (MPa) | Udbyttepunkt (MPa) | Forlængelse (%) | reduktion i areal (%) | Slagkraft (J) | Hårdhed (HB) |
| 20CrNiMo | 980 | 785 | 9 | 40 | 47 | ≤ 219 |
| 40CrNiMoA | 980 | 835 | 12 | 55 | 78 | ≤ 269 |
| 40CrMnMo | 980 | 785 | 10 | 45 | 63 | ≤ 217 |
| 42 CrMo | 1080 | 930 | 12 | 45 | 63 | ≤ 247 |
20CrNiMo har bedre smednings- og varmebehandlingsegenskaber. Når du bruger karburiserings- og slukningsprocesser, kan den have egenskaberne god sejhed, høj styrke og slidstyrke af leddet med lejet. Små rotationsafbrydere er bedre at bruge. De skal bruges meget sjældent i store rotationsafbrydere. Især kræver denne type struktur med en bøsning i den øvre ende ikke nødvendigvis anvendelse af karburiserings- og quenchingsprocesser.
40CrMnMo kan påføres hovedakslerne til store afbrydere og elevatorer. Det har god hærdbarhed, høj styrke og sejhed. Hvis det kan opfylde præstationsstandarderne, bør det være et godt valg. Dette materiale er imidlertid ekstremt følsomt over for brint og frembringer let brintforstørring, dvs. hvide pletter. Det er ekstremt vanskeligt at kontrollere i produktionsprocessen, så det bruges sjældent;
42CrMo bruges i vid udstrækning i hovedakslerne til store afbrydere og elevatorer. Det har høj styrke og god sejhed. Det kan bruges til at fremstille hovedakslen på afbryderen, men dens sejhed er lidt lavere end 40CrNiMoA;
40CrNiMoA bruges også i vid udstrækning i hovedakslerne til store afbrydere og elevatorer. Det har god hærdbarhed, høj styrke og sejhed. De vigtigste mekaniske egenskaber er bedre end den originale bryderaksel. Og dets produktionsproces er moden, og mekanisk ydeevne er stabil. Det skal være meget korrekt at udskifte det originale skaftmateriale.
Derfor valgte vi endelig 40CrNiMoA som materialet i hovedlandet efter ovennævnte analyse og sammenligning og konsulterede de relevante eksperter.
