Produktionsproces med høje kromblæsestænger
En stor stødknuser har fordelene ved enkel struktur, stort knusningsforhold og høj effektivitet. Det er meget brugt i minedrift, cement, metallurgi, elkraft, ildfaste, glas- og kemiske industrier. Blæsestangen er en af nøglerne og let at bære knuser sliddele af den store slagknuser. Den er fastgjort til knusens rotor med en kil. Når knuseren arbejder, kører den roterende rotor med høj hastighed slagstangen for at påvirke den ødelagte malm med en lineær hastighed på 30 ~ 40m / s. Malmblokken er mindre end 1500 mm, slid er meget alvorlig og slagkraften er meget stor. Slidstyrke og slagfasthed.
Selvom traditionelt højt manganstål, høj sejhed, men ikke høj slidstyrke, slid også. Selvom almindeligt højkromstøbejern har høj hårdhed, er det ikke hårdt og let at bryde. Sigtet mod arbejdsforholdene og de strukturelle egenskaber ved de store slagknusere. Vi har udviklet en ultrahøj kromstøbejernsplade med høj omfattende slidstyrke baseret på det eksisterende almindelige højkromstøbejern ved at optimere sammensætningsdesignet og varmebehandlingsprocessen. Levetiden for højkromblæsestænger er mere end 3 gange almindeligt højt manganstål.
Kemisk sammensætning med høje kromblæsestænger
Kulstofelement
Kulstof er et af nøgleelementerne, der påvirker materialets mekaniske egenskaber, især materialets hårdhed og slagfasthed. Materialets hårdhed øges markant med stigende kulstofindhold, mens slagstyrken falder markant. Med stigningen i kulstofindhold stiger antallet af carbider i højkromstøbejern, hårdheden øges, slidstyrken øges, men sejheden aftager. For at opnå højere hårdhed og sikre tilstrækkelig sejhed er kulstofindholdet designet til at være 2.6% ~ 3.0%.
Chrom-element
Krom er det vigtigste legeringselement i støbt jern med højt krom. Efterhånden som antallet af chrom stiger, ændres typen af carbider, og formen af carbider overgår fra MC3 til M7C3 og M23C6. Blandt carbider har M7C3 den højeste hårdhed, og mikrohardheden kan nå HV1300 ~ 1800. Efterhånden som mængden af chrom opløst i matrixen øges, øges mængden af bibeholdt austenit, og hårdheden falder. For at sikre høj slidstyrke, kontrol Cr / C = 8 ~ 10, kan der opnås et større antal knuste masker M7C3 eutektiske carbider; for at opnå højere sejhed er chromindholdet i mellemtiden designet til at være 25% ~ 27%.
Molybdænelement
En del af molybdæn opløses i matricen i støbt jern med højt krom for at forbedre hærdbarheden; en del af det danner MoC-carbider, hvilket forbedrer mikrohardhed. Den kombinerede anvendelse af molybdæn, mangan, nikkel og kobber giver bedre hærdbarhed for tykvæggede dele. Da slagstangen er tyk, i betragtning af at prisen på ferromolybdæn er dyrere, kontrolleres molybdænindholdet fra 0.6% til 1.0%.
Nikkel og kobberelement
Nikkel og kobber er hovedelementerne i matrixen til styrkelse af fast opløsning, hvilket forbedrer chromstøbejernets hærdbarhed og sejhed. Begge er ikke-carbiddannende elementer, og alle opløses i austenit for at stabilisere austenit. Når mængden er stor, øges mængden af tilbageholdt austenit, og hårdheden falder. I betragtning af produktionsomkostningerne og den begrænsede opløselighed af kobber i austenit kontrolleres nikkelindholdet mellem 0.4% og 1.0%, og kobberindholdet kontrolleres mellem 0.6% og 1.0%.
Silicium og manganelement
Silicium og mangan er konventionelle elementer i højchromiumstøbejern, og deres vigtigste rolle er at afgifte og afsvovle. Silicium reducerer hærdbarheden, men øger Ms-punktet. Samtidig forhindrer silicium dannelsen af carbider, hvilket er befordrende for fremme af grafitisering og ferritdannelse. Indholdet er for højt, og matrixens hårdhed reduceres kraftigt. Derfor kontrolleres siliciumindholdet mellem 0.4% og 1.0%. Mangan udvider austenitfase-regionen med højchromiumstøbejern, løser fast i austenit, forbedrer hærdbarhed og reducerer martensit-transformationstemperatur. Når manganindholdet stiger, øges mængden af tilbageholdt austenit, hårdheden falder, og slidstyrken påvirkes. Derfor kontrolleres manganindholdet til 0.5% til 1.0%.
Andre elementer
S. P er et skadeligt element, og det kontrolleres generelt under 0.05% i produktionen. RE, V, Ti osv. Tilføjes som sammensatte modificeringsmidler og inokuleringsmidler for at forfine korn, rense korngrænser og forbedre slagstyrken af støbt jern med højt krom.
| Kemisk sammensætning med høje kromblæsestænger | ||||||||
| C | Cr | Mo | Ni | Cu | Si | Mn | S | P |
| 2.6 ~ 3.0 | 25 ~ 28 | 0.6 ~ 1.0 | 0.4 ~ 1.0 | 0.6 ~ 1.0 | 0.4 ~ 1.0 | 0.5 ~ 1.0 | ≤ 0.05 | ≤ 0.05 |
Støbningsproces med høj kromblæsestænger
Modelleringsproces
Kromblæsestegninger, vægt: 285 kg, størrelse: se følgende. For at sikre installationskravene til slagstangen er slagstangens plane bøjningsdeformation ≤ 2 mm. Da overfladen på slagstangen er ekstremt høj, må der ikke være fordybninger eller fremspring. For at sikre støbningens tæthed bruger vi stærk harpiks sandstøbning med en lineær krympning på 2.4 ~ 2.8%. Tværsnitforholdet mellem styresystemet er designet i henhold til ΣF indeni: Σ F vandret: Σ F lige = 1: 0.75: 1.1 Det vedtager vandret støbning og skråt hældning og hjælper samtidig opvarmning og temperaturstigning og direkte eksternt kølejern. Procesudbyttet kontrolleres ved 70% ~ 75%.
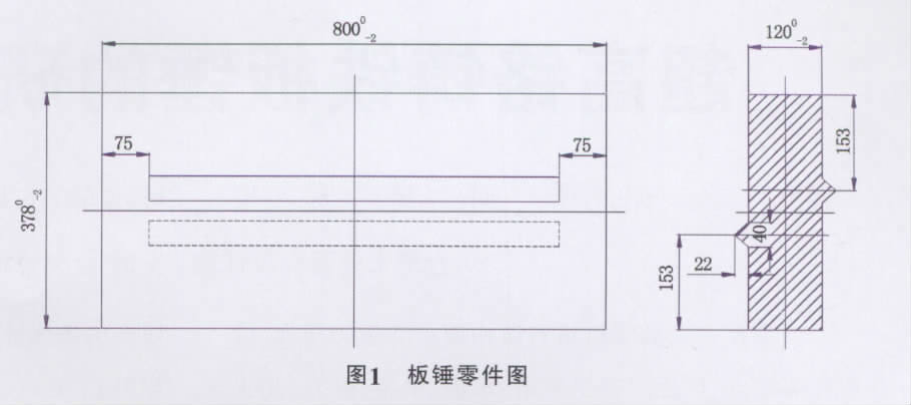
High Chromium Blow Bar Tegninger
Under prøveproduktionsprocessen har vi vedtaget de tre modelleringsprocesser i figur 2, figur 3 og figur 4. Efter støbning og formaling blev det fundet, at hammeren produceret ved processen i figur 2 og figur 3 har forskellige overfladegrader depression og bøjningsdeformation. Metoden til at øge stigrøret kan ikke eliminere overfladedepression og bøjningsdeformation, som ikke opfylder installationskravene. Baseret på resuméet af prøveproduktionsoplevelsen af støbeprocessen i figur 2 og figur 3 besluttede vi at bruge den vandrette støbning, der er skråtstillet støbeprocessen vist i figur 4. Hammerens overflade efter støbning og slibning har ingen fordybning og bøjning deformation, og deformationen er ≤ 2 mm. Opfyld installationskravene. Den specifikke produktionsproces er som følger: Når sandformen er lavet vandret, løftes den ene ende af sandformen op til en bestemt højde for at danne en bestemt hældningsvinkel. (I den faktiske produktion bestemmes sandformens vinkel generelt i forhold til støbningens form, vægt og strukturelle egenskaber. Hældningsvinklen styres generelt mellem 8 ° ~ 20 °). Det smeltede jern introduceres fra porten, og det smeltede jern kommer først ind i hulrummet for at nå det laveste punkt. Det størknes først af den køleeffekt af det udvendigt afkølede jern. Under tungt tryk når stigrøret sit maksimale, når det er fyldt med smeltet jern, og stigrøret størkner til sidst for at opnå sekventiel størkning, hvorved der opnås en støbning med tæt struktur og ingen krympning.
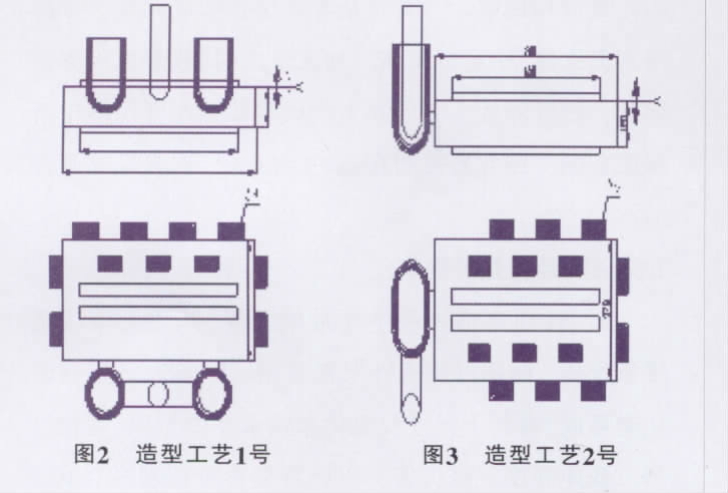
Modelleringsproces: figur 2 og figur 3
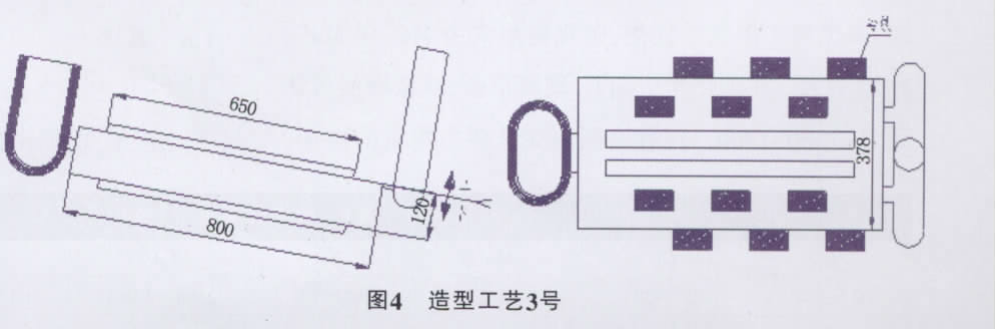
Modelleringsproces Figur 4
Støbeproces
1000 kg mellemfrekvens elektrisk ovn (kvartssandovnsforing) bruges til smeltningsproduktion. Kalksten + brudt glas komposit slaggningsmiddel tilsættes før smeltning. Efter at det meste af ladningen er smeltet, fjernes slagge, derefter tilsættes ferrosilicium og ferromangan for at deoxideres, og aluminium indsættes i en mængde på 1 kg / t Efter endelig deoxidering ledes ledningen ud af ovnen, og smeltetemperaturen styres mellem 1 ° C og 500 1 ° C.
For yderligere at forbedre pladeshammerens omfattende slidstyrke forbedrer vi morfologien for carbider af højkromstøbejern gennem sammensatte modifikations- og podningsbehandlingsprocesser, reducerer indeslutninger, renser smeltet jern, raffinerede korn og forbedrer konsistensen af kryds- sektionsstruktur og ydeevne for tykke og tunge støbegods. Den specifikke operation er: Forvarm skinken til 400 ℃ ~ 600 ℃, tilsæt en vis mængde Re-A1-Bi-Mg kompositmodifikator og V-Ti-Zn-kompositpodemiddel i skæven inden hældning, og hæld smeltet jern Efter slaggen sprøjtes, samles den resterende slagge hurtigt for yderligere at rense det smeltede jern, og på samme tid dannes en termisk isoleringsbelægning for at lette støbningen. Det smeltede jern sederes i 2 til 3 minutter, og hældningstemperaturen styres mellem 1380 ° C og 1420 ° C.
Blæsestænger med høj krom Varmebehandlingsproces
Under højtemperaturdæmpning og opvarmning af ultrahøjt chromstøbejern øges opløseligheden af legeringselementer i austenit med stigende temperatur. Når slukketemperaturen er lav på grund af den lave opløselighed af kulstof og krom i austenit, vil flere sekundære carbider udfældes under varmebevaringen. Selvom det meste austenit kan omdannes til martensit, er austenitens kulstofindhold og indholdet af legeringselementer lave, så hårdheden er ikke høj. Med stigningen i bratkølingstemperaturen, jo højere kulstofindhold og legeringsindhold i austenit, desto hårdere dannes martensitten efter transformation, og derfor øges slukkehårdheden. Når kølingstemperaturen er for høj, kulstofindholdet og legeringsindholdet i austenit ved høj temperatur er for høj, stabiliteten er for høj, jo hurtigere kølehastighed, jo mindre sekundære carbider udfældes, jo mere tilbageholdt austenit og slukkehårdheden Jo lavere det er. Med stigningen i quenching og holdetid øges makrohårdheden af ultrahøjt kromstøbejern først og falder derefter. Virkningen af austenitiserende holdetid på hårdheden af ultrahøjt kromstøbejern er i det væsentlige virkningen af udfældningen af sekundære carbider, opløsningsreaktionens nærhed og ligevægtstilstanden på kulstofindholdet og legeringsindholdet i austenit ved høj temperatur. Efter at det støbte ultrahøje kromstøbejern er opvarmet til den austenitiserende temperatur, udfældes de overmættede kulstof- og legeringselementer i austenitten som sekundære carbider, hvilket er en diffusionsproces. Når holdetiden er for kort, er nedbørsmængden af sekundære carbider for lille. Fordi austenit indeholder mere kulstof og legeringselementer, er stabiliteten for høj. Martensittransformationen er ufuldstændig under quenching, og quenching-hårdheden er lav. Med forøgelsen af holdetiden øges mængden af udfældning af sekundære carbider, austenitens stabilitet falder, mængden af martensit, der dannes under quenching, øges, og quenching-hårdheden øges. Efter at have holdt i en bestemt periode når kulstofindholdet og legeringsindholdet i austeniten ligevægt. Hvis du fortsætter med at forlænge holdetiden, bliver austenitkornene grovere, hvilket resulterer i en stigning i mængden af tilbageholdt austenit og et fald i slukkehårdheden.
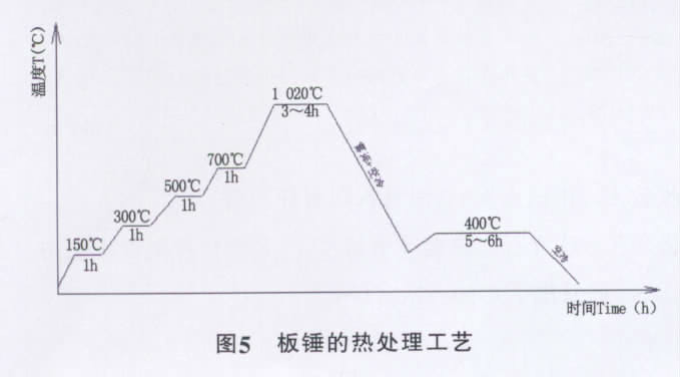
I henhold til den nationale standard er GB / T 8263-1999 "Anti-slid hvidt støbejern" varmebehandlingsprocessespecifikationer, reference til referencematerialer, sekundærcarbidudfældning og opløsningslukkende temperatur, tempereringstemperatur og holdetid bestemt for at bestemme pladeshammerens maksimale vægt. Den bedste varmebehandlingsproces er: 1 020 ° C (varmebevarelse i 3 ~ 4 timer), højtemperaturdæmpning, luftkøling efter 3 ~ 5 min. og høj temperatur temperering ved 400 ° C (varme konservering i 5 ~ 6 timer, diffus luftkøling til stuetemperatur). Matrixstrukturen efter slukning og hærdning er hærdet martensit + eutektisk carbid M7C3 + sekundært carbid + rest austenit.
Fordi High Chromium Blow Bars er tykke og tunge, vedtages trinopvarmning for at sikre, at støbningen ikke knækker under varmebehandling. Efter varmebehandlingen af pladehammeren er hårdheden 58 ~ 62HRC, og slagstyrken er så høj som 8.5J / cm2 (10 mm × 10 mm × 55 mm ubemærket prøve).
Blæsestænger med høj krom Varmebehandling
Feedback om høje kromblæsere
- Den vandrette støbning bruges til at fremstille skråt hældning, hjælpevarmerisolering og direkte eksternt kølejern. Hammerens overflade er fri for fordybninger og fremspring. Bøjningsdeformationen er mindre end eller lig med 2 mm.
- Blæsestangens bedste varmebehandlingsproces er 1 ℃ (020 ~ 3 timers varmebevarelse), højtemperatur-tågeudslukking, luftkøling efter 4 ~ 3 minutter og højtemperaturhærdning ved 5 ℃ (400 ~ 4 timers varmebevarelse, diffus luftkøling til stuetemperatur). Hærdet martensit + eutektisk carbid M6C7 + sekundært carbid + tilbageholdt austenit. Hårdheden efter varmebehandling er 3 ~ 58HRC, og slagstyrken er 62J / cm8.5.
- De høje kromblæsestænger spænder over livet tre gange mere end manganstålstøbestænger
