Анализ абразивного износа и оптимизация конструкции футеровок конусной дробилки в гидравлической конусной дробилке
Полость конусной дробилки и футеровки конусной дробилки Материал является наиболее важным фактором, влияющим на истирание подбарабанья и кожуха гидравлической конусной дробилки. У нас есть заказчик, который использует гидравлическую конусную дробилку KP100 для измельчения булыжника. Каждый комплект футеровок конусной дробилки может измельчить 5400 тонн и проработать 600 часов. Исходя из условий его работы, мы проанализируем износ футеровки конусной дробилки и оптимизируем конструкцию футеровок.
Футеровки конусной дробилки являются одновременно важными деталями и основными изнашиваемыми деталями. Пара хорошо спроектированных и качественно изготовленных футеровок может не только обеспечить эффективность производства дробилки, но также сэкономить энергию, рабочую силу и сырье, а также обеспечить качество продукции. На износ футеровки влияет множество факторов, таких как твердость материала, размер частиц, влажность, выход, метод подачи и т. Д., Но более важными являются дизайн кривой полости и факторы выбора материала.
Анализ абразивного износа футеровки конусной дробилки
Исходя из условий работы конусной дробилки КП100 нашего заказчика:
- 1 комплект футеровки конусной дробилки
- Материал раздавливания: булыжник
- Срок годности: 600 часов
- Всего измельчено 5400 тонн
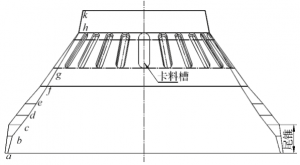
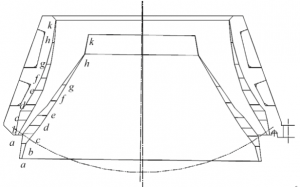
Кривая кожуха конусной дробилки и подбарабанья после картирования износа показана на следующем рисунке:
Истирание мантии конусной дробилки
Истирание подбарабанья конусной дробилки
Степень износа каждой секции по направлению высоты подбарабанья и кожуха указана в таблице:
| Этикетка | Мантия конусной дробилки | Конусная дробилка вогнутая | ||
| рост | Количество истирания | рост | Количество истирания | |
| a | 0 | 8 | 0 | 13.5 |
| b | 50 | 29 | 50 | 15 |
| c | 80 | 39 | 83 | 36.5 |
| d | 101 | 33 | 110 | 36.5 |
| e | 149 | 27.8 | 144 | 32.5 |
| f | 190 | 19 | 193 | 20 |
| g | 236 | 14.5 | 247 | 13 |
| h | 307 | 6.3 | 350 | 1 |
| k | 382 | 2.5 | 415 | 1 |
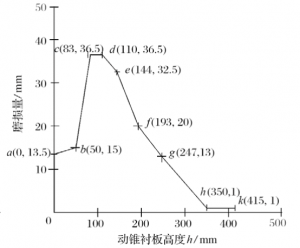
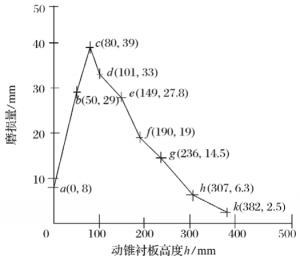
Принимая высоту подбарабанья и мантии за абсциссу, а величину износа каждой секции за ординату, кривые износа и истирания подбарабанья и мантии соответственно построены, как показано на рисунке.
Кривая истирания подбарабанья конусной дробилки
Кривая абразивного износа кожуха конусной дробилки
Анализ износа кожуха конусной дробилки
Исходя из приведенных выше цифр, степень износа кожуха конусной дробилки в разных положениях различна.
От точки k до точки d наблюдается участок постепенного износа, то есть степень износа кривой кожуха конусной дробилки постепенно увеличивается от точки k к точке d наверху. Благодаря точке k вокруг верхнего конца этой секции, конусная дробилка выдерживает огромную ударную нагрузку крупной руды, благодаря чему она обладает хорошим эффектом ударного упрочнения поверхности (материал - сталь с высоким содержанием марганца), так что твердость поверхности облицовочная плита может достигать 500 HBW, поэтому значение верхней твердости является самым высоким.
Ниже точки k до точки d по мере того, как большие куски руды постепенно разбиваются на средние и даже мелкие куски и, наконец, разбиваются на блоки продукта необходимого размера, ударная нагрузка на поверхность облицовочной плиты постепенно снижается, поэтому степень поверхностного ударного упрочнения увеличивается. Кроме того, нижний объем полости меньше верхнего объема, и такое же количество материала разрушается, а нижняя часть имеет больший износ, чем верхняя часть. Следовательно, кривая износа изменяется приблизительно линейно от точки k к точке d, то есть степень износа в точке k наименьшая, а точка d наибольшая.
От точки d до точки a это параллельный участок типа полости, а также участок с непостоянным износом. На этом участке с постепенным истиранием поверхности подвижной и неподвижной футеровки конуса в процессе производства зазор между выпускными отверстиями также увеличивается. Это приводит к тому, что хвостовой конус подвижного конуса входит в полость после износа неподвижного конуса, и, наконец, заставляет часть хвостового конуса и кривую износа неподвижного конуса образовывать новые выпускные отверстия и параллельные области. следующая картина:
Изображение камеры после истирания
Анализ износа подбарабанья конусной дробилки
Исходя из приведенных выше цифр, степень износа в различных положениях подбарабанья конусной дробилки также различна.
От k до h это входная секция. Изгиб гильзы в этом сечении приблизительно вертикальный (кривые подвижного и неподвижного конусов приблизительно параллельны). Следовательно, во время регулировки подвижного конуса вверх (срок службы) размер входного и входного отверстий Размер частиц материала в основном не изменяется, ударная нагрузка уравновешивается, а степень поверхностного ударного упрочнения в основном такая же, поэтому величина износа в этом разделе мало что изменилось.
Участок от точки h до точки c представляет собой участок постепенного износа, который примерно такой же, как и приведенный выше анализ фиксированного конического вкладыша от точки k до точки d. То есть верхняя точка h подвергается большой ударной нагрузке от крупной руды. Наибольшее значение - от точки h до точки c. По мере постепенного уменьшения ударной нагрузки степень ударного упрочнения поверхности также уменьшается. Кроме того, зазор в полости уменьшается сверху вниз, поэтому величина износа является наименьшей в точке h. , Точка C является самой большой, и на этом участке кривая износа показывает приблизительно линейный тренд.
Участок от точки c до точки a (то есть участок хвостового конуса) относится к участку непостепенного износа. На этом участке при постепенном изнашивании поверхности подвижной и неподвижной конических вкладышей зазор между выпускными отверстиями также продолжает увеличиваться. Чтобы гарантировать качество продукта, подвижный конус необходимо отрегулировать в таком направлении, чтобы задний конус подвижного конуса постепенно входил в неподвижный конус. В полости изношенные и неподвижные кривые конуса снова и снова образуют новую структуру полости дробления, пока хвостовая часть движущегося конуса и кривая изношенного конуса не образуют новую параллельную зону и размер выпускного отверстия.
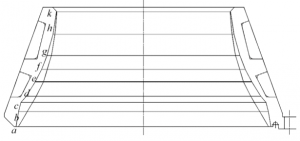
Реальная ситуация износа подбарабанья и кожуха конусной дробилки

Реальная ситуация износа кожуха конусной дробилки (целиком)
Реальная ситуация износа кожуха конусной дробилки (деталь)

Фактический износ подбарабанья конусной дробилки (в целом)

Реальный износ подбарабанья конусной дробилки (деталь)
В результате
- Подбарабанье и кожух конусной дробилки в основном имеют одинаковый износ при одинаковой высоте, срок службы примерно одинаков, а конструкция кривой полости более разумна.
- В параллельном участке, имеющем форму полости, степень износа намного больше, чем в верхней части. Самый сильный износ - это вход в параллельную зону неподвижного конуса, то есть точку d и ниже, и выходное отверстие движущегося конуса и выше в точку E.
- В пределах износа футеровки, хотя исходная кривая больше не существует, из-за постоянного износа подвижных и неподвижных футеровок конуса в процессе производства, с автоматической регулировкой размера выпускного отверстия, новый тип полости дробления Это снова вторичное формирование, которое гарантирует, что форма зерна гильзы после износа в основном такая же, как у новой гильзы.
Оптимизация Меры по улучшению конструкции и материалов
На основании приведенного выше анализа могут быть приняты следующие меры по улучшению конструкции и материалов:
- Уменьшите толщину кожуха конусной дробилки от точки k до точки g (11 ~ 16 мм), чтобы приспособиться к кривой изношенной футеровки. Это может уменьшить количество материала и продлить срок службы всей футеровки.
- Глубина вогнутого желоба должна быть меньше (10 мм) и больше (17 мм), чтобы она соответствовала кривой изношенной гильзы, чтобы улучшить гильзу во время износа. Эффект материала карты.
- Путем легирования (добавление определенного количества Cr, Mo и следовых количеств легирования (добавление определенного количества Cr, Mo и следовых количеств легирования (добавление определенного количества Cr, Mo и следовых количеств легирования (добавление определенного количества Cr, Mo и легирующие элементы, такие как V и Ti), улучшают сопротивление усталости и износостойкость высокомарганцевой стали, тем самым улучшая слабость и недостаточную износостойкость футеровок из литой стали с высоким содержанием марганца.

