13 tun výroby desky čelistí
V roce 2008 získala společnost Qiming Machinery objednávku od zákazníka z USA, který potřebuje vyrábět velké množství vložka drtiče čelistí. Váha kolem 13 tun, velikosti: 4200 mm * 2300 mm * 400 mm, plocha zubu je pracovní plocha, zadní plocha je instalační plocha, je třeba ji opracovat, materiál si vybral legovanou ocel Mn18.

Ukázkový výkres čelisti 13T
Výběr materiálu
Základní materiálové složení v následující záložce:
| Prvek | C | Mn | Si | P | S | Mo | Ni |
| Obsah % | 1.1-1.35 | 17.5-19.0 | ≤0.8 | ≤0.06 | ≤0.01 |
Abychom získali dobrou odolnost proti opotřebení, musíme přidat některé prvky „Ni“ a „Mo“.
Zpracování výroby
- Pro výrobu vzoru velké čelisti jsme si vybrali dřevo.
- Formovacím pískem je křemičitan sodný, křemičitý, písek a druhou vrstvou písku je křemičitan vápenatý, který po nalití vede ke smršťování.
- Ve vtokovém systému se používá žáruvzdorná cihlová trubka s vysokým obsahem oxidu hlinitého, aby se zajistilo, že roztavená ocel nebude v kontaktu s formovacím pískem ve vtoku, aby se snížilo mytí písku, písková díra, vzduchový otvor a další vady; Pro vnitřní výsuv se používá 12 rovnoměrně rozložených stran zubové desky; 4 topné stoupačky jsou uspořádány na straně ozubené desky naproti vnitřnímu vedení; písková forma je na straně stoupačky polstrovaná 20 cm vysoká, aby se usnadnilo odsávání a zlepšil účinek podávání požární trysky; zirkonový prášek na bázi alkoholu se používá jako nátěr Barva, štětec 2 vrstvy, zapálit a spálit včas po každém nátěru; před uzavřením krabice pečlivě zkontrolujte a potvrďte a po zavření krabice rovnoměrně upevněte pomocí upevňovacích šroubů.
Tavení a nalévání
- Pro šrot je vybrán vysoce kvalitní plech válcovaný za studena bez oleje a rzi. Nejprve jsou testovány všechny slitiny. Do pece lze vkládat pouze vysoce kvalitní suroviny s určitým složením.
- Povrch procesu tavení je pokryt vápencovou struskou, aby se snížila oxidace a absorpce vzduchu roztaveným železem. Vzorek roztavené oceli před pecí lze vypustit po absolvování spektrální analýzy a měření teploty.
- Během výčepu byl křemík vzácných zemin upraven metodou proplachování pánví, aby se upravila velikost zrna.
- Argon je vháněn do pánve, aby se odstranily nečistoty a plyny. Když je do pánve vháněn argon, měla by být měřena teplota, aby bylo zajištěno, že teplota nalití odpovídá požadavkům procesu.
- Teplota lití je řízena na 1410-1425 ° C a je použito lití s velkým průtokem.
- Po nalití přikryjte stoupačku exotermickým činidlem, abyste zajistili účinné krmení.
Izolace a čištění
1. Po nalití by měl být písek v kořeni stoupačky včas otřesen, aby se zabránilo smrštění a prasknutí odlitku;
2. Po vybalení by měla být stoupačka pokryta suchým pískem a pomalu ochlazována;
3. Při řezání stoupačky ji rychle odřízněte a poté ji zakryjte suchým pískem a ochlaďte na pokojovou teplotu
Tepelné zpracování
Tepelné zpracování využívá chlazení vodou. Proces tepelného zpracování je znázorněn na následujícím obrázku:
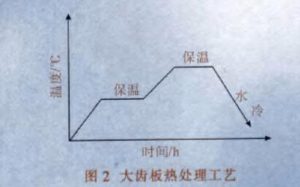
Tepelné zpracování čelisti 13T
výsledky
Po 35 dnech výroby byly 13tunové čelisťové desky zákazníka dokončeny a odeslány zákazníkovi USA. Asi o 6 měsíců později jsme dostali zpětnou vazbu od zákazníků, že tato čelistní deska funguje velmi dobře a překlenuje život více než originální opotřebitelné díly.

