Үлкен соққы ұсатқыштың қарапайым құрылымының, үлкен ұсақтау коэффициентінің және жоғары тиімділіктің артықшылықтары бар. Ол тау-кен өндірісінде, цементте, металлургияда, электр энергетикасында, отқа төзімді материалдарда, әйнекте, химия өндірісінде кеңінен қолданылады. Ұнтақтағыштың үрлеу штангалары - бұл үлкен соққылы ұнтақтағыштың кілттерінің бірі және оңай тозатын бөліктері. Ол сынамен роторға бекітіледі. Ұсатқыштың жұмысы кезінде жоғары жылдамдықты айналмалы ротор ұсақталған кенді сызықтық жылдамдықпен 30-дан 40 м / с-қа дейін бұзу үшін ұсатқыштың үрлеу штангаларын қозғалады. Кеннің блок мөлшері 1500 м-ден аз, ал тозуы өте маңызды. Соққы күші өте үлкен, сондықтан ұсатқыштың соққы штангаларының үйкелуге төзімділігі және соққыға төзімділігі жоғары болуы қажет.
Дәстүрлі жоғары марганецті болаттың төзімділігі жоғары болғанымен, тозуға төзімділігі жоғары емес, ал тозуға кететін шығын тым үлкен. Кәдімгі жоғары хромды шойынның қаттылығы өте жоғары болғанымен, ол жеткілікті қатты емес және оны бұзу оңай. Үлкендердің еңбек жағдайлары мен құрылымдық сипаттамаларына бағытталған соққы ұсатқыштың тозу бөлшектері, біз композицияны жобалау мен термиялық өңдеу процесін оңтайландыру арқылы қолданыстағы қарапайым жоғары хромды шойын негізінде тозуға төзімділігі жоғары, жоғары хромды шойын пластинасын жасадық. Пайдалану мерзімі қарапайым марганецті болаттан 3 еседен көп.
Жоғары хромды ұнтақтағыштың үрлеу материалдары
Көміртегі элементі
Көміртек - бұл материалдардың механикалық қасиеттеріне, әсіресе материалдың қаттылығына және әсердің беріктігіне әсер ететін негізгі элементтердің бірі. Материалдың қаттылығы көміртегі құрамының жоғарылауымен айтарлықтай артады, ал соққыға төзімділік айтарлықтай төмендейді. Көміртегінің жоғарылауымен жоғары хромды шойын құрамындағы карбидтер саны көбейеді, қаттылығы жоғарылайды, тозуға төзімділігі артады, бірақ беріктігі төмендейді. Жоғары қаттылықты алу үшін және жеткілікті беріктікті қамтамасыз ету үшін көміртегі мөлшері 2.6% -3% құрайды.
Хром элементі
Хром - жоғары хромды шойынның негізгі қорытпа элементі. Хром саны көбейген сайын карбидтердің түрі өзгереді, ал қаттылығы HV 1300 ~ 1800-ге жетуі мүмкін.Матрицада еріген хром мөлшері артқан сайын ұсталған аустенит мөлшері артады және қаттылық азаяды. Жоғары тозуға төзімділікті қамтамасыз ету үшін C r / C = 8 ~ 10 басқару желінің эвтектикалық карбидтерінің көп мөлшерін ала алады. Сонымен, жоғары қаттылықты алу үшін хром мөлшері 25-27% құрайды.
Молибден элементі
Молибден жоғары хромды шойынның матрицасында қатаю қабілетін жақсарту үшін ішінара ериді; микроқаттылықты жақсарту үшін ішінара MoC карбидтерін түзеді. Молибден мен марганецті, никельді және мысты бірге қолдану қалың қабырғалы бөлшектердің беріктенуін жақсартады. Ферро молибденнің бағасы қымбатырақ болатындығын ескере отырып, уатқыштың үрлеу жолақтары қалың болғандықтан, молибденнің мөлшері 0.6% -дан 1.0% аралығында бақыланады.
Никель және мыс элементі
Никель мен мыс қатты ерітінділерді нығайтатын матрицаның негізгі элементтері болып табылады, бұл хром шойынының беріктілігі мен беріктігін жақсартады. Олардың екеуі де көміртек түзбейтін элементтер болып табылады және олардың барлығы аустенитті тұрақтандыру үшін аустенитке дейін ериді. Саны көп болған кезде ұсталған аустениттің мөлшері көбейіп, кермектілігі төмендейді. Мыстың аустениттегі өзіндік құны мен ерігіштігі шектеулі екенін ескере отырып, никель құрамы 0% -дан 4% -ға дейін, мыстың мөлшері 1.0% -дан 0% -ға дейін бақыланады.
Кремний, марганец элементі
Кремний мен марганец - жоғары хромды шойынның кәдімгі элементтері, ал олардың басты рөлі - тотықсыздандыру және күкіртсіздендіру. Кремний қатаюды азайтады, бірақ M с нүктесін арттырады; сонымен бірге кремний графиттелуіне және феррит түзілуіне ықпал ететін карбидтердің түзілуіне кедергі жасайды. Егер мазмұн тым жоғары болса, матрицаның қаттылығы айтарлықтай төмендейді, сондықтан кремнийдің мөлшері 0.4% -дан 1.0% -ға дейін бақыланады. Марганец жоғары хромды шойынның аустенит фазалық аймағын кеңейтеді, аустенитте қатты ериді, беріктенуді жақсартады және мартенситтің өзгеру температурасын төмендетеді. Марганецтің мөлшері көбейген сайын аустениттің қалдық саны көбейеді, қаттылығы төмендейді және тозуға төзімділігі әсер етеді. Сондықтан марганецтің мөлшері 0% -дан 5% -ға дейін бақыланады.
Басқа элементтер
S. P - зиянды элемент, ол өндірісте әдетте 0.05% -дан төмен бақыланады. RE, V, T i дәндерді нақтылау, астық шекараларын тазарту және жоғары хромды шойынның әсерге төзімділігін жақсарту үшін қоспа модификаторлары және қоспа инокулянттары ретінде қосылады.
Жоғары хромды ұнтақтағыш материалдардың құрамы
| C | Cr | Mo | Ni | Cu | Si | Mn | S | P |
| 2.6-3.0 | 25-28 | 0.6-1.0 | 0.4-1.0 | 0.6-1.0 | 0.4-1.0 | 0.5-1.0 | ≤0.05 | ≤0.05 |
Хромды ұнтақтағыштың үрлеу барларын өндіру процесі
Ұнтақтағыштың үрлеу жолағының салмағы шамамен 285 кг, ал оның өлшемдері суретте көрсетілген. Үрлеу штангасын орнату талаптарын қамтамасыз ету үшін үрлеу штангасының жазықтығында иілу деформациясының мөлшері ≤ 2м м құрайды. Үрлеу жолағының беткі қабаты өте биік болғандықтан, ойпаттар мен шығыңқылар болмауы керек. Құюдың тығыздығын қамтамасыз ету үшін біз жоғары беріктігі бар шайырлы құмды қалыпқа саламыз. Сызықтық шөгу жылдамдығы 2.4% -дан 2.8% -ке дейін. WithinF ішінде: ΣF көлденең: ΣF түзу = 1: 0.75: 1.1 жобалау үшін. Ол көлденең типті қиғаш құюды қабылдайды, сонымен бірге қыздыруға және қыздыруға арналған көтергішке және тікелей сыртқы салқындатқыш үтікке көмектеседі, ал процестің шығымы 70% ~ 75% деңгейінде бақыланады.
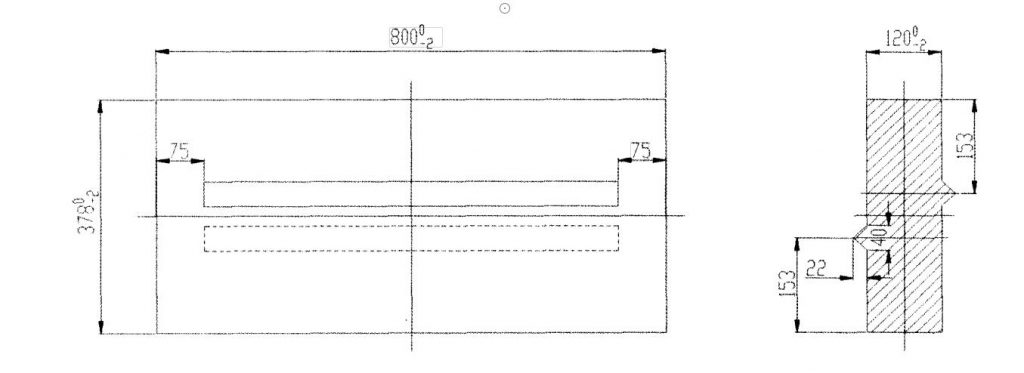
Хромды ұнтақтағыштың үрлеу барларының өлшемі
Сынақ өндіріс процесінде біз 2-сурет, 3-сурет және 4-суреттің үш модельдеу процесін қабылдадық, құю және ұнтақтаудан кейін, 2 және 3-суреттер процесінде өндірілген табақшалы балғалардың әр түрлі болатындығы анықталды беттік депрессия мен иілу деформациясының дәрежесі. Көтергішті үлкейту әдісі қондыру талаптарына сәйкес келмейтін беттің депрессиясын және иілу деформациясын жоя алмайды.
2-суреттегі және 3-суреттегі қалыптау процесінің өндірістік тәжірибесінің қысқаша сипаттамасына сүйене отырып, біз 4-суретте көрсетілген көлденең қалыптау көлбеу құю формасын қолдануды ұйғардық, балға құйғаннан және тегістегеннен кейін оның бетінде ойысу және иілу болмайды деформация, ал деформация ≤ 2м м. Орнату талаптарын орындау үшін. Өндірістің нақты процесі келесідей: құмды қалып көлденеңінен қорапқа айналдырғаннан кейін, құм қалыпының бір ұшы белгілі бір биіктікке көтеріліп, белгілі бір қисаю бұрышын жасайды. Көлбеу бұрышы әдетте 8-ден 20 ° -қа дейін бақыланады). Балқытылған темір қақпадан енгізіледі, ал балқытылған темір алдымен қуысқа ең төменгі нүктеге жету үшін енеді. Ол алдымен сыртқы салқындатылған темірдің салқындату әсерімен қатаяды. Балқытылған темірмен толтырған кезде көтергіш максималды деңгейге жеткенше қысым, ал көтергіш біртіндеп қатаюға жету үшін ақырында қатаяды, осылайша тығыз құрылымды және шөгілмейтін құйма алады.
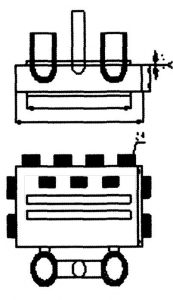
2-сурет: Жоғары хромды ұсақтағыштың үрлеу барларын модельдеу процесі
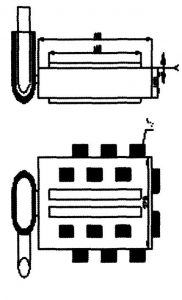
Сурет 3. Жоғары хром ұсатқыштың үрлеу барларын модельдеу процесі
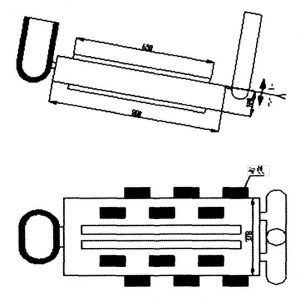
4-сурет: Жоғары хромды ұнтақтағыштың үрлеу барларын модельдеу процесі
Балқытуда өндіріс үшін 1000кг орташа жиілікті электр пеші (кварцты құм пештің астары) қолданылады. Әктас + сынған шыны композициялық шлактайтын агент балқытуға дейін қосылады. Зарядтың көп бөлігі балқытылғаннан кейін қождар алынып тасталады, содан кейін тотықсыздандыру үшін ферросиликон мен ферромарганец қосылады. Алюминий сымы соңғы тотықсыздандырудан кейін шығарылады, ал балқу температурасы 1500-ден 1 550 ° С-қа дейін бақыланады.
Пластиналық балғамен жанасуға төзімділігін одан әрі жақсарту үшін біз жоғары хромды шойын карбидтерінің морфологиясын композициялық модификациялау және егуді өңдеу процестері арқылы жетілдіреміз, қосындыларды азайтамыз, балқытылған темірді, тазартылған дәндерді тазартамыз және айқаспалы консистенцияны күшейтеміз. қалың және ауыр құймалардың қимасының құрылымы мен өнімділігі. Арнайы операция: шөмішті 400 ~ 600 ℃ дейін алдын ала қыздырыңыз және құймас бұрын шөмішке белгілі мөлшерде R e - A 1 — B i — M g қоспа модификаторы мен V —T i — Z n қоспа жүкті қосылысты қосыңыз.
Инокулянт, балқытылған темірді шөмішке құйып, қожды жинайтын агент лақтырады, осылайша қалған балқытылған шлакты тез жинап, балқытылған темірді одан әрі тазартып, температураны сақтайтын жабынды пленка қабатын қалыптастырады, ол қолайлы кастингке. Балқытылған темірді 2-ден 3 минутқа дейін тыныштандырады, ал құю температурасы 1380 мен 1420 ° C аралығында бақыланады.
Жоғары хром ұсақтағыштың үрлеу барларын термиялық өңдеу
Ультра жоғары хромды шойынның жоғары температурада сөндіру процесінде аустениттегі легірлеуші элементтердің температурасы жоғарылаған сайын ерігіштігі жоғарылайды. Сөндіру температурасы төмен болған кезде, аустениттегі көміртегі мен хромның аз ерігіштігіне байланысты жылуды сақтау кезінде екінші реттік карбидтер көп түседі. Аустениттің көп бөлігі мартенситке айналуы мүмкін болғанымен, аустениттің құрамындағы көміртегі және легірлеуші элементтердің мөлшері аз, сондықтан қаттылығы жоғары емес. Сөндіру температурасының жоғарылауымен аустениттегі көміртегі мен қорытпа мөлшері неғұрлым көп болса, трансформациядан кейін мартенсит соғұрлым қатал болады, ал сөндіру кермектігі соғұрлым жоғары болады. Сөндіру температурасы өте жоғары болған кезде, жоғары температурадағы аустениттің құрамындағы көміртегі мөлшері мен қорытпасы тым жоғары, тұрақтылығы тым жоғары, салқындату жылдамдығы тез болады, екінші карбидтер аз тұнбаға түседі, аустенит соғұрлым көп сақталады және сөндіру қаттылық ол неғұрлым төмен болса.
Сөндіру мен ұстау уақытының өсуімен ультра жоғары хром шойынының макро қаттылығы алдымен артады, содан кейін азаяды. Аустенизирлеуші температураның ультра жоғары хром шойынының қаттылығына әсері, негізінен, екінші карбидтер тұндыруының, еру реакциясының және тепе-теңдік күйінің жоғары температурадағы аустениттің көміртегі құрамына және легирленген құрамына әсері болып табылады. . Құйылған ультра жоғары хром шойыны аустенизденетін температураға дейін қыздырылғаннан кейін, аустениттегі қаныққан көміртегі мен қорытпа элементтері екінші реттік карбидтер ретінде тұнбаға түседі. Бұл диффузиялық процесс. Ұстау уақыты тым қысқа болған кезде, екінші карбидтердің жауын-шашыны тым аз болады. Аустенит құрамында көміртек және легирленген элементтер көп болғандықтан, тұрақтылық тым жоғары. Мартенситтің трансформациясы сөндіру кезінде толық емес, ал сөндірудің кермектігі төмен болады. Ұстау уақытының ұзаруымен екінші реттік карбидтердің жауын-шашын мөлшері көбейеді, аустениттің тұрақтылығы төмендейді, сөндіру кезінде пайда болған мартенсит мөлшері артады, ал сөндіру кермектігі артады. Белгілі бір уақытқа жылы болғаннан кейін,
Аустениттегі көміртегі мен қорытпа мөлшері тепе-теңдікке жетеді. Егер температураны ұстау уақыты ұзартылса, аустенит дәндері ірі болып келеді. Нәтижесінде ұсталатын аустениттің мөлшері көбейіп, сөндіру кермектілігі төмендейді.
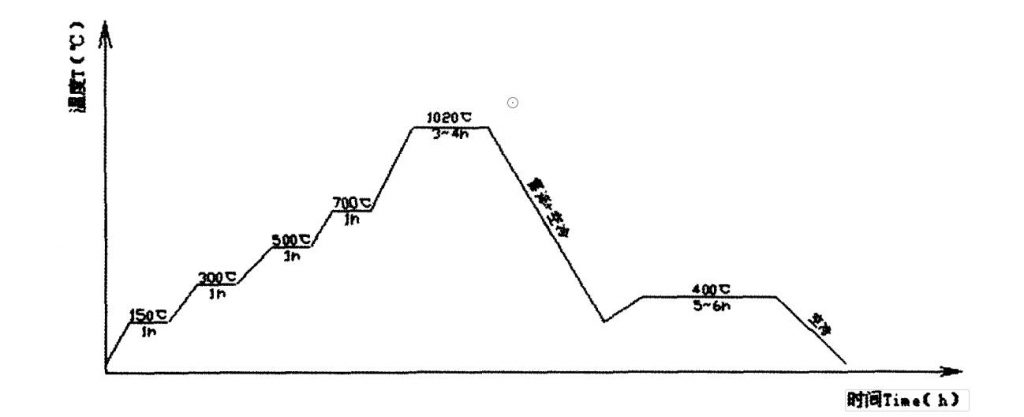
GB / T 8263-1999 «Абразияға төзімді ақ шойын құймалары» ұлттық стандартына сәйкес термиялық өңдеу процесінің сипаттамалары мазақ етіліп, анықтамалық материалдар берілген. Зерттеулер ұсынған сөндіру температурасы, температура температурасы және екінші карбидті жауын-шашынның ұсталуы мен еруі пластинаның балғасын термиялық өңдеудің оңтайлы процесін анықтайды: 1020 ℃ (3-4 сағ ұстап) жоғары температурада тұманды сөндіру және ауаны салқындату 3-тен 5 минутқа дейін 400 ℃ температурада (5-6 сағат қыздырыңыз, ауаға жайыңыз және бөлме температурасына дейін салқындатыңыз). Сөндіруден және шынықтырудан кейін матрицалық құрылым мартенсит + эвтектикалық карбид М + екіншілік карбид + қалдық аустенит шыңдалған. Пластиналық балға қалың және ауыр болғандықтан, термиялық өңдеу процесінде құйманың жарылып кетпеуін қамтамасыз ету үшін температураны көтерудің қадамдық шарасы қабылданады. Термиялық өңдеу процесі 5-суретте көрсетілген. Пластиналық балғаның қаттылығы термиялық өңдеуден кейін 58 ~ 62 HRC, ал соққыға беріктігі 8.5Дж / см-ге дейін жетеді.
Жоғары хром ұсақтағыштың үрлеу барларын термиялық өңдеу
