Com o vigoroso desenvolvimento da industrialização da mina, vários tipos de estações de britagem surgiram. Conjuntos completos de equipamentos correspondentes, como trituradores e transportadores, têm sido amplamente usados, e a demanda por acessórios e peças sobressalentes também aumentou. Como o transportador principal do britador, a quantidade de bandeja de alimentação do avental do componente também está aumentando gradualmente,
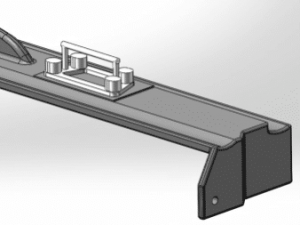
Porém, devido à dificuldade de fabricação, o panelas de alimentação do avental das principais minas são todos importados e os preços são altos. A placa de corrente do britador desenvolvida desta vez é um produto auxiliar do britador da Anshan Iron and Steel Mining Company. O britador é o equipamento principal para as operações de mineração. A operação contínua e estável tem um grande impacto na produção eficiente e segura da mina. Os componentes indispensáveis e importantes podem suportar grandes cargas e desgaste e ter um amplo espaço de mercado. A estrutura do alimentador de sapata é mostrada na figura a seguir.
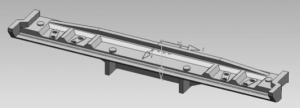
Bandejas do alimentador do avental
Este alimentador de avental exibe detalhes do produto:
- Peso: 527kg
- Material: ZGMn13Mo
- Tamanho: 2856 * 456 * 291mm
As bandejas do alimentador de sapatas têm as seguintes dificuldades técnicas:
- A maior parte da espessura da parede é de 48 mm, que é uma condição de placa fina. Preste atenção à sua deformação durante a fundição e tratamento térmico;
- Garantir com precisão a precisão dimensional do arco no local de montagem e 8 furos;
- Após a moldagem, o controle do ângulo das três instalações de teste deve ser garantido.
Como determinar o processo de fundição apropriado e projetar o equipamento de tratamento térmico apropriado para garantir a qualidade das fundições e os efeitos dos arcos e ângulos, tornou-se um ponto difícil e crítico para fundição de bandejas alimentadoras de sapatas e tratamento térmico.
Projeto do processo de fundição das bandejas alimentadoras de avental
Processo de fundição
A fim de garantir que o aço fundido flua para a cavidade de forma rápida e uniforme, a porta interna da peça fundida é plana e uniformemente distribuída em um lado da peça fundida. Um riser é colocado na posição do portão correspondente para garantir que o gás de escória no aço fundido seja removido a tempo e seja mais alto do que o riser Ventiladores de ar são colocados na raiz para evitar que a fundição seja sub-fundida, como mostrado na figura .
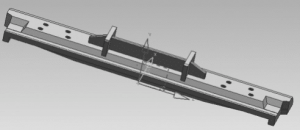
Processo de fundição de bandejas alimentadoras de avental
Seleção dos parâmetros principais
- Seleção da escala de fundição. Combinando as características estruturais da peça fundida e as características do material de aço com alto teor de manganês, a escala da peça fundida foi selecionada em 2.7%. De acordo com as atuais condições de produção da empresa, foi utilizada a moldagem em areia resinosa. Ao mesmo tempo, a fim de garantir a precisão e qualidade da superfície da fundição, evita que grudem na superfície e nos cantos. Areia, aplique areia de cromita na superfície e cantos da fundição e pincele com pintura a pó de magnésia.
- Seleção do ângulo de inclinação da fundição. Como a peça fundida é usada como peça bruta, seu tamanho é controlado de forma relativamente rígida. Para evitar danos à superfície da areia quando o molde é levantado após a modelagem, é propício à produção de peças fundidas de alta qualidade. O ângulo de inclinação é selecionado de 0 ° a + 3 °.
- Temperatura de derramamento. Durante o processo de vazamento, a temperatura é muito alta, a solidificação encolhe bastante e a fundição está sujeita a defeitos como encolhimento e afrouxamento, grãos grossos e areia pegajosa. Se a temperatura for muito baixa, pode facilmente causar vazamento insuficiente, isolamento frio e fundição insuficiente devido a paredes finas e outros defeitos. Portanto, a temperatura de vazamento apropriada é usar uma temperatura ligeiramente mais baixa com a premissa de garantir que o metal fundido preencha a cavidade do molde. Considerando a perda de calor durante o processo de transferência de aço fundido e a própria fundição, a temperatura de fundição é selecionada para ser 1 410 ℃ ~ 1 440 ℃.
Molde de bandejas alimentadoras de avental
Visando as dificuldades de fabricação das bandejas alimentadoras de sapatas, com a utilização de moldes metálicos (conforme mostrado na figura) ao invés da modelagem de madeira, garantem-se a precisão e planicidade das dimensões críticas do comprimento da fundição, e a deformação da fundição ocasionada pelo problema de deformação do modelo é evitado a partir da fonte. Garantir a qualidade de toda a superfície da fundição.
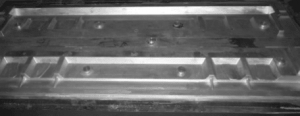
Molde superior de metal das bandejas do alimentador de avental

Bandejas alimentadoras de avental sob molde de metal
Projeto de ferramentas de tratamento térmico de bandejas alimentadoras de avental
Visando as características estruturais das fundições das bandejas alimentadoras de sapatas, a fim de evitar a deformação após o tratamento de têmpera em água, uma ferramenta especial de tratamento térmico foi especialmente projetada. Conforme mostrado na figura, as duas fundições de placa de corrente são intercaladas uma com a outra para formar um par de formas. O tipo de bandeja base é usado abaixo para apoiar o todo. Fundição e garantir a estabilidade da fundição durante todo o processo. Os grampos são usados na parte superior. As pinças são colocadas em locais fáceis de deformar e frágeis para fixação. A cavidade interna é bloqueada por um defletor adequado. Este projeto de estrutura pode tanto Para garantir a suavidade da fundição como um todo, quanto para garantir que a água de resfriamento possa resfriar completamente a fundição durante o tratamento de endurecimento com água. Através desta ferramenta de tratamento térmico, o grau de deformação da peça fundida tratada termicamente atende aos requisitos do cliente e a deformação não é maior que 0.35: 100.
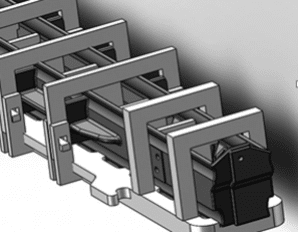
Projeto de ferramentas de tratamento térmico de bandejas alimentadoras de avental
Projeto de fixação de montagem e fixação angular
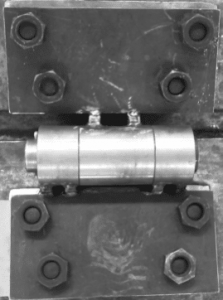
Em combinação com o uso real das bandejas alimentadoras de sapatas, a fim de garantir o alinhamento preciso das bandejas alimentadoras de sapatas com o elo da corrente inferior durante o uso, um acessório de inspeção destacável é projetado de acordo com o tamanho de 8 orifícios do elo da corrente para certifique-se de que as posições dos 8 orifícios em ambas as extremidades das bandejas do alimentador de sapatas sejam as primeiras. O registro é preciso durante a instalação de teste. O diagrama esquemático do dispositivo é mostrado abaixo.
Teste de distância do furo de teste das bandejas do alimentador de avental
A rotação das bandejas do alimentador de sapatas é completada pela roda motriz discando o orifício do pino entre os links dos trilhos para completar o processo de transporte. Conforme mostrado na figura, quando as bandejas do alimentador de sapatas giram, um certo ângulo (147 °) deve ser formado entre as duas posições da roda motriz. Para garantir que o ângulo de rotação é adequado, um dispositivo de teste de ângulo é projetado de acordo com as condições de uso no local, conforme mostrado na figura. O teste de ângulo é realizado usando o acessório de teste de ângulo. O ângulo de rotação atende aos requisitos do desenho e chega a 147 °, o que garante a rotação normal das bandejas dos alimentadores das sapatas nas subseqüentes.
Dispositivo de teste de ângulo das bandejas do alimentador de avental

Verificação da rotação das bandejas do alimentador do avental
Através da análise das características técnicas e dificuldades da fundição das bandejas alimentadoras de sapatas, a utilização de moldes metálicos na produção resolve a deformação da fundição causada pela deformação do molde, e também garante a precisão das dimensões-chave; o projeto e o uso de ferramentas de tratamento térmico permitem que as condições da placa longa e fina sejam bem controladas Problemas de deformação do tratamento térmico; o uso de ferramentas de inspeção de montagem e ferramentas de inspeção de teste de ângulo para garantir a precisão das principais posições de montagem de peças fundidas de placa de corrente. A produção nacional de bandejas alimentadoras de sapatas foi realizada com sucesso e produtos qualificados para os clientes foram produzidos. De acordo com o feedback do cliente, as fundições das bandejas alimentadoras de sapatas produzidas desta vez podem substituir completamente as fundições importadas em uso. Ele fornece experiência de produção para a produção futura de tais peças fundidas.
