
Ocel s vysokým obsahem manganu se široce používá při odlévání kladiv s nízkou hmotností (obvykle méně než 90 kg). Pro kladiva na drcení recyklace kovů (běžná hmotnost kolem 200 kg - 500 kg) však manganová ocel není vhodná. Naše slévárna používá nízkolegovanou ocel k odlévání velkých drtících kladiv.
Nízkolegovaná ocel Shredder Hammer Materiál Výběr materiálu
Návrh složení slitiny musí plně zohledňovat splnění výkonových požadavků slitiny. Princip konstrukce je zajistit dostatečnou kalitelnost a vysokou tvrdost a houževnatost. Vnitřní napětí bainitu je obecně nižší než u martenzitu a odolnost proti opotřebení bainitu je při stejné tvrdosti lepší než u martenzitu. Složení legované oceli je následující:
Uhlíkový prvek. Uhlík je klíčovým prvkem ovlivňujícím mikrostrukturu a vlastnosti nízko a středně legované oceli odolné proti opotřebení. Různý obsah uhlíku může získat rozdílný vztah mezi tvrdostí a houževnatostí. Nízko uhlíková slitina má vyšší houževnatost, ale nižší tvrdost, slitina s vysokým obsahem uhlíku má vysokou tvrdost, ale nedostatečnou houževnatost, zatímco slitina se středním obsahem uhlíku má vysokou tvrdost a dobrou houževnatost. Aby se dosáhlo vysoké houževnatosti pro splnění provozních podmínek velkých a silných dílů odolných proti opotřebení s velkou rázovou silou, je rozsah nízkouhlíkové oceli 0.2 ~ 0.3%.
Si prvek. Si hraje hlavně roli zesílení roztoku v oceli, ale příliš vysoký Si zvýší křehkost oceli, takže jeho obsah je 0.2 ~ 0.4%.
Mn prvek. Čína je bohatá na zdroje manganu a má nízkou cenu, proto se stala hlavním doplňkovým prvkem nízkolegované oceli odolné proti opotřebení. Na jedné straně mangan v oceli hraje roli zesílení roztoku pro zlepšení pevnosti a tvrdosti oceli a na druhé straně zlepšuje kalitelnost oceli. Nadměrný mangan však zvýší zadržený objem austenitu, takže obsah manganu je stanoven na 1.0 až 2.0%.
Cr prvek. Cr hraje vedoucí roli v nízkolegované oceli odolné proti opotřebení. Cr lze částečně rozpustit v austenitu, aby se posílila matrice, aniž by se snížila houževnatost, odložila se transformace podchlazeného austenitu a zvýšila se kalitelnost oceli, zvláště při správné kombinaci s manganem a křemíkem lze kalitelnost výrazně zlepšit. Cr má vyšší odolnost proti popouštění a může sjednotit vlastnosti silné čelní strany. takže obsah Cr je stanoven na 1.5-2.0%.
Mo prvek. Mo může účinně vylepšit mikrostrukturu odlitku, zlepšit stejnoměrnost průřezu, zabránit výskytu křehkosti tempery, zlepšit stabilitu popouštění a houževnatost oceli. Výsledky ukazují, že kalitelnost oceli se významně zlepšuje a lze zlepšit pevnost a tvrdost oceli. Avšak vzhledem k vysoké ceně je přidané množství Mo kontrolováno mezi 0.1-0.3% podle velikosti a tloušťky stěny dílů.
Ni prvek. Ni je hlavním prvkem slitiny pro tvorbu a stabilizaci austenitu. Přidání určitého množství Ni může zlepšit prokalitelnost a způsobit, že mikrostruktura udrží malé množství zadrženého austenitu při teplotě místnosti, aby se zlepšila jeho houževnatost. Ale cena Ni je velmi vysoká a obsah přidaného Ni je 0.1 - 0.3%.
Cu prvek. Cu netvoří karbidy a v matrici existuje jako pevný roztok, který může zlepšit houževnatost oceli. Kromě toho má Cu podobný účinek jako Ni, což může zlepšit kalitelnost a elektrodový potenciál matrice a zvýšit odolnost oceli proti korozi. To je důležité zejména u dílů odolných proti opotřebení pracujících za mokra. Přidání Cu do oceli odolné proti opotřebení je 0.8 - 1.00%.
Stopový prvek. Přidávání stopových prvků do nízkolegované oceli odolné proti opotřebení je jednou z nejúčinnějších metod ke zlepšení jejích vlastností. Může vylepšit mikrostrukturu litého podlitinu, vyčistit hranice zrn, zlepšit morfologii a distribuci karbidů a inkluzí a udržovat dostatečnou houževnatost nízkolegované oceli odolné proti opotřebení.
SP prvek. Jsou to škodlivé prvky, které snadno tvoří vměstky na hranici zrn v oceli, zvyšují křehkost oceli a zvyšují tendenci k praskání odlitků během odlévání a tepelného zpracování. Proto musí být P a s menší než 0.04%.
Chemické složení legované oceli odolné proti opotřebení je tedy uvedeno v následující tabulce:
| Tabulka: Chemické složení pro legovanou ocel odolnou proti opotřebení | ||||||||
| Prvek | C | Si | Mn | Cr | Mo | Ni | Cu | V.RE |
| Obsah | 0.2-0.3 | 0.2-0.4 | 1.0-2.0 | 1.5-2.0 | 0.1-0.3 | 0.1-0.3 | 0.8-1.0 | Vzácný |
Proces tavení
Suroviny byly roztaveny v 1 T středofrekvenční indukční peci. Slitina byla připravena ocelovým šrotem, surovým železem, ferochromem s nízkým obsahem uhlíku, feromanganem, ferromolybdenem, elektrolytickým niklem a slitinou vzácných zemin. Po roztavení se před pecí odeberou vzorky pro chemickou analýzu a podle výsledků analýzy se přidá slitina. Když složení a teplota splňují požadavky na řezání závitem, přidává se hliník k deoxidaci; během procesu výčepu jsou pro modifikaci přidány Ti a V vzácných zemin.
Lití a lití
Při formování se používá odlévání do pískové formy. Poté, co je roztavená ocel vypuštěna z pece, je umístěna do pánve. Když teplota klesne na 1 450 ℃, začne nalévat. Aby roztavená ocel rychle naplnila pískovou formu, měl by být použit větší vtokový systém (o 20% větší než u běžné uhlíkové oceli). Aby se zlepšila doba krmení a schopnost krmení stoupačky, používá se studené železo, aby odpovídalo stoupačce, a pro získání husté lité struktury se používá metoda vnějšího ohřevu. Velikost nalévacího velkého skartovacího kladiva je 700 mm * 400 mm * 120 mm a hmotnost jednoho kusu je 250 kg. Po vyčištění odlitku se provede vysokoteplotní žíhání a poté se odřízne vtok a stoupačka.
Tepelné zpracování
Byl přijat proces kalení a temperování tepelným zpracováním. Aby se zabránilo prasknutí kalení v instalačním otvoru, je použita metoda místního kalení. K ohřevu odlitku byla použita skříňová odporová pec, austenitizační teplota byla (900 ± 10 ° C) a doba zdržení byla 5 hodin. Rychlost ochlazování speciálního chladiče vodního skla je mezi vodou a olejem. Je velmi výhodné zabránit kalení trhlin a deformaci kalení a kalicí médium má nízké náklady, dobrou bezpečnost a proveditelnost. Po kalení je použit proces temperování při nízké teplotě, teplota temperování je (230 ± 10) ℃ a doba zdržení je 6 h.
Kontrola kvality
Hlavní kritické body oceli byly měřeny optickým dilatometrem dt1000 a izotermická transformační křivka podchlazeného austenitu byla měřena metodou metalografické tvrdosti.
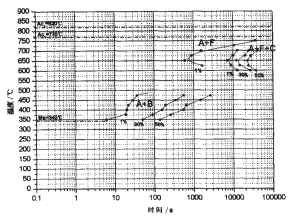
Křivka TTT legované oceli
Z linie křivky TTT můžeme vědět:
- Mezi transformačními křivkami vysokoteplotního feritu, perlitu a bainitu se střední teplotou jsou zjevné oblasti zálivu. C křivka perlitové transformace je oddělena od křivky bainitové transformace, což ukazuje zákon vzhledu nezávislé C křivky, která patří ke dvěma „nosovým“ typům, zatímco bainitová oblast je blíže k S křivce. Protože ocel obsahuje prvky tvořící karbid Cr, Mo atd., Tyto prvky se během zahřívání rozpouští na austenit, což může zpomalit rozklad podchlazeného austenitu a snížit jeho rychlost rozkladu. Současně také ovlivňují teplotu rozkladu podchlazeného austenitu. Cr a Mo způsobují, že se zóna transformace perlitu pohybuje na vyšší teplotu a snižuje teplotu transformace bainitu. Tímto způsobem je transformační křivka perlitu a bainitu oddělena v křivce TTT a uprostřed se objeví podchlazená austenitová metastabilní zóna, což je asi 500-600 ℃.
- Teplota špičky špičky oceli je asi 650 ° C, rozsah teplot přechodu feritu je 625–750 ° C, rozsah teplot transformace perlitu je 600–700 ° C a rozsah teplot transformace bainitu je 350–500 ° C.
- V oblasti vysokoteplotní transformace je nejdříve čas k vysrážení feritu 612 s, nejkratší inkubační doba perlitu je 7 270 s a transformační množství perlitu dosahuje 50% při 22 860 s; inkubační doba transformace bainitu je asi 20 s při 400 ° C a k transformaci martenzitu dochází, když je teplota nižší než 340 ° C. Je vidět, že ocel má dobrou kalitelnost.
Nízkolegovaná ocelová skartovací kladiva
Ze studie byly odebrány vzorky, které vyprodukovaly velké tělo drtícího kladiva a vzorek pásu 10 mm * 10 mm * 20 mm byl rozřezán drátěným řezáním z vnějšku dovnitř a byla měřena tvrdost od povrchu ke středu. Pozice vzorkování je znázorněna na obr. 2. # 1 a # 2 jsou odebrány z těla drtiče kladiva a # 3 jsou odebrány v instalačním otvoru. Výsledky měření tvrdosti jsou uvedeny v tabulce 2.
| Tabulka 2: Tvrdost skartovacích kladiv | |||||||
| Vzorky | Vzdálenost od povrchu / mm | Průměrný | Celkový průměr | ||||
| 5 | 15 | 25 | 35 | 45 | |||
| #1 | 52 | 54.5 | 54.3 | 50 | 52 | 52.6 | 48.5 |
| #2 | 54 | 48.2 | 47.3 | 48.5 | 46.2 | 48.8 | |
| #3 | 46 | 43.5 | 43.5 | 44.4 | 42.5 | 44 | |
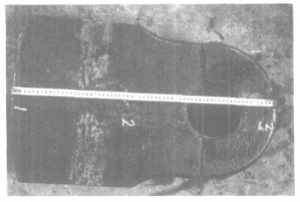
Obrázek skartovacího kladiva
Z tabulky 2 je patrné, že tvrdost HRC těla kladiva (# 1) je větší než 48.8, zatímco tvrdost montážního otvoru (# 3) je relativně nižší. Tělo kladiva je hlavní pracovní částí. Vysoká tvrdost těla kladiva může zajistit vysokou odolnost proti opotřebení; nízká tvrdost montážního otvoru může poskytnout vysokou houževnatost. Tímto způsobem jsou splněny různé výkonnostní požadavky různých dílů. Z jednoho vzorku lze zjistit, že povrchová tvrdost je obecně vyšší než tvrdost jádra a rozsah fluktuace tvrdosti není příliš velký.
| Mechanické vlastnosti kladiva Shredder | |||
| Položka | #1 | #2 | #3 |
| rázová houževnatost (J · cm * cm) | 40.13 | 46.9 | 58.58 |
| pevnost v tahu / MPa | 1548 | 1369 | / |
| rozšiřitelnost /% | 8 | 6.67 | 7 |
| Zmenšení plochy /% | 3.88 | 15 | 7.09 |
Data rázové houževnatosti, pevnosti v tahu a prodloužení jsou uvedena v tabulce 3. Z tabulky 3 je patrné, že rázová houževnatost vzorku Charpy kladiva ve tvaru písmene U je vyšší než 40 J / cm2 a nejvyšší houževnatost montážní otvor je 58.58 J / cm * cm; prodloužení zachycených vzorků je více než 6.6% a pevnost v tahu více než 1360 MPa. Rázová houževnatost oceli je vyšší než u běžné nízkolegované oceli (20–40 J / cm2). Obecně řečeno, pokud je tvrdost vyšší, houževnatost se sníží. Z výše uvedených experimentálních výsledků je patrné, že toto pravidlo je v zásadě v souladu s ním.
Mikrostruktura
Mikrostruktura malý vzorek byl vyříznut ze zlomeného konce nárazového vzorku a poté byl metalografický vzorek připraven broušením, předbroušením a leštěním. Distribuce inkluzí byla pozorována za podmínek bez eroze a struktura matrice byla pozorována po erozi 4% alkoholem s kyselinou dusičnou. Několik typických struktur kladiv na drcení slitin je znázorněno na obr.
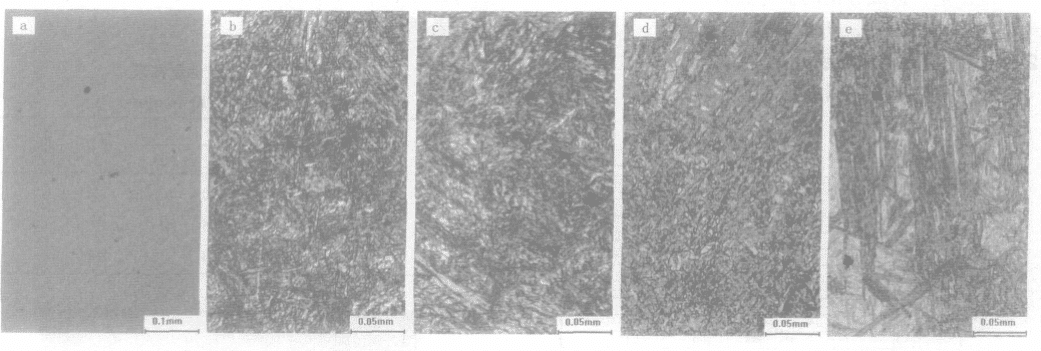
Obr. 3 Mikrostruktury skartovacího kladiva
Obr. 3A ukazuje morfologii a distribuci inkluzí v oceli. Je vidět, že počet a velikost inkluzí jsou relativně malé, bez jakékoli smršťovací dutiny, smršťovací pórovitosti a pórovitosti. Z obrázků 3b, C, D a E je patrné, že jak blízko povrchu, tak blízko středu
Výsledky ukazují, že vytvrzená struktura se získá z povrchu do středu a dosáhne se dostatečné vytvrditelnosti. Mikrostruktura v blízkosti středu je hrubší než na povrchu, protože jádro je místem konečného tuhnutí, rychlost ochlazování je pomalá a zrna se snadno pěstují.
Matice na obr. 3b a C je lištový martenzit s rovnoměrným rozdělením. Lišta na obr. 3b je relativně malá a lišta na obr. 3C je relativně silná a některé z nich jsou uspořádány pod úhlem 120 °. Výsledky ukazují, že nárůst martenzitu po kalení při 900 ° C je založen hlavně na skutečnosti, že velikost zrna oceli rychle roste po kalení při 900 ° C. Obr. 3D a e zobrazují jemný martenzit a nižší bainit s malým množstvím malého a zrnitého feritu. Bílá oblast je kalená martenzitem, který je relativně odolný proti korozi než bainit, takže barva je světlejší; černá struktura připomínající jehlu je nižší bainit; černá skvrna jsou inkluze.
Protože instalační otvor skartovacího kladiva je ochlazován na vzduchu a kalicí teplota je nízká, ferit se nemůže úplně rozpustit v matrici. Proto v martenzitické matrici zůstává malé množství feritu ve formě malých kousků a částic, což vede ke snížení tvrdosti.
výsledky
Po odlití jsme zákazníkovi zaslali dvě sady kladiv na drcení, jednu sadu kladiv na drcení z legované oceli, jednu sadu kladiv na drcení z manganové oceli. Na základě zpětné vazby od zákazníků vydrží drtiče oceli z oceli odolné proti opotřebení 1.6krát delší životnost kladivo na drtič manganu.

